
Kiam problemoj ekestas kun via CNC-maŝino, kia estas la plej bona agmaniero? Ĉu vi provu riparojn mem, kontaktu la provizanton, aŭ serĉu interrete?
Kiel entrepreno provizanta CNC-maŝinadon dum pli ol jardeko, ni renkontis multajn oftajn problemojn dum la procezo. Per sperto, ni komprenas ĉi tiujn problemojn kaj kiel trakti ilin. Defioj varias de bruligitaj surfacoj ĝis elektropaneoj, blokiĝantaj partoj aŭ maŝinadaj malprecizaĵoj.
En ĉi tiu artikolo, ni skizas kelkajn oftajn problemojn pri CNC-maŝinado kaj preparajn solvojn. Nia celo estas helpi vin determini la plej taŭgajn unuajn paŝojn kiam okazas malfacilaĵoj. Kiam problemoj ekestas kun via CNC-maŝino, kia agmaniero estas plej bona?
#1 Uzante la malĝustajn tranĉilojn/agordojn
Uzi maltaŭgajn tranĉilojn aŭ agordojn por difinita maŝinada tasko estas ofta problemo, kiu povas ekesti en CNC-operacioj. Elekti ilojn, kiuj ne taŭgas por la specifaj postuloj de la laboro, tro ofte rezultas en subkvalita surfaca kvalito sur la preta materialo de la laborpeco. Mankoj en la surfaca finpoluro de la materialo manifestiĝas diversmaniere, kiel ekzemple malglataj, neegalaj randoj laŭlonge de tranĉlinioj, videblaj tranĉilmarkoj aŭ strioj presitaj sur nudaj surfacoj, kaj elstare reliefigitaj difektoj aŭ brulmarkoj aperantaj ĉe anguloj kaj randoj. Uzi ilojn, kiuj ne kongruas kun la materialo aŭ maŝinada procezo, ankaŭ povas konduki al signife akcelita eluziĝo kaj ebla difekto de la iloj mem pro ripeta uzo.
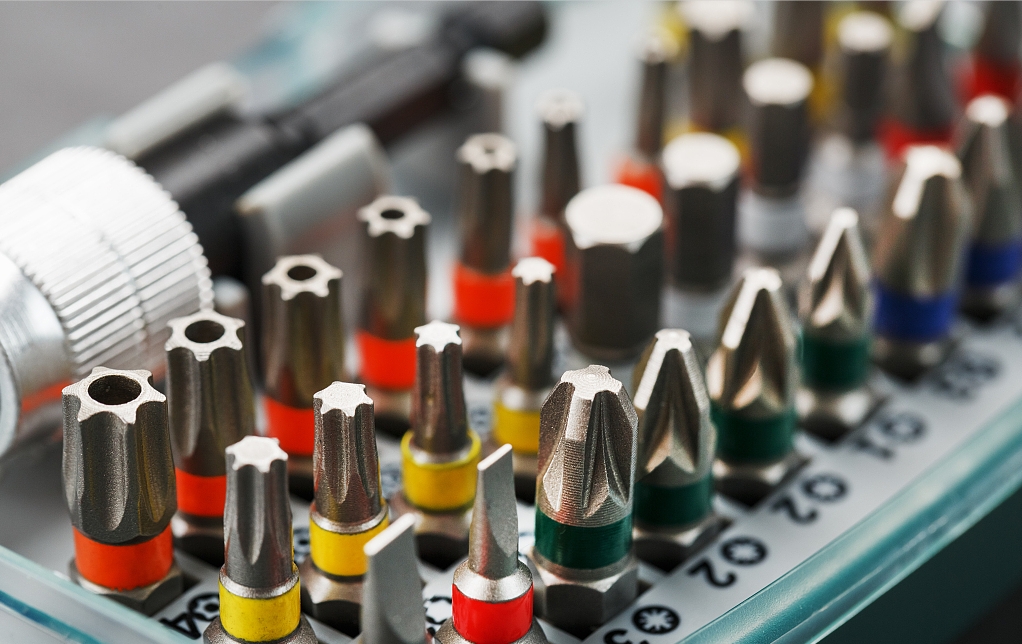
Malbonaj rezultoj pri la surfaco povas plie deveni de la uzado de malakraj, eluzitaj tranĉiloj, kiuj perdis siajn akrajn, precizajn randojn pro trouzado sen taŭga akrigo aŭ anstataŭigo. Agordi netaŭgan furaĝrapidan proporcion dum programado de la CNC-maŝino estas alia ebla kaŭzo, ĉar puŝi materialon je malĝusta rapideco rilate al la rotacio de la ilo povas degradi la kvaliton de la finitaj surfacoj. Eĉ uzante adekvate akrajn ilojn, elekti tiajn, kiuj estas de la malĝusta grandeco, faritaj el subkvalita materialo, aŭ simple neĝusta kongruo kun la tasko kaj la materiala konsisto de la prilaborita peco, povas rezultigi malpli ol idealan finpoluron.
Por efike trakti problemojn devenantajn de la elekto kaj uzo de maltaŭgaj aŭ miskongruaj iloj kaj agordoj, estas nepre esti tre zorgema en elektado de iloj, enmetaĵoj kaj maŝinparametroj, kiuj estas optimume taŭgaj por ĉiu specifa tasko kaj materialo tranĉata aŭ formita. Proaktive elekti la ĝustajn ilojn kaj agordi la ĝustajn rapidojn kaj avancojn surbaze de kompreno pri la ilo- kaj materialaj ecoj helpas eviti multajn plendojn pri surfaca kvalito kaj ankaŭ protektas kontraŭ trofrua eluziĝo de multekostaj tranĉiloj, kiuj povas pliigi kostojn se anstataŭigitaj tro ofte. Detale kontroli kaj testi ilo-materialo-procezaj kombinaĵoj por ĉiu apliko estas ŝlosila por atingi kvalitajn rezultojn.
#2 Programaj Eraroj
Signifa fonto de problemoj, kiuj povas ekesti dum uzadoKomputilaj numeraj kontrolaj maŝinoj por fabrikado devenas de difektoj kaj eraroj faritaj dum la programa fazo de operacioj. Ĉar CNC-sistemoj dependas de kodigitaj komputilaj instrukcioj por precize manovri tranĉilojn kaj aliajn maŝinkomponentojn tra kompleksaj ŝablonoj kaj movoj, eraroj en la programa kodo mem povas facile konduki al ĉiaj problemoj. Programaj eraroj povas okazi pro nekompleta aŭ malĝusta kompreno de la diversaj G kaj M kodaj komandoj uzataj de la maŝinregilo por indiki funkciojn kaj sekvencojn. Eraroj ankaŭ povus manifestiĝi pro enigo de malĝustaj parametraj agordoj en la regilon aŭ enigo de malvalidaj variaj datenvaloroj.
Por helpi trakti programajn erarojn, kiuj povas okazi, estas grave, ke novaj funkciigistoj ricevu detalan trejnadon pri la ĝustaj teknikoj por disvolvi programojn ĉe CNC-maŝinoj. La maŝinprovizanto aŭ sperta personaro jam laboranta en la fabrikejo devus provizi al novuloj profundan programan manlibron, kiu kovras ĉiujn kodfunkciojn same kiel movoplanadon kaj maŝinoperacion. Praktika instrukcio devus esti donita, kiu permesas al praktikantoj akiri ampleksan scion pri kiel verki kodon, kiu efike direktos la maŝinon tra necesaj ilpadoj kaj proceduroj sen difektoj. Nur per ampleksa edukado pri programlingvo kaj metodoj, funkciigistoj povas komenci krei senerarajn programojn kapablajn glate fabriki altkvalitajn partojn kun minimuma malŝparo de tempo, materialo aŭ maŝinfunkciadoj. Redukti programajn erarojn per trejnado finfine helpas optimumigi produktivecon kaj partkvaliton.
#3 Problemoj pri Fiksado/Malfiksado de Ĉuko kaj Krampo
Firma tenado de laborpecoj dum maŝinado malhelpas difektojn kaj vundojn. Por solvi problemojn pri fiksado, kontrolu:
1. Kontrolu la lokigon de la parto por plena surfaca kontakto.
2. Kontrolu la hidraŭlikan premon kaj la pumpil-agordojn por certigi firme tenadon.
3. Inspektu la grandecon kaj pozicion de la makzeloj, kontrolu la fiksan materialon ĝuste.
4. Helpu solvi problemojn ĉe blokitaj ĉukoj - kontrolu la dratojn de la piedŝaltilo kaj purigu la internon.
5. Kontrolu sufiĉe da lubrikaĵo kie necese kaj ke moveblaj partoj funkcias glate.
6. Kontrolu, ke la ĉuko respondas ĝuste al komandoj.
7. Inspektu valvojn kaj konektilojn por ke la fiksado funkciu.
8. Kontrolu ĉu la hidraŭlikaj tuboj funkcias kaj ne estas lozaj.

Ĝusta fiksado estas grava por sekureco dum la produktado kaj la vivdaŭro de la ekipaĵo. Zorge traktu ĉiujn problemojn pri fiksado. Kune certigu, ke la komponantoj restas firme fiksitaj.
#4 Laboristoj Mankas Bezonatajn Kapablojn
Modernaj komputile regataj maŝinoj fariĝas pli progresintaj. CNC-funkciigistoj nun bezonas malsamajn kapablojn. Spertaj maŝinistoj kutimis plejparte fidi je tio, kion ili lernis dum la laboro. Nun ĉi tiuj kompleksaj komputilaj maŝinoj postulas multe pli da scio.
Operaciantoj devas kompreni programadon por plani ĉiun fabrikadan paŝon de komenco ĝis fino. Ili devas elekti la plej bonajn ilojn kaj sekvencojn por precize plenumi la produktajn dezajnojn. Eĉ spertaj laboristoj ne sukcesos funkciigi ĉi tiujn potencajn maŝinojn sen la ĝustaj organizaj kapabloj kaj teknika scio por krei detalajn programojn, kiuj montras kiel ĉiu parto estas produktita.

Por solvi ĉi tiun problemon, kompanioj devas dungi homojn kun la necesaj kapabloj. Ne sufiĉas, ke kandidatoj nur sciu pri maŝinado. Ili ankaŭ devas povi bildigi kompleksajn fabrikadajn procezojn de komenco ĝis fino. Bonaj dungitoj havos fortajn problemsolvajn kapablojn por pritrakti iujn ajn problemojn. Plej grave, dungantoj bezonas homojn tre lertajn pri komputilaj lingvoj por verki la unikajn instrukciojn por ĉiu laboro. Nur per disvolvado de ĉi tiuj altnivelaj planado, programado kaj aliaj kapabloj ĉe ĉiuj dungitoj, kompanioj povas esti certaj, ke laborfluoj uzas la maŝinojn laŭ la plej efikaj manieroj eblaj. Retrejnado de nunaj dungitoj estas alia maniero atingi ĉi tiun celon.
Afiŝtempo: 6-a de decembro 2023






