

ଅନେକ କ୍ରେତା ସେମାନଙ୍କର ପ୍ରଥମ CNC ପ୍ରୋଟୋଟାଇପ୍ କୋଟେସନ୍ ପାଇବା ପରେ ଆଶ୍ଚର୍ଯ୍ୟ ହୋଇଯାଆନ୍ତି।
ଅଂଶଟି ସରଳ ଦେଖାଯାଇପାରେ।
ସାମଗ୍ରୀ ମୂଲ୍ୟ କମ୍ ମନେହୁଏ।
ମେସିନିଂ ସମୟ ଅତ୍ୟଧିକ ଦେଖାଯାଇ ନପାରେ।
ତଥାପି ୟୁନିଟ୍ ମୂଲ୍ୟ ପ୍ରାୟତଃ ଆଶାଠାରୁ ବହୁତ ଅଧିକ ଥାଏ।
ତା'ପରେ, ମାସ ମାସ ପରେ, ସମାନ ଅଂଶ ଉତ୍ପାଦନରେ ପ୍ରବେଶ କରେ - ଏବଂ ଖର୍ଚ୍ଚ ବହୁତ ହ୍ରାସ ପାଏ।
ପ୍ରଥମ ନଜରରେ, ଏହା ଅସଙ୍ଗତ ମନେହୁଏ।
କିନ୍ତୁ ଉତ୍ପାଦନ ଦୃଷ୍ଟିକୋଣରୁ, ପ୍ରୋଟୋଟାଇପ୍ ମେସିନିଂ ଏବଂ ଉତ୍ପାଦନ ମେସିନିଂ ବହୁତ ଭିନ୍ନ ମୂଲ୍ୟ ଗଠନ ଅଧୀନରେ କାର୍ଯ୍ୟ କରେ।
ସେହି ପାର୍ଥକ୍ୟ ହେଉଛି CNC ସୋର୍ସିଂରେ ସବୁଠାରୁ ଭୁଲ ବୁଝାଯାଇଥିବା କ୍ଷେତ୍ରଗୁଡ଼ିକ ମଧ୍ୟରୁ ଗୋଟିଏ।
ବିଶେଷକରି ଷ୍ଟାର୍ଟଅପ୍, ହାର୍ଡୱେର୍ ଡେଭଲପମେଣ୍ଟ୍ ଦଳ ଏବଂ ପ୍ରଥମ ଥର ପାଇଁ OEM କ୍ରେତାଙ୍କ ମଧ୍ୟରେ।
ବାସ୍ତବରେ, CNC ପ୍ରୋଟୋଟାଇପ୍ ମେସିନିଂ କେବଳ "କମ୍ ପରିମାଣର ଉତ୍ପାଦନ" ନୁହେଁ।
ଇଞ୍ଜିନିୟରିଂ ପ୍ରାଥମିକତା ଭିନ୍ନ।
ସେଟଅପ୍ ରଣନୀତି ଭିନ୍ନ।
ବିପଦ ସ୍ତର ଭିନ୍ନ।
ଏପରିକି ମେସିନିଷ୍ଟମାନେ ଅଂଶଟିକୁ ଦେଖିବାର ଢଙ୍ଗ ମଧ୍ୟ ସମ୍ପୂର୍ଣ୍ଣ ଭିନ୍ନ ହୋଇପାରେ।
ଏହି ପାର୍ଥକ୍ୟଗୁଡ଼ିକୁ ବୁଝିବା ଗୁରୁତ୍ୱପୂର୍ଣ୍ଣ କାରଣ ପ୍ରୋଟୋଟାଇପ୍ ପର୍ଯ୍ୟାୟ ସମୟରେ ଅନେକ ଉତ୍ପାଦନ ଖର୍ଚ୍ଚ ସମସ୍ୟା ଆରମ୍ଭ ହୁଏ।
5ଟି ଅଂଶ ପାଇଁ କାମ କରୁଥିବା ଏକ ଡିଜାଇନ୍ 5,000 ଅଂଶରେ ଅତ୍ୟନ୍ତ ମହଙ୍ଗା ହୋଇପାରେ।
ସେହିପରି, କେବଳ ଗତି ପାଇଁ ଅପ୍ଟିମାଇଜ୍ ହୋଇଥିବା ଏକ ପ୍ରୋଟୋଟାଇପ୍ ପରେ ବହୁଳ ଉତ୍ପାଦନ ସମୟରେ ଲୁକ୍କାୟିତ ସମସ୍ୟା ସୃଷ୍ଟି କରିପାରେ।
ଏହି ମାର୍ଗଦର୍ଶିକାରେ CNC ପ୍ରୋଟୋଟାଇପ୍ ମେସିନିଂ ଖର୍ଚ୍ଚ ଏବଂ ଉତ୍ପାଦନ ଖର୍ଚ୍ଚ ମଧ୍ୟରେ ପ୍ରକୃତ ପାର୍ଥକ୍ୟ, ପ୍ରତ୍ୟେକ ପର୍ଯ୍ୟାୟରେ ଯୋଗାଣକାରୀମାନେ କିପରି ମୂଲ୍ୟ ଗଣନା କରନ୍ତି ଏବଂ ଉତ୍ପାଦନ ଆରମ୍ଭ ହେବା ପୂର୍ବରୁ ଇଞ୍ଜିନିୟରିଂ ଦଳଗୁଡ଼ିକ କିପରି ମୋଟ ଉତ୍ପାଦନ ଖର୍ଚ୍ଚ ହ୍ରାସ କରିପାରିବେ ତାହା ବ୍ୟାଖ୍ୟା କରାଯାଇଛି।
CNC ପ୍ରୋଟୋଟାଇପ୍ ମେସିନିଂ କ’ଣ?
ପ୍ରୋଟୋଟାଇପ୍ ମେସିନିଂ ବୈଧତା ଉପରେ ଧ୍ୟାନ ଦିଏ
ପ୍ରୋଟୋଟାଇପ୍ CNC ମେସିନିଂ ମୁଖ୍ୟତଃ ଉତ୍ପାଦ ବିକାଶ ସମୟରେ ବ୍ୟବହୃତ ହୁଏ।
ଲକ୍ଷ୍ୟ ସାଧାରଣତଃ ଉତ୍ପାଦନ ଦକ୍ଷତା ନୁହେଁ।
ଲକ୍ଷ୍ୟ ହେଉଛି ବୈଧତା।
ଅନ୍ତର୍ଭୂକ୍ତ କରି:
- ମେକାନିକାଲ୍ ଫିଟ୍
- କାର୍ଯ୍ୟକ୍ଷମ ପରୀକ୍ଷଣ
- ବିଧାନସଭା ଯାଞ୍ଚକରଣ
- ଇଞ୍ଜିନିୟରିଂ ମୂଲ୍ୟାଙ୍କନ
- ଦୃଶ୍ୟମାନତା ସୁନିଶ୍ଚିତକରଣ
- ଡିଜାଇନ୍ ପୁନରାବୃତ୍ତି
ଏହି ପର୍ଯ୍ୟାୟରେ, ଉତ୍ପାଦକ ଅପ୍ଟିମାଇଜେସନ୍ ଅପେକ୍ଷା ଗତି ଏବଂ ନମନୀୟତା ପ୍ରାୟତଃ ଅଧିକ ଗୁରୁତ୍ୱପୂର୍ଣ୍ଣ।
ଏହା ସମ୍ପୂର୍ଣ୍ଣ ଖର୍ଚ୍ଚ ଗଠନକୁ ପରିବର୍ତ୍ତନ କରେ।
ପ୍ରୋଟୋଟାଇପ୍ ପ୍ରକଳ୍ପଗୁଡ଼ିକ ପ୍ରାୟତଃ ଅଧିକ ବିପଦ ଜଡିତ ଥାଏ।
ପ୍ରୋଟୋଟାଇପ୍ ମେସିନିଂରେ ସାଧାରଣତଃ ଅନ୍ତର୍ଭୁକ୍ତ:
- ନୂତନ ଜ୍ୟାମିତି
- ଯାଞ୍ଚ ନ ହୋଇଥିବା ସହନଶୀଳତା
- ପରୀକ୍ଷାମୂଳକ ଡିଜାଇନ୍
- ବାରମ୍ବାର ସଂଶୋଧନ
- ଅସ୍ଥିର ଡକ୍ୟୁମେଣ୍ଟେସନ୍
ଯୋଗାଣକାରୀ ଦୃଷ୍ଟିକୋଣରୁ, ଏହା ଅତିରିକ୍ତ ଇଞ୍ଜିନିୟରିଂ ଅନିଶ୍ଚିତତା ସୃଷ୍ଟି କରେ।
ମେସିନିଷ୍ଟମାନଙ୍କୁ ପ୍ରାୟତଃ ଆବଶ୍ୟକ ହୁଏ:
- ଟୁଲିଂ ରଣନୀତିଗୁଡ଼ିକୁ ଆଡଜଷ୍ଟ କରନ୍ତୁ
- ପ୍ରୋଗ୍ରାମଗୁଡ଼ିକୁ ମାନୁଆଲୀ ପରିବର୍ତ୍ତନ କରନ୍ତୁ
- ମେସିନିଂ ସମୟରେ କଟିଂ ପଥଗୁଡ଼ିକୁ ଅପ୍ଟିମାଇଜ୍ କରନ୍ତୁ
- ଅପ୍ରତ୍ୟାଶିତ ସମସ୍ୟାର ସମାଧାନ କରନ୍ତୁ
ଏହା ପୁନରାବୃତ୍ତି ଉତ୍ପାଦନ କାର୍ଯ୍ୟ ତୁଳନାରେ ସେଟଅପ୍ ସମୟକୁ ଯଥେଷ୍ଟ ବୃଦ୍ଧି କରେ।
CNC ଉତ୍ପାଦନ ମେସିନିଂ କ’ଣ?
ଉତ୍ପାଦନ ମେସିନିଂ ସ୍ଥିରତାକୁ ପ୍ରାଥମିକତା ଦିଏ
ଡିଜାଇନ୍ ବୈଧ ହେବା ପରେ, ଉତ୍ପାଦନ ପ୍ରାଥମିକତା ପରିବର୍ତ୍ତନ ହୁଏ।
ଉତ୍ପାଦନ ମେସିନିଂ ଉପରେ ଧ୍ୟାନ ଦିଏ:
- ପୁନରାବୃତ୍ତିଯୋଗ୍ୟତା
- ସାଇକେଲ ସମୟ ହ୍ରାସ
- ପ୍ରକ୍ରିୟା ସ୍ଥିରତା
- ୟେଲ୍ଡ ଅପ୍ଟିମାଇଜେସନ୍
- ଖର୍ଚ୍ଚ ଦକ୍ଷତା
- ବିତରଣ ସ୍ଥିରତା
ଏହି ପର୍ଯ୍ୟାୟରେ, ମେସିନିଂ ପ୍ରୋଗ୍ରାମଗୁଡ଼ିକ ପୂର୍ବରୁ ପରୀକ୍ଷିତ ଏବଂ ପରିଷ୍କୃତ ହୋଇସାରିଛି।
ଯୋଗାଣକାରୀ ଆଉ ଏହି ଅଂଶ "ଶିଖିବା" କରୁନାହାଁନ୍ତି।
ଏହା କେବଳ ଉତ୍ପାଦନ ଖର୍ଚ୍ଚକୁ ଯଥେଷ୍ଟ ହ୍ରାସ କରିଥାଏ।
ପରିମାଣର ଅର୍ଥନୀତି ଗୁରୁତ୍ୱପୂର୍ଣ୍ଣ ହେବା ଆରମ୍ଭ କରେ
ଉତ୍ପାଦନ ପରିବେଶ ଯୋଗାଣକାରୀମାନଙ୍କୁ ନିମ୍ନଲିଖିତ କାର୍ଯ୍ୟଗୁଡ଼ିକୁ ଅନୁକୂଳ କରିବାକୁ ଅନୁମତି ଦିଏ:
- ଫିକ୍ସଚର୍ ସିଷ୍ଟମ୍
- ଟୁଲ୍ ଲାଇଫ୍ ମ୍ୟାନେଜମେଣ୍ଟ
- ସାମଗ୍ରୀର ବ୍ୟବହାର
- ବ୍ୟାଚ୍ ସମୟ ନିର୍ଦ୍ଧାରଣ
- ମେସିନ୍ ବ୍ୟବହାର
- ଯାଞ୍ଚ କାର୍ଯ୍ୟପ୍ରବାହ
ଏହି ଦକ୍ଷତା ସମୟ ସହିତ ପ୍ରତି ଅଂଶର ଖର୍ଚ୍ଚ ହ୍ରାସ କରେ।
ବିଶେଷକରି ମଧ୍ୟମରୁ ଉଚ୍ଚ ପରିମାଣର ଉତ୍ପାଦନରେ।
ପ୍ରୋଟୋଟାଇପ୍ CNC ମେସିନିଂ ପ୍ରତି ଅଂଶ ପାଇଁ କାହିଁକି ଅଧିକ ଖର୍ଚ୍ଚ ହୁଏ?

ଇଞ୍ଜିନିୟରିଂ ସେଟଅପ୍ ଖର୍ଚ୍ଚ କମ୍ ଅଂଶରେ ବିସ୍ତାରିତ ହେଉଛି
ପ୍ରୋଟୋଟାଇପ୍ ମେସିନିଂରେ ସବୁଠାରୁ ବଡ଼ ଖର୍ଚ୍ଚ ଡ୍ରାଇଭର ହେଉଛି ସେଟଅପ୍।
ମେସିନିଂ ଆରମ୍ଭ ହେବା ପୂର୍ବରୁ, ଯୋଗାଣକାରୀମାନଙ୍କୁ ଏହା କରିବାକୁ ପଡ଼ିପାରେ:
- CAD ଫାଇଲଗୁଡ଼ିକର ସମୀକ୍ଷା କରନ୍ତୁ
- ଉତ୍ପାଦନକ୍ଷମତା ବିଶ୍ଳେଷଣ କରନ୍ତୁ
- ମେସିନିଂ ପ୍ରୋଗ୍ରାମ୍ ତିଆରି କରନ୍ତୁ
- ସାମଗ୍ରୀ ପ୍ରସ୍ତୁତ କରିବା
- ଟୁଲିଂ ଚୟନ କରନ୍ତୁ
- ଯାଞ୍ଚ ପଦ୍ଧତି ଯାଞ୍ଚ କରନ୍ତୁ
ଗ୍ରାହକ ଅର୍ଡର କଲେ ମଧ୍ୟ ଏହି ଇଞ୍ଜିନିୟରିଂ ଖର୍ଚ୍ଚ ଉପଲବ୍ଧ:
- 1 ଭାଗ
- 5ଟି ଅଂଶ
- ୫୦୦ ଅଂଶ
କମ ପରିମାଣ ପାଇଁ, ସେଟଅପ୍ ଖର୍ଚ୍ଚ ବହୁତ କମ୍ ୟୁନିଟ୍ ମଧ୍ୟରେ ବଣ୍ଟିତ ହୋଇଥାଏ।
ଏହା ୟୁନିଟ୍ ମୂଲ୍ୟକୁ ନାଟକୀୟ ଭାବରେ ବୃଦ୍ଧି କରେ।
ମେସିନିଂ ଦକ୍ଷତା ସାଧାରଣତଃ କମ୍ ଥାଏ
ପ୍ରୋଟୋଟାଇପ୍ ମେସିନିଂ ପ୍ରାୟତଃ ନମନୀୟତା ପାଇଁ ଦକ୍ଷତାକୁ ବଳିଦାନ ଦିଏ।
ଉଦାହରଣ ସ୍ୱରୂପ:
- ରକ୍ଷଣଶୀଳ କଟିଂ ପାରାମିଟରଗୁଡ଼ିକ
- ଅତିରିକ୍ତ ମାନୁଆଲ୍ ଯାଞ୍ଚ
- ଏକାଧିକ ସେଟଅପ୍ ଆଡଜଷ୍ଟମେଣ୍ଟ
- ହ୍ରାସିତ ସ୍ୱୟଂଚାଳିତତା
- ଅତିରିକ୍ତ ଇଞ୍ଜିନିୟରିଂ ଯାଞ୍ଚକରଣ
ଯୋଗାଣକାରୀମାନେ ଉତ୍ପାଦନ ଗତି ଅପେକ୍ଷା ବିପଦ ହ୍ରାସକୁ ପ୍ରାଥମିକତା ଦିଅନ୍ତି।
ସାମଗ୍ରୀ ଅପଚୟ ପ୍ରାୟତଃ ଅଧିକ ହୋଇଥାଏ
ପ୍ରୋଟୋଟାଇପ୍ ପରିମାଣ କଞ୍ଚାମାଲ ବ୍ୟବହାରକୁ ଅନୁକୂଳ କରିନପାରେ।
ଉଦାହରଣ ସ୍ୱରୂପ:
- କେବଳ କିଛି ଅଂଶ ପାଇଁ ସମ୍ପୂର୍ଣ୍ଣ ସାମଗ୍ରୀ ସିଟ୍ ଆବଶ୍ୟକ ହୋଇପାରେ।
- ମାନକ ଷ୍ଟକ୍ ଆକାର ଅତିରିକ୍ତ ଅପଚୟ ସୃଷ୍ଟି କରିପାରେ
- ସ୍ୱତନ୍ତ୍ର ମହାକାଶ ସାମଗ୍ରୀର ସର୍ବନିମ୍ନ କ୍ରୟ ଆବଶ୍ୟକତା ଥାଇପାରେ
ଏହା ବିଶେଷ ଭାବରେ ସାଧାରଣ:
- ଟାଇଟାନିୟମ୍
- ଇନକୋନେଲ୍
- ଇଞ୍ଜିନିୟରିଂ ପ୍ଲାଷ୍ଟିକ୍
- ଏରୋସ୍ପେସ୍ ଆଲୁମିନିୟମ୍ ମିଶ୍ରଧାତୁ
କାହିଁକି ଉତ୍ପାଦନ CNC ମେସିନିଂ ଖର୍ଚ୍ଚ କମ୍

ସ୍ଥିର କାର୍ଯ୍ୟକ୍ରମ ମେସିନିଂ ସମୟ ହ୍ରାସ କରେ
ମେସିନିଂ ରଣନୀତି ବୈଧ ହେବା ପରେ, ଯୋଗାଣକାରୀମାନେ ନିମ୍ନଲିଖିତ କାର୍ଯ୍ୟଗୁଡ଼ିକୁ ଅପ୍ଟିମାଇଜ୍ କରିପାରିବେ:
- ଉପକରଣ ପଥଗୁଡ଼ିକ
- କଟିଂ ବେଗ
- ଫିକ୍ସଚର୍ ପୋଜିସନିଂ
- ମେସିନ୍ କ୍ରମିକୀକରଣ
ଚକ୍ର ସମୟ ହ୍ରାସ ଏକ ପ୍ରମୁଖ ଲକ୍ଷ୍ୟ ହୋଇଯାଏ।
ଉତ୍ପାଦନରେ ଛୋଟ ଛୋଟ ଉନ୍ନତି ମଧ୍ୟ ଗୁରୁତ୍ୱପୂର୍ଣ୍ଣ।
ସାଇକେଲ ସମୟକୁ 30 ସେକେଣ୍ଡ ହ୍ରାସ କରିବା ଦ୍ୱାରା ବାର୍ଷିକ ଶହ ଶହ ଉତ୍ପାଦନ ଘଣ୍ଟା ସଞ୍ଚୟ ହୋଇପାରିବ।
ଫିକ୍ସଚରଗୁଡ଼ିକ ଅଧିକ ଦକ୍ଷ ହୁଏ
ଉତ୍ପାଦନ ମେସିନିଂରେ, ଯୋଗାଣକାରୀମାନେ ପ୍ରାୟତଃ ଉତ୍ସର୍ଗୀକୃତ ଫିକ୍ସଚରରେ ନିବେଶ କରନ୍ତି।
ଏହି ଫିକ୍ସଚର୍ସଗୁଡ଼ିକ ଉନ୍ନତ କରନ୍ତି:
- ସ୍ଥିତି ନିର୍ଦ୍ଧାରଣ ସଠିକତା
- ସେଟଅପ୍ ସ୍ପିଡ୍
- ଅପରେଟର ସ୍ଥିରତା
- ବହୁ-ଭାଗ ମେସିନିଂ ଦକ୍ଷତା
ଫିକ୍ସଚର ନିବେଶ ପ୍ରାରମ୍ଭିକ ପ୍ରକଳ୍ପ ମୂଲ୍ୟକୁ ସାମାନ୍ୟ ବୃଦ୍ଧି କରିପାରେ କିନ୍ତୁ ଦୀର୍ଘକାଳୀନ ୟୁନିଟ୍ ମୂଲ୍ୟକୁ ଯଥେଷ୍ଟ ହ୍ରାସ କରିଥାଏ।
ସ୍ୱୟଂଚାଳିତକରଣ ଆର୍ଥିକ ଦୃଷ୍ଟିରୁ ସମ୍ଭବପର ହୋଇଯାଏ
ଅଧିକ ଉତ୍ପାଦନ ପରିମାଣ ପାଇଁ, ଯୋଗାଣକାରୀମାନେ ପ୍ରଚଳନ କରିପାରିବେ:
- ପାଲେଟ୍ ସିଷ୍ଟମ୍
- ରୋବୋଟିକ୍ ଲୋଡିଂ
- ସ୍ୱୟଂଚାଳିତ ପ୍ରୋବିଂ
- ଟୁଲ୍ ଲାଇଫ୍ ମନିଟରିଂ
- ERP ସମୟ ନିର୍ଦ୍ଧାରଣ ସିଷ୍ଟମଗୁଡ଼ିକ
ଏହି ସିଷ୍ଟମଗୁଡ଼ିକ ଉତ୍ପାଦନ ଦକ୍ଷତା ଏବଂ ସ୍ଥିରତାକୁ ଉନ୍ନତ କରନ୍ତି।
କିନ୍ତୁ ସେମାନେ ସାଧାରଣତଃ କେବଳ ଅଧିକ ପରିମାଣରେ ଆର୍ଥିକ ଦୃଷ୍ଟିରୁ ବୁଝିପାରନ୍ତି।
ପ୍ରୋଟୋଟାଇପ୍ ବନାମ ଉତ୍ପାଦନ CNC ମୂଲ୍ୟ ତୁଳନା
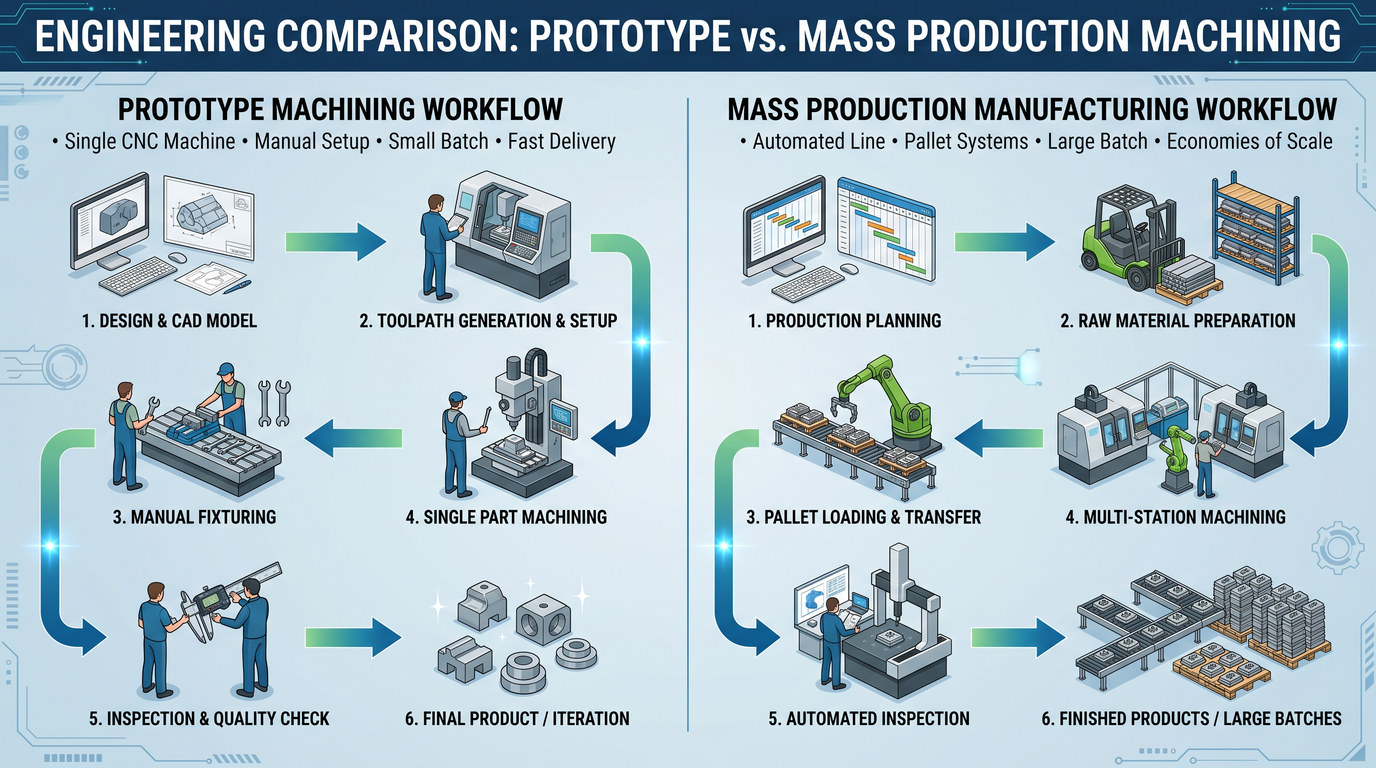
| ଫ୍ୟାକ୍ଟର | ପ୍ରୋଟୋଟାଇପ୍ ମେସିନିଂ | ଉତ୍ପାଦନ ମେସିନିଂ |
|---|---|---|
| ପ୍ରାଥମିକ ଲକ୍ଷ୍ୟ | ବୈଧକରଣ ଏବଂ ପରୀକ୍ଷଣ | ମୂଲ୍ୟ ଦକ୍ଷତା ଏବଂ ସ୍ଥିରତା |
| ପରିମାଣ | ୧-୫୦ ଅଂଶ | ୧୦୦-୧୦୦,୦୦୦+ ଅଂଶ |
| ସେଟଅପ୍ ଖର୍ଚ୍ଚ ପ୍ରଭାବ | ବହୁତ ଉଚ୍ଚ | ବ୍ୟାଚଗୁଡ଼ିକରେ ବଣ୍ଟିତ ହୋଇଛି |
| ସାଇକେଲ ସମୟ ଅପ୍ଟିମାଇଜେସନ୍ | ସୀମିତ | ବ୍ୟାପକ |
| ଇଞ୍ଜିନିୟରିଂ ପରିବର୍ତ୍ତନଗୁଡ଼ିକ | ବାରମ୍ବାର | ନିୟନ୍ତ୍ରିତ |
| ଫିକ୍ସଚର୍ ନିବେଶ | ସର୍ବନିମ୍ନ | ପ୍ରାୟତଃ ଉତ୍ସର୍ଗୀକୃତ |
| ଯାଞ୍ଚ ଆବୃତ୍ତି | ଉଚ୍ଚତର | ପ୍ରକ୍ରିୟା-ନିୟନ୍ତ୍ରିତ |
| ପ୍ରତି ଅଂଶ ମୂଲ୍ୟ | ଅଧିକ | ତଳ |
ପ୍ରୋଟୋଟାଇପ୍ ବିକାଶ ସମୟରେ ସାଧାରଣ ମୂଲ୍ୟ ତ୍ରୁଟି
ଉତ୍ପାଦନ ଇନପୁଟ୍ ବିନା ଡିଜାଇନ୍ କରିବା
କିଛି ପ୍ରୋଟୋଟାଇପ୍ ଡିଜାଇନ୍ ଉତ୍ପାଦନ ସମ୍ଭାବ୍ୟତା ବିଚାର ନକରି ଦୃଶ୍ୟ କିମ୍ବା ଧାରଣା ବୈଧତାକୁ ପ୍ରାଥମିକତା ଦିଅନ୍ତି।
ଏହା ପ୍ରାୟତଃ ସୃଷ୍ଟି କରେ:
- ଅତ୍ୟଧିକ କଠୋର ସହନଶୀଳତା
- କଷ୍ଟକର ଉପକରଣ ପ୍ରବେଶ
- ପତଳା-କାନ୍ଥ ଅସ୍ଥିରତା
- ଅନାବଶ୍ୟକ ପୃଷ୍ଠ ସମାପ୍ତି ଆବଶ୍ୟକତା
ଏହି ସମସ୍ୟାଗୁଡ଼ିକ 3ଟି ପ୍ରୋଟୋଟାଇପ୍ ଅଂଶ ପାଇଁ ଗୁରୁତ୍ୱପୂର୍ଣ୍ଣ ନ ହୋଇପାରେ।
କିନ୍ତୁ ସେଗୁଡ଼ିକ ଉତ୍ପାଦନରେ ମହଙ୍ଗା ହୋଇଯାଏ।
ଭବିଷ୍ୟତର ଉତ୍ପାଦନ ସ୍କେଲିଂକୁ ଅଣଦେଖା କରିବା
ଏକ ପ୍ରୋଟୋଟାଇପ୍ ଡିଜାଇନ୍ କେବଳ ଯାନ୍ତ୍ରିକ ଭାବରେ କାମ କରିବା ଉଚିତ ନୁହେଁ।
ଏହା ଉତ୍ପାଦନ ସ୍ତରରେ ମଧ୍ୟ ଉତ୍ପାଦନଯୋଗ୍ୟ ରହିବା ଉଚିତ।
ନଚେତ୍, କମ୍ପାନୀଗୁଡ଼ିକ ପରେ ସମ୍ମୁଖୀନ ହୋଇପାରନ୍ତି:
- ସମ୍ପୂର୍ଣ୍ଣ ଫିକ୍ସଚର ପୁନଃଡିଜାଇନ୍
- ପ୍ରମୁଖ ମେସିନିଂ ଖର୍ଚ୍ଚ ବୃଦ୍ଧି ପାଏ
- ଅମଳ ଅସ୍ଥିରତା
- ଦୀର୍ଘ ସମୟ ସମସ୍ୟା
ଏହି କାରଣରୁ ପ୍ରୋଟୋଟାଇପିଂ ସମୟରେ DFM ମତାମତ ଅତ୍ୟନ୍ତ ମୂଲ୍ୟବାନ।
ଅତ୍ୟଧିକ-ନିର୍ଦ୍ଦିଷ୍ଟ ସହନଶୀଳତା
ସବୁଠାରୁ ସାଧାରଣ ଲୁକ୍କାୟିତ ଖର୍ଚ୍ଚର ଗୋଟିଏ କାରଣ ହେଉଛି ଅନାବଶ୍ୟକ ସଠିକତା।
ଉଦାହରଣ ସ୍ୱରୂପ:
- ±0.005 ମିମି ସହନଶୀଳତା ଯେଉଁଠାରେ ±0.05 ମିମି ଯଥେଷ୍ଟ
- ଲୁକ୍କାୟିତ ପୃଷ୍ଠରେ କସମେଟିକ୍ ପଲିସିଂ
- କାର୍ଯ୍ୟାତ୍ମକ ଆବଶ୍ୟକତା ବିନା କଡ଼ା ସମତଳତା ଆବଶ୍ୟକତା
ଅଧିକ ସଠିକତା ସାଧାରଣତଃ ଅର୍ଥ କରେ:
- ଧୀର ମେସିନିଂ
- ଅଧିକ ଯାଞ୍ଚ
- ବର୍ଦ୍ଧିତ ସ୍କ୍ରାପ୍ ବିପଦ
- ଅଧିକ ଉତ୍ପାଦନ ଖର୍ଚ୍ଚ
ଇଞ୍ଜିନିୟରମାନେ କିପରି ମୋଟ CNC ଉତ୍ପାଦନ ଖର୍ଚ୍ଚ ହ୍ରାସ କରନ୍ତି
ଶୀଘ୍ର DFM ପ୍ରୟୋଗ କରନ୍ତୁ
ଯେତେ ଶୀଘ୍ର ଉତ୍ପାଦନ କ୍ଷମତା ସମୀକ୍ଷା କରାଯାଏ, ମୋଟ ଖର୍ଚ୍ଚ ସାଧାରଣତଃ ସେତେ କମ୍ ହୁଏ।
ଭଲ DFM ସମୀକ୍ଷା ମୂଲ୍ୟାଙ୍କନ କରେ:
- ମେସିନିଂ ଆକ୍ସେସିବିଲିଟି
- ଟୁଲ୍ ବ୍ୟାସାର୍ଦ୍ଧ ସୁସଙ୍ଗତତା
- କାନ୍ଥର ଘନତା
- ସାମଗ୍ରୀ ଚୟନ
- ସହନଶୀଳତା ଯୁକ୍ତିଯୁକ୍ତୀକରଣ
- ପୃଷ୍ଠ ଫିନିସ୍ ଆବଶ୍ୟକତା
ଶୀଘ୍ର ଡିଜାଇନ୍ରେ ଛୋଟ ପରିବର୍ତ୍ତନ ପରେ ବହୁତ ଖର୍ଚ୍ଚ ସଞ୍ଚୟ କରିପାରେ।
ପ୍ରୋଟୋଟାଇପ୍ ଲକ୍ଷ୍ୟକୁ ଉତ୍ପାଦନ ଲକ୍ଷ୍ୟଠାରୁ ପୃଥକ କରନ୍ତୁ
ପ୍ରୋଟୋଟାଇପ୍ ପ୍ରାଥମିକତା ଏବଂ ଉତ୍ପାଦନ ପ୍ରାଥମିକତା ସବୁବେଳେ ସମାନ ନୁହେଁ।
ଉଦାହରଣ ସ୍ୱରୂପ:
| ପ୍ରୋଟୋଟାଇପ୍ ପ୍ରାଥମିକତା | ଉତ୍ପାଦନ ପ୍ରାଥମିକତା |
|---|---|
| ଦ୍ରୁତ ବୈଧକରଣ | ସ୍ଥିର ପୁନରାବୃତ୍ତି |
| ଦ୍ରୁତ ପୁନରାବୃତ୍ତି | ସାଇକେଲ ସମୟ ହ୍ରାସ |
| ନମନୀୟ ମେସିନିଂ | ସ୍ୱୟଂଚାଳିତ ଦକ୍ଷତା |
| ମାନୁଆଲ୍ ଯାଞ୍ଚ | ପ୍ରକ୍ରିୟା-ନିୟନ୍ତ୍ରିତ ଯାଞ୍ଚ |
ଏହି ପାର୍ଥକ୍ୟକୁ ବୁଝିବା ଇଞ୍ଜିନିୟରିଂ ଦଳଗୁଡ଼ିକୁ ଉତ୍ତମ ସୋର୍ସିଂ ନିଷ୍ପତ୍ତି ନେବାରେ ସାହାଯ୍ୟ କରେ।
ଇଞ୍ଜିନିୟରିଂ ସମର୍ଥନ ସହିତ ଯୋଗାଣକାରୀ ବାଛନ୍ତୁ
ଶକ୍ତିଶାଳୀ CNC ଯୋଗାଣକାରୀମାନେ ମେସିନିଂ କ୍ଷମତା ଅପେକ୍ଷା ଅଧିକ ଅବଦାନ ରଖନ୍ତି।
ସେମାନେ ଏହା ମଧ୍ୟ ପ୍ରଦାନ କରନ୍ତି:
- DFM ସୁପାରିଶଗୁଡ଼ିକ
- ମୂଲ୍ୟ ଅପ୍ଟିମାଇଜେସନ୍ ମତାମତ
- ଉତ୍ପାଦନ ସ୍କେଲିଂ ପରାମର୍ଶ
- ଫିକ୍ସଚର୍ ରଣନୀତି ପରାମର୍ଶଗୁଡ଼ିକ
- ବିକଳ୍ପ ସାମଗ୍ରୀ
ଏହି ସହଯୋଗ ପ୍ରାୟତଃ ଦୀର୍ଘକାଳୀନ ଉତ୍ପାଦନ ଖର୍ଚ୍ଚକୁ ଯଥେଷ୍ଟ ହ୍ରାସ କରିଥାଏ।
ପ୍ରୋଟୋଟାଇପ୍ରୁ ଉତ୍ପାଦନକୁ କେବେ ସ୍ଥାନାନ୍ତରିତ ହେବ
ଉତ୍ପାଦନ ପାଇଁ ଡିଜାଇନ୍ ପ୍ରସ୍ତୁତ ବୋଲି ସାଇନ୍ କରିଛନ୍ତି
ଏକ ଅଂଶ ସାଧାରଣତଃ ଉତ୍ପାଦନ ସ୍କେଲିଂ ପାଇଁ ପ୍ରସ୍ତୁତ ହୁଏ ଯେତେବେଳେ:
- ଜଟିଳ ପରିମାପଗୁଡ଼ିକୁ ବୈଧ କରାଯାଇଛି
- ଆସେମ୍ବଲି କାର୍ଯ୍ୟଦକ୍ଷତା ସ୍ଥିର ଅଛି
- ଇଞ୍ଜିନିୟରିଂ ସଂଶୋଧନ ଧୀର ହୋଇଯାଏ
- ଅମଳ ପୂର୍ବାନୁମାନଯୋଗ୍ୟ ହୋଇଯାଏ
- ଯୋଗାଣକାରୀ ପ୍ରକ୍ରିୟା କ୍ଷମତା ଯାଞ୍ଚ କରାଯାଇଛି
ଉତ୍ପାଦନକୁ ବହୁତ ଶୀଘ୍ର ସ୍ଥାନାନ୍ତର କରିବା ପ୍ରାୟତଃ ମହଙ୍ଗା ଅସ୍ଥିରତା ସୃଷ୍ଟି କରେ।
ଉତ୍ପାଦନ ପ୍ରସ୍ତୁତି ପାଇଁ ଭଲ ଅଂଶ ଅପେକ୍ଷା ଅଧିକ ଆବଶ୍ୟକ
ସଫଳ ପ୍ରୋଟୋଟାଇପ୍ ପାଇଁ ମଧ୍ୟ ଆବଶ୍ୟକ ହୋଇପାରେ:
- ଫିକ୍ସଚର୍ ଅପ୍ଟିମାଇଜେସନ୍
- ଯାଞ୍ଚ ମାନକୀକରଣ
- ଉପକରଣ ଜୀବନ ଅଧ୍ୟୟନ
- ପ୍ୟାକେଜିଂ ବିକାଶ
- ପ୍ରକ୍ରିୟା ଡକ୍ୟୁମେଣ୍ଟେସନ୍
ଉତ୍ପାଦନ ପ୍ରସ୍ତୁତି ଏକ ସିଷ୍ଟମ-ସ୍ତରୀୟ ପରିବର୍ତ୍ତନ।
କେବଳ ଏକ ମେସିନିଂ ମାଇଲଖୁଣ୍ଟ ନୁହେଁ।
ଉପସଂହାର
ପ୍ରୋଟୋଟାଇପ୍ CNC ମେସିନିଂ ଏବଂ ଉତ୍ପାଦନ CNC ମେସିନିଂ ସମାନ ମେସିନ୍ ବ୍ୟବହାର କରିପାରେ।
କିନ୍ତୁ ଅର୍ଥନୈତିକ ଦୃଷ୍ଟିରୁ, ସେମାନେ ସମ୍ପୂର୍ଣ୍ଣ ଭିନ୍ନ ଉତ୍ପାଦନ ପରିବେଶ।
ପ୍ରୋଟୋଟାଇପ୍ ମେସିନିଂ ନମନୀୟତା, ବୈଧତା ଏବଂ ଇଞ୍ଜିନିୟରିଂ ଗତିକୁ ପ୍ରାଥମିକତା ଦିଏ।
ଉତ୍ପାଦନ ମେସିନିଂ ସ୍ଥିରତା, ପୁନରାବୃତ୍ତି ଏବଂ ଦୀର୍ଘକାଳୀନ ଦକ୍ଷତାକୁ ପ୍ରାଥମିକତା ଦିଏ।
ଏହି ପାର୍ଥକ୍ୟକୁ ବୁଝିବା କ୍ରେତାମାନଙ୍କୁ ସାହାଯ୍ୟ କରେ:
- ଅଧିକ ସଠିକ୍ ଭାବରେ ଖର୍ଚ୍ଚ ଆକଳନ କରନ୍ତୁ
- ଅବାସ୍ତବ ମୂଲ୍ୟ ଆଶାକୁ ଏଡାନ୍ତୁ
- DFM ନିଷ୍ପତ୍ତିଗୁଡ଼ିକୁ ଉନ୍ନତ କରନ୍ତୁ
- ପରେ ସ୍କେଲିଂ ସମସ୍ୟା ହ୍ରାସ କରନ୍ତୁ
ଅନେକ ପ୍ରକଳ୍ପରେ, ବହୁଳ ଉତ୍ପାଦନ ଆରମ୍ଭ ହେବାର ବହୁ ପୂର୍ବରୁ ସବୁଠାରୁ ଗୁରୁତ୍ୱପୂର୍ଣ୍ଣ ଉତ୍ପାଦନ ନିଷ୍ପତ୍ତି ନିଆଯାଇଥାଏ।
ଏବଂ ପ୍ରାୟତଃ, ପ୍ରକୃତ ଉତ୍ପାଦନ ମୂଲ୍ୟ ପ୍ରୋଟୋଟାଇପ୍ ପର୍ଯ୍ୟାୟ ସମୟରେ ହିଁ ନିର୍ଣ୍ଣୟ କରାଯାଏ।
ସାଧାରଣ ପ୍ରଶ୍ନ
CNC ପ୍ରୋଟୋଟାଇପ୍ ମେସିନିଂ କାହିଁକି ଅଧିକ ମହଙ୍ଗା?
ପ୍ରୋଟୋଟାଇପ୍ ମେସିନିଂରେ ସାଧାରଣତଃ ଅଧିକ ସେଟଅପ୍ ଖର୍ଚ୍ଚ, କମ୍ ମେସିନିଂ ଦକ୍ଷତା, ଅତିରିକ୍ତ ଇଞ୍ଜିନିୟରିଂ କାର୍ଯ୍ୟ ଏବଂ କମ୍ ଉତ୍ପାଦନ ପରିମାଣ ସାମିଲ ଥାଏ।
କମ ପରିମାଣର CNC ଉତ୍ପାଦନ କ’ଣ ବୋଲି ବିବେଚନା କରାଯାଏ?
ଶିଳ୍ପ ଏବଂ ପ୍ରୟୋଗ ଉପରେ ନିର୍ଭର କରି କମ ପରିମାଣର CNC ଉତ୍ପାଦନ ସାଧାରଣତଃ 10 ରୁ ଶହେ ଅଂଶ ପର୍ଯ୍ୟନ୍ତ ହୋଇଥାଏ।
କ’ଣ CNC ମେସିନିଂ ଖର୍ଚ୍ଚ ଆୟତନ ସହିତ ହ୍ରାସ ପାଏ?
ହଁ। ଅଧିକ ଉତ୍ପାଦନ ପରିମାଣ ସେଟଅପ୍ ଖର୍ଚ୍ଚ ବଣ୍ଟନ, ଫିକ୍ସଚର ଅପ୍ଟିମାଇଜେସନ୍, ସ୍ୱୟଂଚାଳିତକରଣ ଏବଂ ଉନ୍ନତ ମେସିନିଂ ଦକ୍ଷତାକୁ ଅନୁମତି ଦିଏ।
CNC ଉତ୍ପାଦନ ମୂଲ୍ୟକୁ କ’ଣ ସବୁଠାରୁ ଅଧିକ ପ୍ରଭାବିତ କରେ?
ମୁଖ୍ୟ ମୂଲ୍ୟ କାରଣଗୁଡ଼ିକ ମଧ୍ୟରେ ସାମଗ୍ରୀର ପ୍ରକାର, ମେସିନିଂ ସମୟ, ସହନଶୀଳତା, ପୃଷ୍ଠ ସମାପ୍ତି, ସେଟଅପ୍ ଜଟିଳତା ଏବଂ ଉତ୍ପାଦନ ପରିମାଣ ଅନ୍ତର୍ଭୁକ୍ତ।
ଇଞ୍ଜିନିୟରମାନେ CNC ମେସିନିଂ ଖର୍ଚ୍ଚ କିପରି ହ୍ରାସ କରିପାରିବେ?
DFM ନୀତି ପ୍ରୟୋଗ କରିବା, ଜ୍ୟାମିତିକୁ ସରଳ କରିବା, ଅନାବଶ୍ୟକ ସହନଶୀଳତାକୁ ଏଡାଇ ଦେବା ଏବଂ ଶୀଘ୍ର ଉତ୍ପାଦନ ସ୍କେଲିଂ ପାଇଁ ଯୋଜନା କରିବା ଦ୍ୱାରା ଖର୍ଚ୍ଚ ଯଥେଷ୍ଟ ହ୍ରାସ ପାଇପାରିବ।
CTA
ଆପଣଙ୍କ CNC ପାର୍ଟସର ପ୍ରୋଟୋଟାଇପ୍ ମେସିନିଂ ଖର୍ଚ୍ଚ ବନାମ ଉତ୍ପାଦନ ଖର୍ଚ୍ଚ ମୂଲ୍ୟାଙ୍କନ କରିବାରେ ସାହାଯ୍ୟ ଆବଶ୍ୟକ କି?
କାଚି ପ୍ରିସିସନ୍ ମ୍ୟାନୁଫ୍ୟାକ୍ଚରିଂରେ, ଆମର ଇଞ୍ଜିନିୟରିଂ ଦଳ OEM ଗ୍ରାହକମାନଙ୍କୁ DFM ଅପ୍ଟିମାଇଜେସନ୍, ପ୍ରୋଟୋଟାଇପ୍ ମେସିନିଂ, କମ୍ ପରିମାଣର ଉତ୍ପାଦନ ଏବଂ ସ୍କେଲେବଲ୍ ମ୍ୟାନୁଫ୍ୟାକ୍ଚରିଂ ସମାଧାନ ସହିତ ସମର୍ଥନ କରେ।
ଇଞ୍ଜିନିୟରିଂ ସମୀକ୍ଷା ଏବଂ ଉଦ୍ଧୃତି ସହାୟତା ପାଇଁ ଆପଣଙ୍କର ଚିତ୍ର ଆମକୁ ପଠାନ୍ତୁ।
ପୋଷ୍ଟ ସମୟ: ଜୁନ୍-୦୩-୨୦୨୬





