

Many buyers are surprised when they receive their first CNC prototype quotation.
The part may look simple.
The material cost may seem low.
The machining time may not appear excessive.
Yet the unit price is often far higher than expected.
Then, months later, the same part enters production — and the cost drops significantly.
At first glance, this seems inconsistent.
But from a manufacturing perspective, prototype machining and production machining operate under very different cost structures.
That difference is one of the most misunderstood areas in CNC sourcing.
Especially among startups, hardware development teams, and first-time OEM buyers.
In reality, CNC prototype machining is not simply “small quantity production.”
The engineering priorities are different.
The setup strategy is different.
The risk level is different.
Even the way machinists approach the part can be completely different.
Understanding these differences is important because many manufacturing cost problems begin during the prototype stage.
A design that works for 5 parts may become extremely expensive at 5,000 parts.
Likewise, a prototype optimized only for speed may create hidden problems later during mass production.
This guide explains the real differences between CNC prototype machining cost and production cost, how suppliers calculate pricing at each stage, and how engineering teams can reduce total manufacturing cost before production even begins.
What Is CNC Prototype Machining?
Prototype Machining Focuses on Validation
Prototype CNC machining is primarily used during product development.
The goal is usually not manufacturing efficiency.
The goal is validation.
Including:
- Mechanical fit
- Functional testing
- Assembly verification
- Engineering evaluation
- Appearance confirmation
- Design iteration
At this stage, speed and flexibility are often more important than production optimization.
That changes the entire cost structure.
Prototype Projects Often Involve Higher Risk
Prototype machining usually involves:
- New geometries
- Unverified tolerances
- Experimental designs
- Frequent revisions
- Unstable documentation
From a supplier perspective, this creates additional engineering uncertainty.
Machinists often need to:
- Adjust tooling strategies
- Modify programs manually
- Optimize cutting paths during machining
- Troubleshoot unforeseen issues
This increases setup time significantly compared to repeat production work.
What Is CNC Production Machining?
Production Machining Prioritizes Stability
Once a design is validated, manufacturing priorities change.
Production machining focuses on:
- Repeatability
- Cycle time reduction
- Process stability
- Yield optimization
- Cost efficiency
- Delivery consistency
At this stage, machining programs are already tested and refined.
The supplier is no longer “learning” the part.
That alone reduces manufacturing cost substantially.
Economies of Scale Begin to Matter
Production environments allow suppliers to optimize:
- Fixture systems
- Tool life management
- Material utilization
- Batch scheduling
- Machine utilization
- Inspection workflows
These efficiencies reduce cost per part over time.
Especially in medium-to-high volume production.
Why Prototype CNC Machining Costs More Per Part

Engineering Setup Cost Is Spread Across Fewer Parts
One of the biggest cost drivers in prototype machining is setup.
Before machining begins, suppliers may need to:
- Review CAD files
- Analyze manufacturability
- Create machining programs
- Prepare fixtures
- Select tooling
- Verify inspection methods
These engineering costs exist whether the customer orders:
- 1 part
- 5 parts
- 500 parts
For low quantities, the setup cost is distributed across very few units.
That increases unit price dramatically.
Machining Efficiency Is Usually Lower
Prototype machining often sacrifices efficiency for flexibility.
For example:
- Conservative cutting parameters
- Additional manual inspection
- Multiple setup adjustments
- Reduced automation
- Extra engineering verification
Suppliers prioritize risk reduction rather than production speed.
Material Waste Is Often Higher
Prototype quantities may not optimize raw material usage.
For example:
- Full material sheets may be required for only a few parts
- Standard stock sizes may create excess waste
- Specialty aerospace materials may have minimum purchase requirements
This is particularly common with:
- Titanium
- Inconel
- Engineering plastics
- Aerospace aluminum alloys
Why Production CNC Machining Costs Less

Stable Programs Reduce Machining Time
Once machining strategies are validated, suppliers can optimize:
- Tool paths
- Cutting speeds
- Fixture positioning
- Machine sequencing
Cycle time reduction becomes a major focus.
Even small improvements matter in production.
Reducing cycle time by 30 seconds may save hundreds of production hours annually.
Fixtures Become More Efficient
In production machining, suppliers often invest in dedicated fixtures.
These fixtures improve:
- Positioning accuracy
- Setup speed
- Operator consistency
- Multi-part machining efficiency
Fixture investment may increase initial project cost slightly but reduces long-term unit cost significantly.
Automation Becomes Economically Viable
For higher production volumes, suppliers may introduce:
- Pallet systems
- Robotic loading
- Automated probing
- Tool life monitoring
- ERP scheduling systems
These systems improve production efficiency and consistency.
But they usually only make financial sense at larger volumes.
Prototype vs Production CNC Cost Comparison
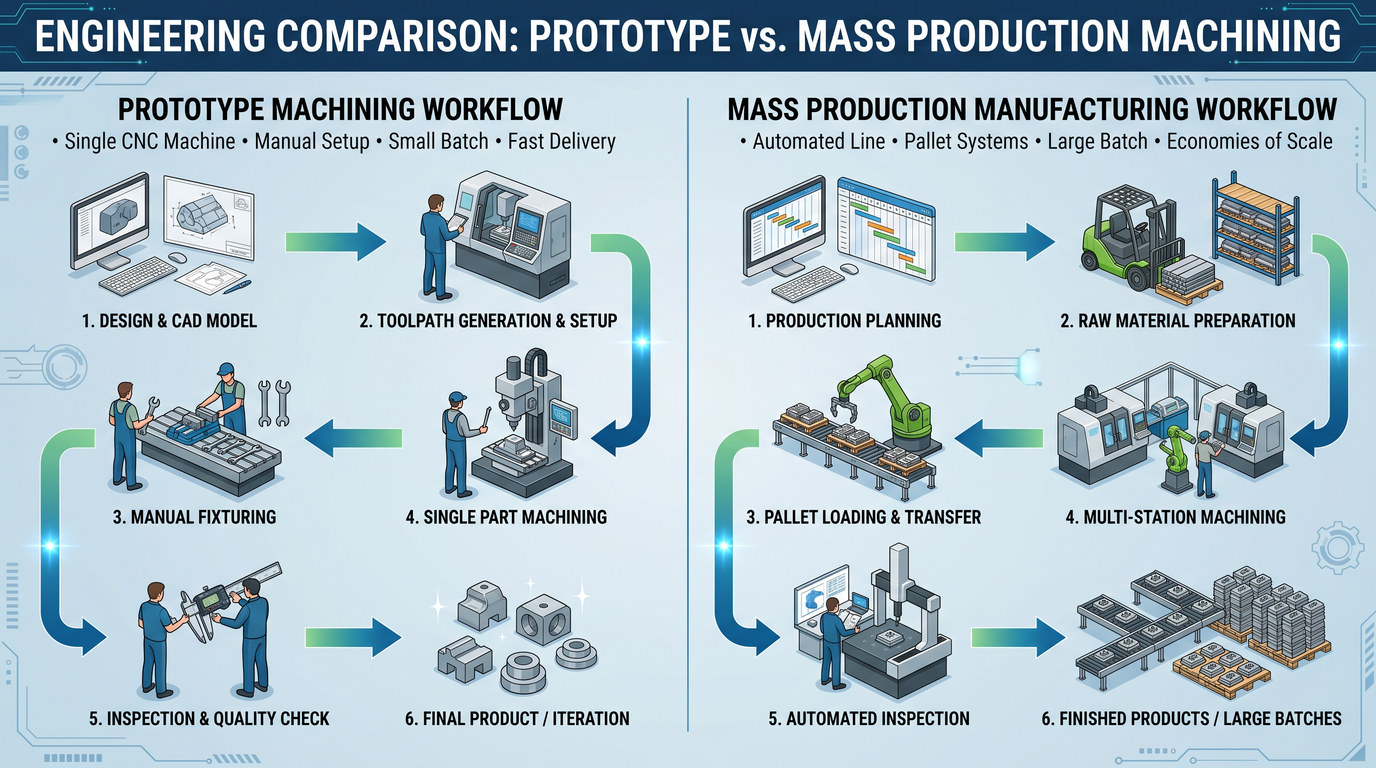
| Factor | Prototype Machining | Production Machining |
|---|---|---|
| Primary Goal | Validation & testing | Cost efficiency & stability |
| Quantity | 1–50 parts | 100–100,000+ parts |
| Setup Cost Impact | Very high | Distributed across batches |
| Cycle Time Optimization | Limited | Extensive |
| Engineering Changes | Frequent | Controlled |
| Fixture Investment | Minimal | Often dedicated |
| Inspection Frequency | Higher | Process-controlled |
| Cost Per Part | High | Lower |
Common Cost Mistakes During Prototype Development
Designing Without Manufacturing Input
Some prototype designs prioritize appearance or concept validation without considering manufacturing feasibility.
This often creates:
- Excessively tight tolerances
- Difficult tool access
- Thin-wall instability
- Unnecessary surface finish requirements
These issues may not matter for 3 prototype parts.
But they become expensive in production.
Ignoring Future Production Scaling
A prototype design should not only work mechanically.
It should also remain manufacturable at production scale.
Otherwise, companies may later face:
- Complete fixture redesign
- Major machining cost increases
- Yield instability
- Long lead time problems
This is why DFM feedback during prototyping is extremely valuable.
Over-Specifying Tolerances
One of the most common hidden cost drivers is unnecessary precision.
For example:
- ±0.005 mm tolerances where ±0.05 mm is sufficient
- Cosmetic polishing on hidden surfaces
- Tight flatness requirements without functional need
Higher precision usually means:
- Slower machining
- More inspection
- Increased scrap risk
- Higher production cost
How Engineers Reduce Total CNC Manufacturing Cost
Apply DFM Early
The earlier manufacturability is reviewed, the lower total cost usually becomes.
Good DFM review evaluates:
- Machining accessibility
- Tool radius compatibility
- Wall thickness
- Material selection
- Tolerance rationalization
- Surface finish requirements
Small design changes early can create major cost savings later.
Separate Prototype Goals From Production Goals
Prototype priorities and production priorities are not always identical.
For example:
| Prototype Priority | Production Priority |
|---|---|
| Fast validation | Stable repeatability |
| Rapid iteration | Cycle time reduction |
| Flexible machining | Automated efficiency |
| Manual inspection | Process-controlled inspection |
Understanding this difference helps engineering teams make better sourcing decisions.
Choose Suppliers With Engineering Support
Strong CNC suppliers contribute more than machining capacity.
They also provide:
- DFM recommendations
- Cost optimization feedback
- Production scaling advice
- Fixture strategy suggestions
- Material alternatives
This collaboration often reduces long-term manufacturing cost significantly.
When to Move From Prototype to Production
Signs a Design Is Ready for Production
A part is usually ready for production scaling when:
- Critical dimensions are validated
- Assembly performance is stable
- Engineering revisions slow down
- Yield becomes predictable
- Supplier process capability is verified
Moving to production too early often creates expensive instability.
Production Readiness Requires More Than Good Parts
Even successful prototypes may still require:
- Fixture optimization
- Inspection standardization
- Tool life studies
- Packaging development
- Process documentation
Production readiness is a system-level transition.
Not just a machining milestone.
Conclusion
Prototype CNC machining and production CNC machining may use the same machines.
But economically, they are completely different manufacturing environments.
Prototype machining prioritizes flexibility, validation, and engineering speed.
Production machining prioritizes stability, repeatability, and long-term efficiency.
Understanding this difference helps buyers:
- Estimate costs more accurately
- Avoid unrealistic pricing expectations
- Improve DFM decisions
- Reduce scaling problems later
In many projects, the most important manufacturing decisions happen long before mass production begins.
And often, the true production cost is determined during the prototype stage itself.
FAQ
Why is CNC prototype machining more expensive?
Prototype machining usually involves higher setup cost, lower machining efficiency, additional engineering work, and smaller production quantities.
What is considered low-volume CNC production?
Low-volume CNC production typically ranges from 10 to several hundred parts, depending on industry and application.
Does CNC machining cost decrease with volume?
Yes. Higher production volumes allow setup cost distribution, fixture optimization, automation, and better machining efficiency.
What affects CNC production cost the most?
Major cost factors include material type, machining time, tolerances, surface finish, setup complexity, and production quantity.
How can engineers reduce CNC machining cost?
Applying DFM principles, simplifying geometry, avoiding unnecessary tolerances, and planning for production scaling early can significantly reduce cost.
CTA
Need help evaluating prototype machining cost versus production cost for your CNC parts?
At Kachi Precision Manufacturing, our engineering team supports OEM customers with DFM optimization, prototype machining, low-volume production, and scalable manufacturing solutions.
Send us your drawings for engineering review and quotation support.
Post time: Jun-03-2026






