

Багато покупців дивуються, коли отримують свою першу цінову пропозицію на прототип верстата з ЧПК.
Ця частина може виглядати простою.
Вартість матеріалу може здатися низькою.
Час обробки може не здаватися надмірним.
Однак ціна за одиницю часто набагато вища, ніж очікувалося.
Потім, через кілька місяців, та сама деталь надходить у виробництво — і вартість значно падає.
На перший погляд, це здається непослідовним.
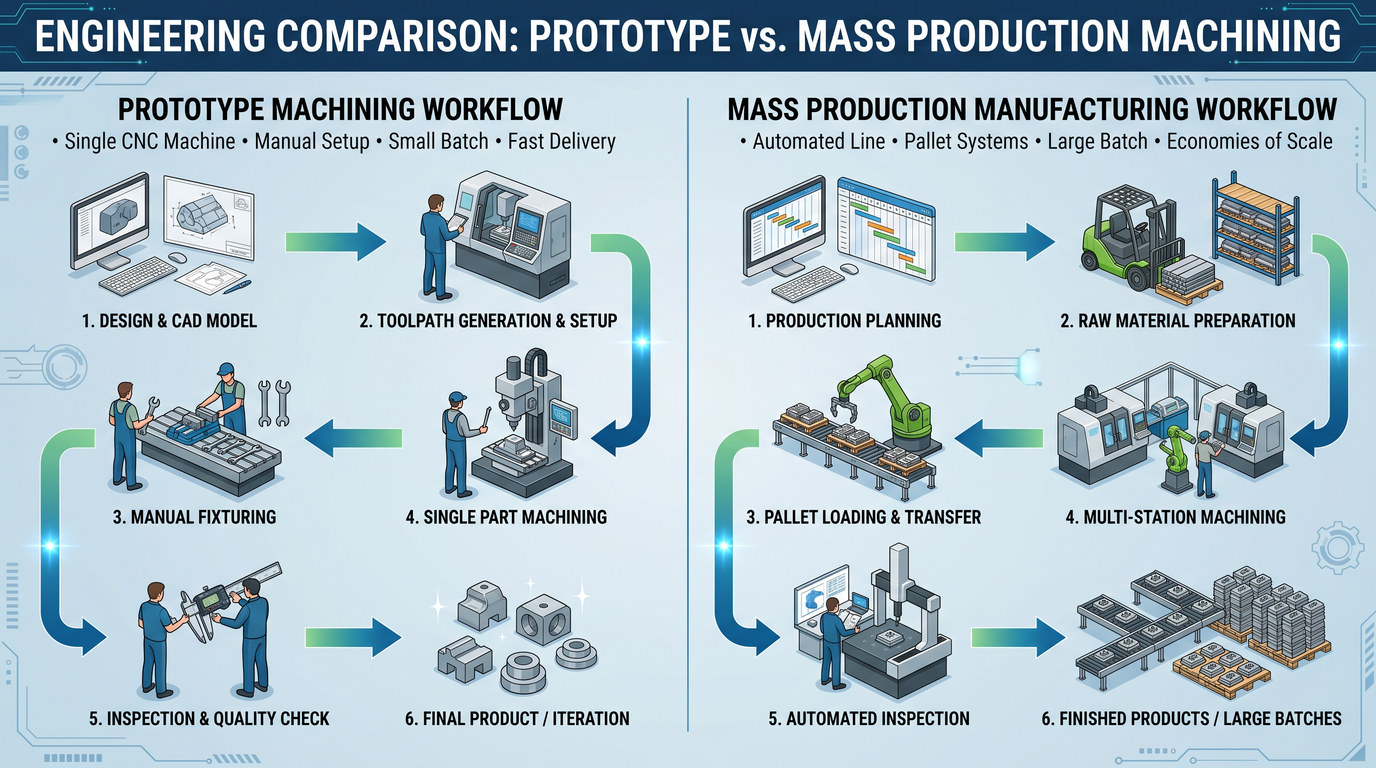
Але з точки зору виробництва, обробка прототипів та серійна обробка працюють за дуже різними структурами витрат.
Ця різниця є однією з найбільш незрозумілих областей у сфері поставок ЧПК.
Особливо серед стартапів, команд розробників апаратного забезпечення та покупців-початківців OEM.
Насправді, обробка прототипів на станках з ЧПК — це не просто «виробництво невеликих партій».
Інженерні пріоритети різні.
Стратегія налаштування інша.
Рівень ризику різний.
Навіть підхід механіків до обробки деталі може бути абсолютно різним.
Розуміння цих відмінностей важливе, оскільки багато проблем із виробничими витратами починаються на етапі створення прототипу.
Конструкція, яка працює з 5 деталей, може стати надзвичайно дорогою при кількості 5000 деталей.
Так само прототип, оптимізований лише для швидкості, може створити приховані проблеми пізніше, під час масового виробництва.
У цьому посібнику пояснюються реальні відмінності між вартістю обробки прототипів на верстатах з ЧПК та виробничими витратами, як постачальники розраховують ціни на кожному етапі та як інженерні команди можуть зменшити загальні виробничі витрати ще до початку виробництва.
Що таке обробка прототипів на верстаті з ЧПК?
Обробка прототипів зосереджена на валідації
Обробка прототипів на верстатах з ЧПК в основному використовується під час розробки продукту.
Метою зазвичай не є ефективність виробництва.
Мета — валідація.
Включаючи:
- Механічна посадка
- Функціональне тестування
- Перевірка складання
- Інженерна оцінка
- Підтвердження зовнішності
- Ітерація дизайну
На цьому етапі швидкість та гнучкість часто важливіші за оптимізацію виробництва.
Це змінює всю структуру витрат.
Прототипні проекти часто пов'язані з підвищеним ризиком
Обробка прототипів зазвичай включає:
- Нові геометрії
- Неперевірені допуски
- Експериментальні конструкції
- Часті перегляди
- Нестабільна документація
З точки зору постачальника, це створює додаткову інженерну невизначеність.
Машиністам часто потрібно:
- Налаштуйте стратегії інструментарію
- Змінити програми вручну
- Оптимізація траєкторій різання під час обробки
- Вирішення непередбачених проблем
Це значно збільшує час налаштування порівняно з повторюваною виробничою роботою.
Що таке обробка на ЧПУ?
Виробнича обробка надає пріоритет стабільності
Після затвердження проекту пріоритети виробництва змінюються.
Виробнича обробка зосереджена на:
- Повторюваність
- Скорочення часу циклу
- Стабільність процесу
- Оптимізація врожайності
- Економічна ефективність
- Стабільність доставки
На цьому етапі програми обробки вже протестовані та вдосконалені.
Постачальник більше не «вивчає» деталь.
Вже тільки це суттєво знижує виробничі витрати.
Ефект масштабу починає мати значення
Виробниче середовище дозволяє постачальникам оптимізувати:
- Системи кріплень
- Управління терміном служби інструменту
- Використання матеріалів
- Пакетне планування
- Використання машини
- Робочі процеси інспекції
Ця ефективність з часом знижує вартість однієї деталі.
Особливо у виробництві середнього та великого обсягу.
Чому виготовлення прототипів на ЧПК-верстатах коштує дорожче за деталь

Вартість інженерної налаштування розподіляється на меншу кількість деталей
Одним з найбільших факторів витрат при обробці прототипів є налаштування.
Перш ніж розпочати обробку, постачальникам може знадобитися:
- Перегляд файлів САПР
- Проаналізуйте технологічність
- Створення програм обробки
- Підготуйте прилади
- Виберіть інструменти
- Перевірте методи перевірки
Ці інженерні витрати існують незалежно від того, чи замовляє клієнт:
- 1 частина
- 5 частин
- 500 деталей
Для невеликих кількостей вартість налаштування розподіляється між дуже невеликою кількістю одиниць.
Це значно збільшує ціну за одиницю.
Ефективність обробки зазвичай нижча
Обробка прототипів часто жертвує ефективністю заради гнучкості.
Наприклад:
- Консервативні параметри різання
- Додаткова ручна перевірка
- Кілька налаштувань налаштувань
- Зменшення автоматизації
- Додаткова інженерна перевірка
Постачальники надають пріоритет зниженню ризиків, а не швидкості виробництва.
Відходи матеріалів часто вищі
Кількість прототипів може не оптимізувати використання сировини.
Наприклад:
- Повні аркуші матеріалів можуть знадобитися лише для кількох деталей
- Стандартні розміри запасів можуть призвести до надмірних відходів
- Спеціальні аерокосмічні матеріали можуть мати мінімальні вимоги до закупівлі
Це особливо поширене явище для:
- Титан
- Інконель
- Інженерні пластмаси
- Аерокосмічні алюмінієві сплави
Чому виробнича обробка на верстатах з ЧПК коштує менше

Стабільні програми скорочують час обробки
Після перевірки стратегій обробки постачальники можуть оптимізувати:
- Траєкторії інструментів
- Швидкості різання
- Розташування кріплення
- Машинне секвенування
Скорочення часу циклу стає головним пріоритетом.
Навіть невеликі покращення мають значення у виробництві.
Скорочення часу циклу на 30 секунд може заощадити сотні виробничих годин щорічно.
Світильники стають ефективнішими
У виробничій обробці постачальники часто інвестують у спеціальні пристосування.
Ці прилади покращують:
- Точність позиціонування
- Швидкість налаштування
- Узгодженість операторів
- Ефективність багатокомпонентної обробки
Інвестиції в обладнання можуть дещо збільшити початкову вартість проекту, але значно знизити довгострокову собівартість одиниці продукції.
Автоматизація стає економічно вигідною
Для більших обсягів виробництва постачальники можуть запровадити:
- Палетні системи
- Роботизоване завантаження
- Автоматизоване зондування
- Моніторинг терміну служби інструменту
- Системи планування ERP
Ці системи підвищують ефективність та стабільність виробництва.
Але зазвичай вони мають фінансовий сенс лише за великих обсягів.
Порівняння вартості прототипу та виробництва ЧПК
| Фактор | Обробка прототипів | Виробнича обробка |
|---|---|---|
| Основна мета | Валідація та тестування | Економічна ефективність та стабільність |
| Кількість | 1–50 деталей | 100–100 000+ деталей |
| Вплив вартості налаштування | Дуже високий | Розподілено по партіях |
| Оптимізація часу циклу | Обмежена | Екстенсивний |
| Інженерні зміни | Часті | Контрольований |
| Інвестиції у кріплення | Мінімальний | Часто присвячений |
| Частота перевірок | Вища | Контрольований процес |
| Вартість за деталь | Високий | Нижня |
Типові помилки у вартості під час розробки прототипу
Проектування без урахування виробничих факторів
Деякі прототипи надають пріоритет зовнішньому вигляду або перевірці концепції, не враховуючи можливість виробництва.
Це часто створює:
- Надмірно жорсткі допуски
- Складний доступ до інструментів
- Тонкостінна нестабільність
- Непотрібні вимоги до обробки поверхні
Ці проблеми можуть не мати значення для 3 прототипів деталей.
Але вони стають дорогими у виробництві.
Ігнорування майбутнього масштабування виробництва
Прототип повинен працювати не лише механічно.
Він також повинен залишатися придатним для виробництва у виробничих масштабах.
В іншому випадку компанії можуть згодом зіткнутися з:
- Повна редизайн арматури
- Значне збільшення витрат на обробку
- Нестабільність врожайності
- Проблеми з тривалим терміном виконання
Ось чому зворотний зв'язок DFM під час створення прототипів є надзвичайно цінним.
Завищені допуски
Одним із найпоширеніших прихованих факторів витрат є зайва точність.
Наприклад:
- Допуски ±0,005 мм, де достатньо ±0,05 мм
- Косметичне полірування прихованих поверхонь
- Жорсткі вимоги до площинності без функціональної потреби
Вища точність зазвичай означає:
- Повільніша обробка
- Більше інспекції
- Підвищений ризик браку
- Вища вартість виробництва
Як інженери знижують загальні витрати на виробництво ЧПК
Застосовуйте DFM якомога раніше
Чим раніше перевіряється технологічність, тим зазвичай нижчою стає загальна вартість.
Гарний огляд DFM оцінює:
- Доступність обробки
- Сумісність радіуса інструменту
- Товщина стінки
- Вибір матеріалу
- Раціоналізація толерантності
- Вимоги до обробки поверхні
Невеликі зміни в дизайні на ранніх етапах можуть призвести до значної економії коштів пізніше.
Відокремте цілі прототипу від цілей виробництва
Пріоритети прототипу та пріоритети виробництва не завжди ідентичні.
Наприклад:
| Пріоритет прототипу | Пріоритет виробництва |
|---|---|
| Швидка перевірка | Стабільна повторюваність |
| Швидка ітерація | Скорочення часу циклу |
| Гнучка обробка | Автоматизована ефективність |
| Ручна перевірка | Контроль процесу |
Розуміння цієї різниці допомагає інженерним командам приймати кращі рішення щодо постачання.
Вибирайте постачальників з інженерною підтримкою
Потужні постачальники верстатів з ЧПК роблять свій внесок більше, ніж просто виробничі потужності.
Вони також надають:
- Рекомендації DFM
- Зворотній зв'язок щодо оптимізації витрат
- Поради щодо масштабування виробництва
- Пропозиції щодо стратегії гри
- Матеріальні альтернативи
Така співпраця часто значно знижує довгострокові виробничі витрати.
Коли переходити від прототипу до виробництва
Ознаки того, що дизайн готовий до виробництва
Деталь зазвичай готова до масштабування виробництва, коли:
- Критичні виміри перевірено
- Продуктивність складання стабільна
- Інженерні зміни сповільнюються
- Врожайність стає передбачуваною
- Перевірено можливості процесу постачальника
Занадто ранній перехід до виробництва часто створює дорогу нестабільність.
Готовність до виробництва вимагає більше, ніж просто якісних деталей
Навіть успішні прототипи можуть вимагати:
- Оптимізація кріплення
- Стандартизація інспекції
- Дослідження терміну служби інструменту
- Розробка упаковки
- Документація процесу
Готовність до виробництва – це перехід на системному рівні.
Не просто віха в обробці.
Висновок
Для прототипної обробки на верстатах з ЧПК та для виробничої обробки на верстатах з ЧПК можуть використовуватися одні й ті ж верстати.
Але з економічної точки зору, це абсолютно різні виробничі середовища.
Обробка прототипів надає пріоритет гнучкості, валідації та швидкості проектування.
Виробнича обробка надає пріоритет стабільності, повторюваності та довгостроковій ефективності.
Розуміння цієї різниці допомагає покупцям:
- Точніше оцінюйте витрати
- Уникайте нереалістичних цінових очікувань
- Покращення рішень DFM
- Зменшення проблем масштабування в майбутньому
У багатьох проектах найважливіші рішення щодо виробництва приймаються задовго до початку масового виробництва.
І часто справжня вартість виробництва визначається вже на етапі створення прототипу.
Найчастіші запитання
Чому обробка прототипів на ЧПУ дорожча?
Обробка прототипів зазвичай передбачає вищі витрати на налаштування, нижчу ефективність обробки, додаткові інженерні роботи та менші обсяги виробництва.
Що вважається дрібносерійним виробництвом на верстатах з ЧПК?
Малосерійне виробництво на верстатах з ЧПК зазвичай коливається від 10 до кількох сотень деталей, залежно від галузі та застосування.
Чи зменшується вартість обробки на ЧПУ з обсягом?
Так. Більші обсяги виробництва дозволяють розподілити витрати на налаштування, оптимізувати прилади, автоматизувати процес та підвищити ефективність обробки.
Що найбільше впливає на вартість виробництва на верстатах з ЧПК?
Основні фактори вартості включають тип матеріалу, час обробки, допуски, якість обробки поверхні, складність налаштування та обсяг виробництва.
Як інженери можуть зменшити вартість обробки на ЧПК?
Застосування принципів DFM, спрощення геометрії, уникнення зайвих допусків та раннє планування масштабування виробництва можуть значно знизити витрати.
Заклик до дії
Потрібна допомога в оцінці вартості обробки прототипів порівняно з виробничими витратами для ваших деталей з ЧПК?
У Kachi Precision Manufacturing наша команда інженерів підтримує OEM-клієнтів з оптимізацією DFM, обробкою прототипів, дрібносерійним виробництвом та масштабованими виробничими рішеннями.
Надішліть нам свої креслення для інженерної експертизи та підтримки у складанні кошторису.
Час публікації: 03 червня 2026 р.





