

Monet ostajat yllättyvät saadessaan ensimmäisen CNC-prototyyppitarjouksen.
Osa saattaa näyttää yksinkertaiselta.
Materiaalikustannukset saattavat tuntua alhaisilta.
Työstöaika ei välttämättä vaikuta liialliselta.
Yksikköhinta on kuitenkin usein odotettua korkeampi.
Sitten, kuukausia myöhemmin, sama osa tulee tuotantoon – ja kustannukset laskevat merkittävästi.
Ensi silmäyksellä tämä vaikuttaa epäjohdonmukaiselta.
Mutta valmistuksen näkökulmasta prototyyppien koneistus ja tuotantokoneistus toimivat hyvin erilaisilla kustannusrakenteilla.
Tuo ero on yksi CNC-hankinnan väärinymmärretyimmistä alueista.
Erityisesti startup-yritysten, laitteistokehitystiimien ja ensikertalaisten OEM-ostajien keskuudessa.
Todellisuudessa CNC-prototyyppien työstö ei ole pelkästään "pienimuotoista tuotantoa".
Insinöörityön prioriteetit ovat erilaiset.
Asennusstrategia on erilainen.
Riskitaso on erilainen.
Jopa koneistajien lähestymistapa osaan voi olla täysin erilainen.
Näiden erojen ymmärtäminen on tärkeää, koska monet valmistuskustannusongelmat alkavat prototyyppivaiheessa.
Viidestä osasta koostuva suunnittelu voi tulla erittäin kalliiksi 5 000 osan kanssa.
Samoin vain nopeutta varten optimoitu prototyyppi voi aiheuttaa piileviä ongelmia myöhemmin massatuotannon aikana.
Tämä opas selittää CNC-prototyyppien työstökustannusten ja tuotantokustannusten todelliset erot, miten toimittajat laskevat hinnoittelun kussakin vaiheessa ja miten suunnittelutiimit voivat alentaa kokonaisvalmistuskustannuksia jo ennen tuotannon aloittamista.
Mikä on CNC-prototyyppien koneistus?
Prototyyppien koneistus keskittyy validointiin
Prototyyppien CNC-koneistusta käytetään pääasiassa tuotekehityksessä.
Tavoitteena ei yleensä ole tuotannon tehokkuus.
Tavoitteena on validointi.
Mukaan lukien:
- Mekaaninen sovitus
- Toiminnallinen testaus
- Kokoonpanon tarkastus
- Tekninen arviointi
- Ulkonäön vahvistus
- Suunnittelun iteraatio
Tässä vaiheessa nopeus ja joustavuus ovat usein tärkeämpiä kuin tuotannon optimointi.
Se muuttaa koko kustannusrakennetta.
Prototyyppiprojekteihin liittyy usein suurempi riski
Prototyyppien työstö sisältää yleensä seuraavat vaiheet:
- Uudet geometriat
- Vahvistamattomat toleranssit
- Kokeelliset mallit
- Usein tarkistettuja
- Epävakaa dokumentaatio
Toimittajan näkökulmasta tämä luo lisää teknistä epävarmuutta.
Koneistajien on usein tehtävä seuraavaa:
- Säädä työkalustrategioita
- Muokkaa ohjelmia manuaalisesti
- Optimoi leikkausreitit koneistuksen aikana
- Vianmääritys odottamattomille ongelmille
Tämä pidentää asennusaikaa merkittävästi verrattuna toistuvaan tuotantotyöhön.
Mikä on CNC-tuotantokoneistus?
Tuotannon koneistus priorisoi vakauden
Kun suunnittelu on validoitu, valmistuksen prioriteetit muuttuvat.
Tuotantokoneistus keskittyy:
- Toistettavuus
- Sykliajan lyhentäminen
- Prosessin vakaus
- Tuoton optimointi
- Kustannustehokkuus
- Toimituksen yhdenmukaisuus
Tässä vaiheessa koneistusohjelmia on jo testattu ja hiottu.
Toimittaja ei enää "opiskele" osaa.
Jo se alentaa valmistuskustannuksia huomattavasti.
Mittakaavaedut alkavat olla tärkeitä
Tuotantoympäristöt mahdollistavat toimittajille optimoinnin:
- Kiinnitysjärjestelmät
- Työkalujen käyttöiän hallinta
- Materiaalien käyttöaste
- Eräajoitus
- Koneiden käyttöaste
- Tarkastustyönkulut
Nämä tehokkuushyödyt alentavat osakohtaisia kustannuksia ajan myötä.
Erityisesti keskisuurten ja suurten volyymien tuotannossa.
Miksi prototyyppien CNC-työstö maksaa enemmän osaa kohden

Suunnittelun asennuskustannukset jakautuvat vähemmille osille
Yksi prototyyppien koneistuksen suurimmista kustannustekijöistä on asennus.
Ennen koneistuksen aloittamista toimittajien on ehkä tehtävä seuraavat toimet:
- Tarkista CAD-tiedostot
- Analysoi valmistettavuutta
- Luo työstöohjelmia
- Valmistele kalusteet
- Valitse työkalut
- Tarkista tarkastusmenetelmät
Nämä suunnittelukustannukset ovat olemassa riippumatta siitä, tilaako asiakas:
- 1 osa
- 5 osaa
- 500 osaa
Pienillä määrillä asennuskustannukset jaetaan hyvin harvoille yksiköille.
Se nostaa yksikköhintaa huomattavasti.
Koneistuksen tehokkuus on yleensä alhaisempi
Prototyyppien työstössä usein uhrataan tehokkuus joustavuuden kustannuksella.
Esimerkiksi:
- Konservatiiviset leikkausparametrit
- Lisätarkastus manuaalisesti
- Useita asetusten säätöjä
- Vähentynyt automaatio
- Lisätekninen tarkastus
Toimittajat asettavat riskien vähentämisen etusijalle tuotannon nopeuden sijaan.
Materiaalihävikki on usein suurempi
Prototyyppien määrät eivät välttämättä optimoi raaka-aineiden käyttöä.
Esimerkiksi:
- Täydelliset materiaalilomakkeet voidaan tarvita vain muutamille osille
- Vakiokoot voivat aiheuttaa ylimääräistä jätettä
- Erikoismateriaaleilla ilmailu- ja avaruusmateriaaleilla voi olla vähimmäisostovaatimukset
Tämä on erityisen yleistä seuraavien kanssa:
- Titaani
- Inconel
- Tekniset muovit
- Ilmailualan alumiiniseokset
Miksi CNC-työstö maksaa vähemmän

Vakaat ohjelmat lyhentävät koneistusaikaa
Kun koneistusstrategiat on validoitu, toimittajat voivat optimoida:
- Työkaluradat
- Leikkausnopeudet
- Kiinnityslaitteiden sijoittelu
- Konesekvensointi
Sykliajan lyhentämisestä tulee tärkeä painopiste.
Pienilläkin parannuksilla on merkitystä tuotannossa.
Sykliajan lyhentäminen 30 sekunnilla voi säästää satoja tuotantotunteja vuosittain.
Otteluohjelmat tehostuvat
Tuotantokoneistuksessa toimittajat investoivat usein erillisiin kiinnittimiin.
Nämä kalusteet parantavat:
- Paikannustarkkuus
- Asennusnopeus
- Operaattorin johdonmukaisuus
- Moniosaisen koneistuksen tehokkuus
Laitteistoon tehtävät investoinnit voivat nostaa projektin alkukustannuksia hieman, mutta ne alentavat pitkän aikavälin yksikkökustannuksia merkittävästi.
Automaatiosta tulee taloudellisesti kannattavaa
Suurempia tuotantomääriä varten toimittajat voivat ottaa käyttöön:
- Lavajärjestelmät
- Robottikuormitus
- Automatisoitu luotaus
- Työkalun käyttöiän valvonta
- ERP-aikataulutusjärjestelmät
Nämä järjestelmät parantavat tuotannon tehokkuutta ja yhdenmukaisuutta.
Mutta ne ovat yleensä taloudellisesti järkeviä vasta suuremmilla volyymeilla.
Prototyypin ja tuotannon CNC-kustannusten vertailu
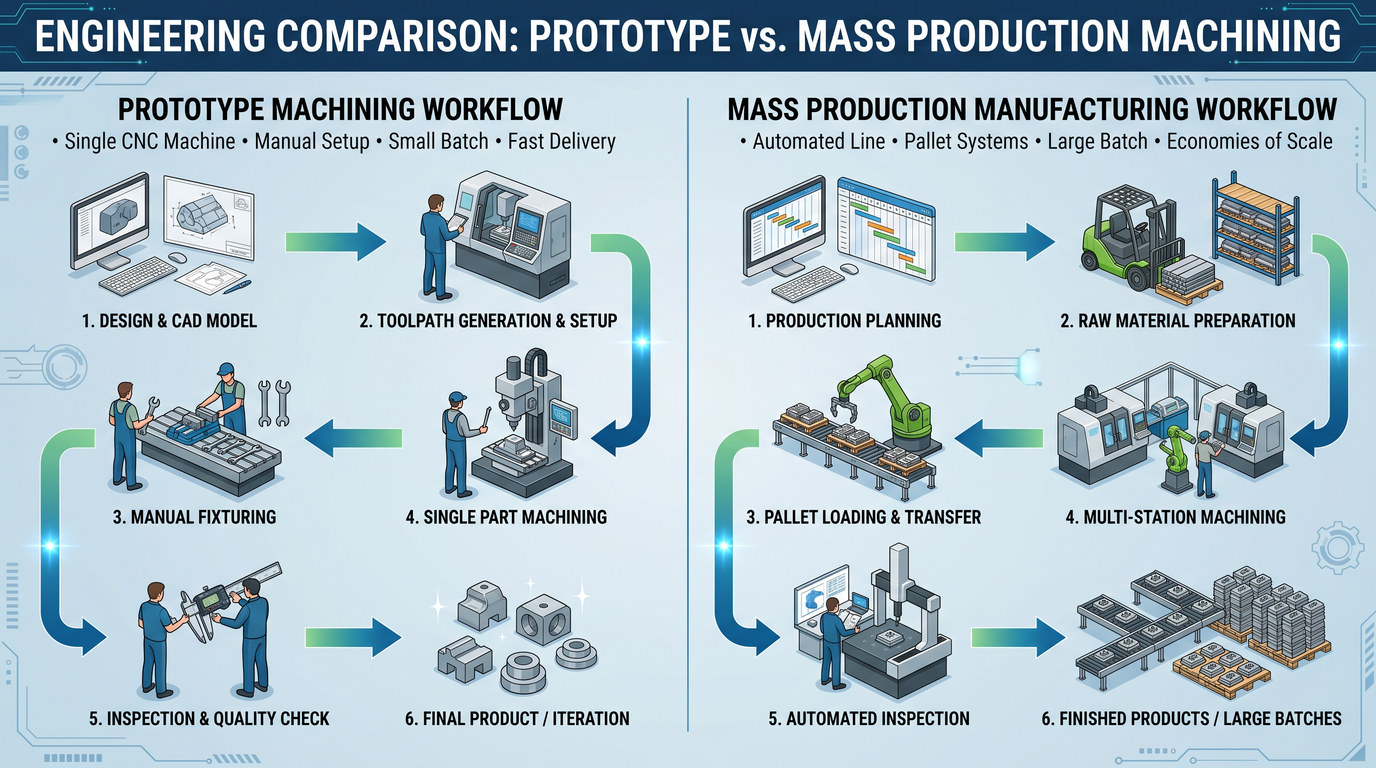
| Tekijä | Prototyyppien koneistus | Tuotantokoneistus |
|---|---|---|
| Ensisijainen tavoite | Validointi ja testaus | Kustannustehokkuus ja vakaus |
| Määrä | 1–50 osaa | 100–100 000+ osaa |
| Asennuskustannusten vaikutus | Erittäin korkea | Jaettu eriin |
| Sykliajan optimointi | Rajoitettu | Laaja |
| Tekniset muutokset | Usein | Hallittu |
| Omistusjärjestelyihin sijoittaminen | Minimaalinen | Usein omistautunut |
| Tarkastustiheys | Korkeampi | Prosessiohjattu |
| Hinta osaa kohden | Korkea | Alentaa |
Yleisiä kustannusvirheitä prototyypin kehittämisen aikana
Suunnittelu ilman valmistuspanosta
Joissakin prototyyppisuunnitteluissa ulkonäkö tai konseptin validointi priorisoidaan ottamatta huomioon valmistuksen toteutettavuutta.
Tämä usein luo:
- Liian tiukat toleranssit
- Vaikea työkalujen käyttö
- Ohutseinämäinen epävakaus
- Tarpeettomia pintakäsittelyvaatimuksia
Näillä ongelmilla ei välttämättä ole merkitystä kolmelle prototyyppiosalle.
Mutta niiden tuotanto tulee kalliiksi.
Tulevan tuotannon skaalauksen huomiotta jättäminen
Prototyyppisuunnittelun ei tulisi toimia vain mekaanisesti.
Sen tulisi myös pysyä valmistettavana tuotantomittakaavassa.
Muuten yritykset voivat myöhemmin kohdata:
- Täydellinen kaluston uudelleensuunnittelu
- Merkittävät koneistuskustannusten nousut
- Sadon epävakaus
- Pitkät läpimenoajat
Siksi DFM-palaute prototyyppien valmistuksen aikana on erittäin arvokasta.
Ylimääritetyt toleranssit
Yksi yleisimmistä piilokustannusajureista on tarpeeton tarkkuus.
Esimerkiksi:
- ±0,005 mm:n toleranssit, joissa ±0,05 mm riittää
- Piilotettujen pintojen kosmeettinen kiillotus
- Tiukat tasaisuusvaatimukset ilman toiminnallista tarvetta
Suurempi tarkkuus tarkoittaa yleensä:
- Hitaampi työstö
- Lisää tarkastuksia
- Lisääntynyt romuriski
- Korkeammat tuotantokustannukset
Kuinka insinöörit vähentävät CNC-koneistuksen kokonaiskustannuksia
Käytä DFM:ää aikaisin
Mitä aikaisemmin valmistettavuutta tarkastellaan, sitä pienemmiksi kokonaiskustannukset yleensä muodostuvat.
Hyvä DFM-arvostelu arvioi:
- Koneistuksen saavutettavuus
- Työkalun säteen yhteensopivuus
- Seinän paksuus
- Materiaalivalinta
- Suvaitsevaisuuden rationalisointi
- Pinnan viimeistelyvaatimukset
Pienet suunnittelumuutokset alkuvaiheessa voivat myöhemmin tuoda merkittäviä kustannussäästöjä.
Erota prototyyppitavoitteet tuotantotavoitteista
Prototyyppien ja tuotantojen prioriteetit eivät aina ole identtisiä.
Esimerkiksi:
| Prototyypin prioriteetti | Tuotantoprioriteetti |
|---|---|
| Nopea validointi | Vakaa toistettavuus |
| Nopea iteraatio | Sykliajan lyhentäminen |
| Joustava työstö | Automatisoitu tehokkuus |
| Manuaalinen tarkastus | Prosessiohjattu tarkastus |
Tämän eron ymmärtäminen auttaa suunnittelutiimejä tekemään parempia hankintapäätöksiä.
Valitse toimittajat, joilla on teknistä tukea
Vahvat CNC-toimittajat tuovat mukanaan muutakin kuin pelkkää koneistuskapasiteettia.
Ne tarjoavat myös:
- DFM-suositukset
- Kustannusoptimoinnin palaute
- Tuotannon skaalausneuvonta
- Ottelustrategiaehdotuksia
- Materiaalivaihtoehdot
Tämä yhteistyö usein alentaa pitkän aikavälin valmistuskustannuksia merkittävästi.
Milloin siirtyä prototyypistä tuotantoon
Merkkejä siitä, että suunnittelu on valmis tuotantoon
Osa on yleensä valmis tuotantoon, kun:
- Kriittiset mitat validoidaan
- Kokoonpanon suorituskyky on vakaa
- Tekniset muutokset hidastuvat
- Tuotto muuttuu ennustettavaksi
- Toimittajan prosessien kyvykkyys on varmennettu
Liian aikainen tuotantoon siirtyminen aiheuttaa usein kallista epävakautta.
Tuotantovalmius vaatii enemmän kuin hyviä osia
Onnistuneissakin prototyypeissä saatetaan silti vaatia:
- Ominaisuuksien optimointi
- Tarkastusten standardointi
- Työkalun käyttöiän tutkimukset
- Pakkausten kehitys
- Prosessidokumentaatio
Tuotantovalmius on järjestelmätason siirtymä.
Ei vain koneistuksen virstanpylväs.
Johtopäätös
Prototyyppien CNC-työstö ja tuotanto-CNC-työstö voivat käyttää samoja koneita.
Mutta taloudellisesti ne ovat täysin erilaisia tuotantoympäristöjä.
Prototyyppien koneistuksessa priorisoidaan joustavuutta, validointia ja suunnittelunopeutta.
Tuotantokoneistuksessa priorisoidaan vakautta, toistettavuutta ja pitkän aikavälin tehokkuutta.
Tämän eron ymmärtäminen auttaa ostajia:
- Arvioi kustannukset tarkemmin
- Vältä epärealistisia hinnoitteluodotuksia
- Paranna DFM-päätöksiä
- Vähennä skaalausongelmia myöhemmin
Monissa projekteissa tärkeimmät valmistuspäätökset tehdään kauan ennen massatuotannon alkamista.
Ja usein todelliset tuotantokustannukset määräytyvät jo prototyyppivaiheessa.
Usein kysytyt kysymykset
Miksi CNC-prototyyppien työstö on kalliimpaa?
Prototyyppien työstöön liittyy yleensä korkeammat asennuskustannukset, alhaisempi työstötehokkuus, lisäsuunnittelutyötä ja pienemmät tuotantomäärät.
Mitä pidetään pientuotantona CNC-koneella?
Pienen volyymin CNC-tuotanto vaihtelee tyypillisesti kymmenestä useaan sataan osaan toimialasta ja sovelluksesta riippuen.
Laskevatko CNC-koneistuksen kustannukset volyymin kasvaessa?
Kyllä. Suuremmat tuotantomäärät mahdollistavat asennuskustannusten jakamisen, kiinnittimien optimoinnin, automaation ja paremman koneistustehokkuuden.
Mikä vaikuttaa eniten CNC-tuotantokustannuksiin?
Tärkeimpiä kustannustekijöitä ovat materiaalityyppi, työstöaika, toleranssit, pinnanlaatu, asetusten monimutkaisuus ja tuotantomäärä.
Kuinka insinöörit voivat vähentää CNC-koneistuksen kustannuksia?
DFM-periaatteiden soveltaminen, geometrian yksinkertaistaminen, tarpeettomien toleranssien välttäminen ja tuotannon skaalauksen suunnittelu varhaisessa vaiheessa voivat merkittävästi vähentää kustannuksia.
Toimintakehotus
Tarvitsetko apua CNC-osiesi prototyyppien työstökustannusten ja tuotantokustannusten arvioinnissa?
Kachi Precision Manufacturingilla suunnittelutiimimme tukee OEM-asiakkaita DFM-optimoinnissa, prototyyppien koneistuksessa, pienten volyymien tuotannossa ja skaalautuvissa valmistusratkaisuissa.
Lähetä meille piirustuksesi teknistä tarkastusta ja tarjouspyyntötukea varten.
Julkaisun aika: 03.06.2026





