
നിങ്ങളുടെ CNC മെഷീനിൽ പ്രശ്നങ്ങൾ ഉണ്ടാകുമ്പോൾ, ഏത് നടപടിയാണ് നല്ലത്? നിങ്ങൾ സ്വയം നന്നാക്കാൻ ശ്രമിക്കണോ, വിതരണക്കാരനെ ബന്ധപ്പെടണോ, അല്ലെങ്കിൽ ഓൺലൈനിൽ തിരയണോ?
ഒരു ദശാബ്ദത്തിലേറെയായി CNC മെഷീനിംഗ് നൽകുന്ന ഒരു ബിസിനസ്സ് എന്ന നിലയിൽ, ഈ പ്രക്രിയയിൽ ഞങ്ങൾ നിരവധി സാധാരണ പ്രശ്നങ്ങൾ നേരിട്ടിട്ടുണ്ട്. അനുഭവത്തിലൂടെ, ഈ പ്രശ്നങ്ങളും അവ എങ്ങനെ പരിഹരിക്കാമെന്ന് ഞങ്ങൾ മനസ്സിലാക്കുന്നു. കത്തിച്ച പ്രതലങ്ങൾ മുതൽ വൈദ്യുതി തകരാറുകൾ, ഭാഗങ്ങൾ കുടുങ്ങിപ്പോകൽ അല്ലെങ്കിൽ മെഷീനിംഗ് കൃത്യതയില്ലായ്മ വരെ വെല്ലുവിളികൾ ഉൾപ്പെടുന്നു.
ഈ ലേഖനത്തിൽ, ഞങ്ങൾ പതിവായി ഉണ്ടാകുന്ന ചില CNC മെഷീനിംഗ് പ്രശ്നങ്ങളും പ്രാഥമിക പരിഹാരങ്ങളും വിവരിക്കുന്നു. ബുദ്ധിമുട്ടുകൾ ഉണ്ടാകുമ്പോൾ ഏറ്റവും ഉചിതമായ ആദ്യ ഘട്ടങ്ങൾ നിർണ്ണയിക്കാൻ നിങ്ങളെ സഹായിക്കുക എന്നതാണ് ഞങ്ങളുടെ ലക്ഷ്യം. നിങ്ങളുടെ CNC മെഷീനിൽ പ്രശ്നങ്ങൾ ഉണ്ടാകുമ്പോൾ, ഏത് നടപടിയാണ് ഏറ്റവും നല്ലത്?
#1 തെറ്റായ കട്ടിംഗ് ഉപകരണങ്ങൾ/ക്രമീകരണങ്ങൾ ഉപയോഗിക്കുന്നു
ഒരു പ്രത്യേക മെഷീനിംഗ് ജോലിക്ക് അനുചിതമായ കട്ടിംഗ് ഉപകരണങ്ങളോ സജ്ജീകരണങ്ങളോ ഉപയോഗിക്കുന്നത് CNC പ്രവർത്തനങ്ങളിൽ ഉണ്ടാകാവുന്ന ഒരു സാധാരണ പ്രശ്നമാണ്. നിർദ്ദിഷ്ട ജോലി ആവശ്യകതകൾക്ക് അനുയോജ്യമല്ലാത്ത ഉപകരണങ്ങൾ തിരഞ്ഞെടുക്കുന്നത് പലപ്പോഴും പൂർത്തിയായ വർക്ക്പീസ് മെറ്റീരിയലിന്റെ ഉപരിതല ഗുണനിലവാരം മോശമാകാൻ കാരണമാകുന്നു. മെറ്റീരിയൽ ഉപരിതല ഫിനിഷിലെ പോരായ്മകൾ വിവിധ രീതികളിൽ പ്രകടമാകുന്നു, മുറിച്ച വരകളിലൂടെ പരുക്കൻ, അസമമായ അരികുകൾ, ദൃശ്യമായ കത്തി അടയാളങ്ങൾ അല്ലെങ്കിൽ വരകൾ, കോണുകളിലും അരികുകളിലും പ്രകടമായി ഉയർന്ന പാടുകൾ അല്ലെങ്കിൽ പൊള്ളലേറ്റ അടയാളങ്ങൾ എന്നിവ ഇതിൽ ഉൾപ്പെടുന്നു. മെറ്റീരിയലുമായോ മെഷീനിംഗ് പ്രക്രിയയുമായോ പൊരുത്തപ്പെടാത്ത ഉപകരണങ്ങൾ ഉപയോഗിക്കുന്നത് ഗണ്യമായി ത്വരിതപ്പെടുത്തിയ തേയ്മാനത്തിനും ആവർത്തിച്ചുള്ള ഉപയോഗത്തിലൂടെ ഉപകരണങ്ങൾക്ക് തന്നെ കേടുപാടുകൾ സംഭവിക്കുന്നതിനും കാരണമാകും.
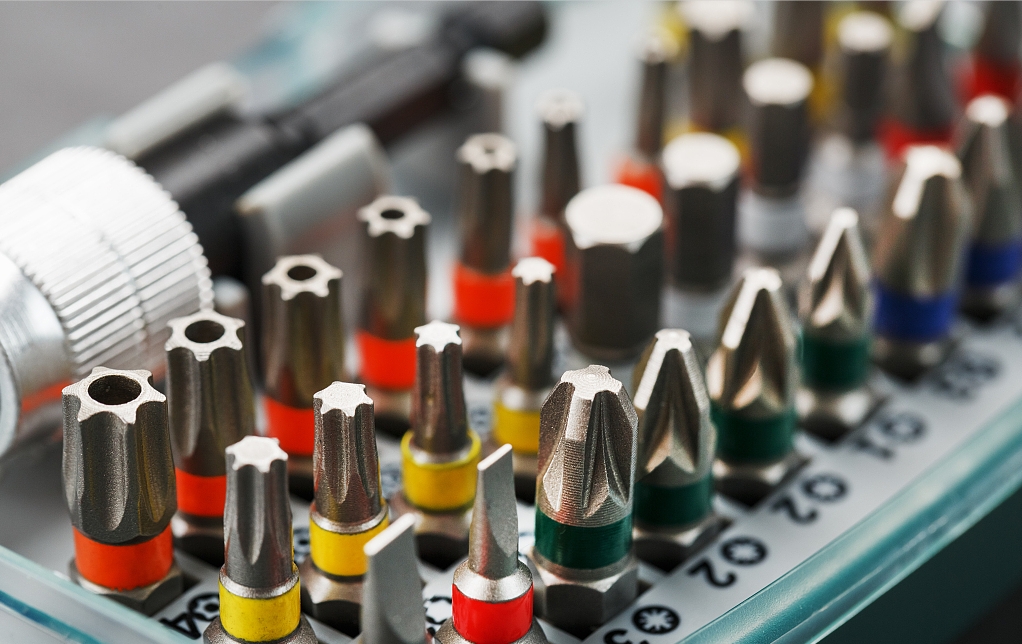
ശരിയായ മൂർച്ച കൂട്ടലോ മാറ്റിസ്ഥാപിക്കലോ ഇല്ലാതെ അമിതമായി ഉപയോഗിച്ചതിനാൽ മൂർച്ചയുള്ളതും കൃത്യവുമായ അരികുകൾ നഷ്ടപ്പെട്ട മുഷിഞ്ഞതും ജീർണിച്ചതുമായ കട്ടിംഗ് ഉപകരണങ്ങൾ ഉപയോഗിക്കുന്നതിലൂടെയും മോശം ഉപരിതല ഫിനിഷിംഗ് ഫലങ്ങൾ ഉണ്ടാകാം. CNC മെഷീൻ പ്രോഗ്രാം ചെയ്യുമ്പോൾ അനുയോജ്യമല്ലാത്ത ഫീഡ് റേറ്റ് അനുപാതം സജ്ജീകരിക്കുന്നത് മറ്റൊരു സാധ്യതയുള്ള കാരണമാണ്, കാരണം ഉപകരണ ഭ്രമണവുമായി താരതമ്യപ്പെടുത്തുമ്പോൾ തെറ്റായ വേഗതയിൽ മെറ്റീരിയൽ തള്ളുന്നത് പൂർത്തിയായ പ്രതലങ്ങളുടെ ഗുണനിലവാരം കുറയ്ക്കും. ആവശ്യത്തിന് മൂർച്ചയുള്ള ഉപകരണങ്ങൾ ഉപയോഗിക്കുമ്പോൾ പോലും, തെറ്റായ വലുപ്പത്തിലുള്ളവ, മോശം ഗുണനിലവാരമുള്ള മെറ്റീരിയൽ കൊണ്ട് നിർമ്മിച്ചവ, അല്ലെങ്കിൽ കൈയിലുള്ള ജോലിക്കും വർക്ക്പീസ് മെറ്റീരിയൽ ഘടനയ്ക്കും അനുയോജ്യമല്ലാത്ത പൊരുത്തം എന്നിവ അനുയോജ്യമല്ലാത്ത ഫിനിഷിന് കാരണമാകും.
അനുചിതമായതോ പൊരുത്തപ്പെടാത്തതോ ആയ ഉപകരണങ്ങളുടെയും സജ്ജീകരണങ്ങളുടെയും തിരഞ്ഞെടുപ്പിൽ നിന്നും ഉപയോഗത്തിൽ നിന്നും ഉണ്ടാകുന്ന പ്രശ്നങ്ങൾ ഫലപ്രദമായി പരിഹരിക്കുന്നതിന്, ഓരോ നിർദ്ദിഷ്ട ജോലിക്കും മുറിക്കുകയോ രൂപപ്പെടുത്തുകയോ ചെയ്യുന്ന മെറ്റീരിയലിനും ഏറ്റവും അനുയോജ്യമായ ഉപകരണങ്ങൾ, ഇൻസേർട്ടുകൾ, മെഷീനിംഗ് പാരാമീറ്ററുകൾ എന്നിവ തിരഞ്ഞെടുക്കുന്നതിൽ വളരെയധികം ശ്രദ്ധ ചെലുത്തേണ്ടത് അത്യാവശ്യമാണ്. ഉപകരണത്തിന്റെയും മെറ്റീരിയൽ ഗുണങ്ങളുടെയും ധാരണയെ അടിസ്ഥാനമാക്കി ശരിയായ ഉപകരണങ്ങൾ മുൻകൈയെടുത്ത് തിരഞ്ഞെടുക്കുകയും ശരിയായ വേഗതയും ഫീഡുകളും ക്രമീകരിക്കുകയും ചെയ്യുന്നത് ഉപരിതല ഗുണനിലവാര പരാതികൾ ഒഴിവാക്കാൻ സഹായിക്കുന്നു, കൂടാതെ ഇടയ്ക്കിടെ മാറ്റിസ്ഥാപിച്ചാൽ ചെലവ് വർദ്ധിപ്പിക്കുന്ന വിലകൂടിയ കട്ടിംഗ് ടൂളുകളുടെ അകാല തേയ്മാനത്തിൽ നിന്ന് സംരക്ഷിക്കുകയും ചെയ്യുന്നു. ഓരോ ആപ്ലിക്കേഷനും ടൂൾ-മെറ്റീരിയൽ-പ്രോസസ് കോമ്പിനേഷനുകൾ നന്നായി പരിശോധിച്ച് പരിശോധിക്കുന്നത് ഗുണനിലവാര ഫലങ്ങൾ നേടുന്നതിന് പ്രധാനമാണ്.
#2 പ്രോഗ്രാമിംഗ് പിശകുകൾ
ഉപയോഗിക്കുമ്പോൾ ഉണ്ടാകാവുന്ന പ്രശ്നങ്ങളുടെ ഒരു പ്രധാന ഉറവിടംജി കമ്പ്യൂട്ടർ സംഖ്യാ നിയന്ത്രണ യന്ത്രങ്ങൾ നിർമ്മിക്കുന്നതിന്, പ്രോഗ്രാമിംഗ് പ്രവർത്തനങ്ങളുടെ പ്രോഗ്രാമിംഗ് ഘട്ടത്തിൽ സംഭവിക്കുന്ന പിഴവുകളും തെറ്റുകളും കാരണമാകുന്നു. സങ്കീർണ്ണമായ പാറ്റേണുകളിലൂടെയും ചലനങ്ങളിലൂടെയും കട്ടിംഗ് ടൂളുകളും മറ്റ് മെഷീൻ ഘടകങ്ങളും കൃത്യമായി കൈകാര്യം ചെയ്യുന്നതിന് സിഎൻസി സിസ്റ്റങ്ങൾ കോഡ് ചെയ്ത കമ്പ്യൂട്ടർ നിർദ്ദേശങ്ങളെ ആശ്രയിക്കുന്നതിനാൽ, പ്രോഗ്രാമിംഗ് കോഡിലെ പിശകുകൾ എല്ലാത്തരം പ്രശ്നങ്ങളിലേക്കും എളുപ്പത്തിൽ നയിച്ചേക്കാം. ഫംഗ്ഷനുകളും സീക്വൻസുകളും നിർണ്ണയിക്കാൻ മെഷീൻ കൺട്രോളർ ഉപയോഗിക്കുന്ന വിവിധ ജി, എം കോഡ് കമാൻഡുകളെക്കുറിച്ചുള്ള അപൂർണ്ണമായ അല്ലെങ്കിൽ തെറ്റായ ധാരണ കാരണം പ്രോഗ്രാമിംഗ് പിശകുകൾ ഉണ്ടാകാം. കൺട്രോളറിലേക്ക് തെറ്റായ പാരാമീറ്റർ ക്രമീകരണങ്ങൾ നൽകുന്നതിലൂടെയോ അസാധുവായ വേരിയബിൾ ഡാറ്റ മൂല്യങ്ങൾ നൽകുന്നതിലൂടെയോ തെറ്റുകൾ സംഭവിക്കാം.
പ്രോഗ്രാമിംഗിൽ സംഭവിക്കാവുന്ന പിഴവുകൾ പരിഹരിക്കുന്നതിന്, പുതിയ ഓപ്പറേറ്റർമാർക്ക് CNC മെഷീൻ പ്രോഗ്രാമുകൾ വികസിപ്പിക്കുന്നതിനുള്ള ശരിയായ സാങ്കേതിക വിദ്യകളെക്കുറിച്ച് സമഗ്രമായ പരിശീലനം നൽകേണ്ടത് നിർണായകമാണ്. മെഷീൻ വിതരണക്കാരനോ നിർമ്മാണ മേഖലയിൽ ഇതിനകം പ്രവർത്തിക്കുന്ന പരിചയസമ്പന്നരായ ഉദ്യോഗസ്ഥരോ പുതുമുഖങ്ങൾക്ക് എല്ലാ കോഡ് ഫംഗ്ഷനുകളും മോഷൻ പ്ലാനിംഗും മെഷീൻ പ്രവർത്തനവും ഉൾക്കൊള്ളുന്ന ഒരു ആഴത്തിലുള്ള പ്രോഗ്രാമിംഗ് മാനുവൽ നൽകണം. ആവശ്യമായ ടൂൾപാത്തുകളിലൂടെയും നടപടിക്രമങ്ങളിലൂടെയും മെഷീനെ കാര്യക്ഷമമായി നയിക്കുന്ന കോഡ് എങ്ങനെ രചിക്കാമെന്ന് സമഗ്രമായ അറിവ് നേടാൻ പരിശീലനാർത്ഥികളെ അനുവദിക്കുന്ന പ്രായോഗിക നിർദ്ദേശങ്ങൾ നൽകണം. പ്രോഗ്രാമിംഗ് ഭാഷയെയും രീതികളെയും കുറിച്ചുള്ള സമഗ്രമായ വിദ്യാഭ്യാസം ഉപയോഗിച്ച് മാത്രമേ ഓപ്പറേറ്റർമാർക്ക് കുറഞ്ഞ സമയം, മെറ്റീരിയൽ അല്ലെങ്കിൽ മെഷീൻ റണ്ണുകൾ എന്നിവ പാഴാക്കാതെ ഉയർന്ന നിലവാരമുള്ള ഭാഗങ്ങൾ സുഗമമായി നിർമ്മിക്കാൻ കഴിവുള്ള പിശകുകളില്ലാത്ത പ്രോഗ്രാമുകൾ നിർമ്മിക്കാൻ തുടങ്ങാൻ കഴിയൂ. പരിശീലനത്തിലൂടെ പ്രോഗ്രാമിംഗ് തെറ്റുകൾ കുറയ്ക്കുന്നത് ആത്യന്തികമായി ഉൽപ്പാദനക്ഷമതയും ഭാഗ ഗുണനിലവാരവും ഒപ്റ്റിമൈസ് ചെയ്യാൻ സഹായിക്കുന്നു.
#3 ചക്ക്, ക്ലാമ്പ് ക്ലാമ്പിംഗ്/അൺക്ലാമ്പിംഗ് പ്രശ്നങ്ങൾ
മെഷീനിംഗ് സമയത്ത് വർക്ക്പീസുകൾ മുറുകെ പിടിക്കുന്നത് തകരാറുകളും പരിക്കുകളും തടയുന്നു. ക്ലാമ്പിംഗ് പ്രശ്നങ്ങൾ പരിഹരിക്കുന്നതിന്, പരിശോധിക്കുക:
1. പൂർണ്ണമായ ഉപരിതല കോൺടാക്റ്റ് ഗ്രിപ്പിനായി ഭാഗത്തിന്റെ സ്ഥാനം പരിശോധിക്കുക.
2. ഹൈഡ്രോളിക് മർദ്ദം പരിശോധിക്കുക, പമ്പ് ക്രമീകരണങ്ങൾ ഇറുകിയ ഹോൾഡിംഗ് നൽകുന്നു.
3. താടിയെല്ലുകളുടെ വലുപ്പവും സ്ഥാനങ്ങളും സുരക്ഷിതമായ മെറ്റീരിയൽ ശരിയായി പരിശോധിക്കുക.
4. കുടുങ്ങിയ ചക്കുകളുടെ പ്രശ്നപരിഹാരത്തിന് സഹായിക്കുക - കാൽ സ്വിച്ച് വയറുകൾ പരിശോധിച്ച് അകത്ത് വൃത്തിയാക്കുക.
5. ആവശ്യമുള്ളിടത്ത് ആവശ്യത്തിന് ലൂബ്രിക്കന്റ് പരിശോധിക്കുക, ചലിക്കുന്ന ഭാഗങ്ങൾ സുഗമമായി പ്രവർത്തിക്കുക.
6. ചെക്ക് ചക്ക് കമാൻഡുകൾക്ക് ശരിയായി പ്രതികരിക്കുന്നു.
7. വാൽവുകളും കണക്ടറുകളും ക്ലാമ്പിംഗ് പ്രവർത്തിക്കാൻ അനുവദിക്കുന്നുണ്ടോയെന്ന് പരിശോധിക്കുക.
8. ഹൈഡ്രോളിക് ലൈനുകൾ പ്രവർത്തിക്കുന്നുണ്ടെന്നും അവ അയഞ്ഞതാണെന്നും പരിശോധിക്കുക.

ഔട്ട്പുട്ടുകളിലും ഉപകരണങ്ങളുടെ ആയുസ്സിലും സുരക്ഷയ്ക്കായി ശരിയായി ക്ലാമ്പ് ചെയ്യേണ്ടത് പ്രധാനമാണ്. എല്ലാ ക്ലാമ്പിംഗ് പ്രശ്നങ്ങളും സമഗ്രമായി പരിഹരിക്കുക. ഘടകങ്ങൾ സുരക്ഷിതമായി ക്ലാമ്പ് ചെയ്തിരിക്കുന്നുണ്ടെന്ന് ഒരുമിച്ച് ഉറപ്പാക്കുക.
#4 തൊഴിലാളികൾക്ക് ആവശ്യമായ വൈദഗ്ധ്യമില്ല.
ആധുനിക കമ്പ്യൂട്ടർ നിയന്ത്രിത യന്ത്രങ്ങൾ കൂടുതൽ പുരോഗമിച്ചുവരികയാണ്. സിഎൻസി ഓപ്പറേറ്റർമാർക്ക് ഇപ്പോൾ വ്യത്യസ്ത കഴിവുകൾ ആവശ്യമാണ്. പരിചയസമ്പന്നരായ യന്ത്രജ്ഞർ മുമ്പ് ജോലിയിൽ നിന്ന് പഠിച്ച കാര്യങ്ങളെയാണ് ആശ്രയിച്ചിരുന്നത്. ഇപ്പോൾ ഈ സങ്കീർണ്ണമായ കമ്പ്യൂട്ടർ യന്ത്രങ്ങൾക്ക് കൂടുതൽ അറിവ് ആവശ്യമാണ്.
തുടക്കം മുതൽ അവസാനം വരെ ഓരോ നിർമ്മാണ ഘട്ടവും ആസൂത്രണം ചെയ്യുന്നതിന് ഓപ്പറേറ്റർമാർ പ്രോഗ്രാമിംഗ് മനസ്സിലാക്കണം. ഉൽപ്പന്ന രൂപകൽപ്പനകൾ കൃത്യമായി പാലിക്കുന്നതിന് അവർ മികച്ച ഉപകരണങ്ങളും ക്രമങ്ങളും തിരഞ്ഞെടുക്കണം. ശരിയായ ഓർഗനൈസിംഗ് കഴിവുകളും ഓരോ ഭാഗവും എങ്ങനെ നിർമ്മിക്കപ്പെടുന്നുവെന്ന് മാപ്പ് ചെയ്യുന്നതിനുള്ള വിശദമായ പ്രോഗ്രാമുകൾ നിർമ്മിക്കുന്നതിനുള്ള സാങ്കേതിക പരിജ്ഞാനവും ഇല്ലാതെ പരിചയസമ്പന്നരായ തൊഴിലാളികൾക്ക് പോലും ഈ ശക്തമായ മെഷീനുകൾ പ്രവർത്തിപ്പിക്കാൻ കഴിയില്ല.

ഈ പ്രശ്നം പരിഹരിക്കാൻ, കമ്പനികൾ ആവശ്യമായ വൈദഗ്ധ്യമുള്ള ആളുകളെ നിയമിക്കണം. ഉദ്യോഗാർത്ഥികൾക്ക് മെഷീനിംഗ് മാത്രം അറിയാവുന്നതുകൊണ്ട് മാത്രം പോരാ. തുടക്കം മുതൽ അവസാനം വരെ സങ്കീർണ്ണമായ നിർമ്മാണ പ്രക്രിയകൾ ദൃശ്യവൽക്കരിക്കാൻ അവർക്ക് കഴിയണം. നല്ല ജോലിക്കാർക്ക് ഏത് പ്രശ്നങ്ങളും കൈകാര്യം ചെയ്യുന്നതിനുള്ള ശക്തമായ പ്രശ്നപരിഹാര കഴിവുകൾ ഉണ്ടായിരിക്കും. ഏറ്റവും പ്രധാനമായി, ഓരോ ജോലിക്കും തനതായ നിർദ്ദേശങ്ങൾ എഴുതാൻ തൊഴിലുടമകൾക്ക് കമ്പ്യൂട്ടർ ഭാഷകളിൽ ഉയർന്ന വൈദഗ്ധ്യമുള്ള ആളുകൾ ആവശ്യമാണ്. എല്ലാ ജീവനക്കാരിലും ഈ വിപുലമായ ആസൂത്രണം, പ്രോഗ്രാമിംഗ്, മറ്റ് കഴിവുകൾ എന്നിവ വികസിപ്പിച്ചുകൊണ്ട് മാത്രമേ കമ്പനികൾക്ക് വർക്ക്ഫ്ലോകൾ ഏറ്റവും ഫലപ്രദമായ രീതിയിൽ മെഷീനുകൾ ഉപയോഗിക്കുന്നുണ്ടെന്ന് ഉറപ്പാക്കാൻ കഴിയൂ. നിലവിലുള്ള ജീവനക്കാരെ വീണ്ടും പരിശീലിപ്പിക്കുക എന്നതാണ് ഈ ലക്ഷ്യം കൈവരിക്കാനുള്ള മറ്റൊരു മാർഗം.
പോസ്റ്റ് സമയം: ഡിസംബർ-06-2023






