

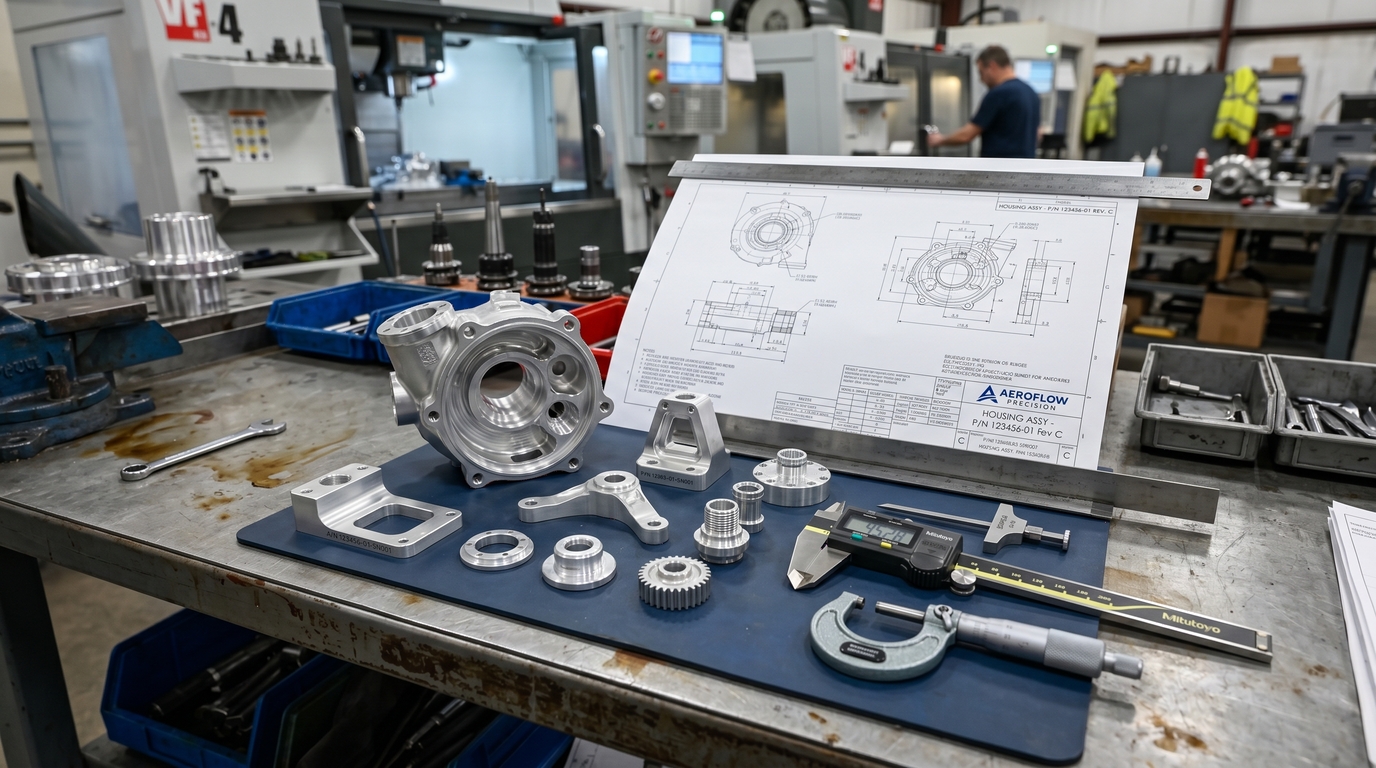
Daugelis pirkėjų nustemba gavę pirmąją CNC prototipo kainą.
Dalis gali atrodyti paprasta.
Medžiagų kaina gali atrodyti maža.
Apdirbimo laikas gali atrodyti ne per ilgas.
Tačiau vieneto kaina dažnai būna daug didesnė nei tikėtasi.
Tada, po kelių mėnesių, ta pati detalė pradedama gaminti – ir kaina gerokai sumažėja.
Iš pirmo žvilgsnio tai atrodo nesuderinama.
Tačiau gamybos požiūriu, prototipų apdirbimas ir gamybinis apdirbimas vyksta pagal labai skirtingas sąnaudų struktūras.
Šis skirtumas yra viena iš labiausiai nesuprantamų sričių CNC apdirbimo srityje.
Ypač tarp startuolių, techninės įrangos kūrimo komandų ir pirmą kartą perkančių originalios įrangos gamintojus (OEM).
Iš tikrųjų CNC prototipų apdirbimas nėra tiesiog „mažų kiekių gamyba“.
Inžinerijos prioritetai yra skirtingi.
Sąrankos strategija yra kitokia.
Rizikos lygis yra skirtingas.
Net mechanikų požiūris į detalę gali būti visiškai skirtingas.
Šių skirtumų supratimas yra svarbus, nes daugelis gamybos sąnaudų problemų prasideda prototipo kūrimo etape.
Dizainas, kuris tinka 5 dalims, gali tapti labai brangus, kai bus sudarytas iš 5000 dalių.
Panašiai ir prototipas, optimizuotas tik greičiui, vėliau, masinės gamybos metu, gali sukelti paslėptų problemų.
Šiame vadove paaiškinami tikrieji CNC prototipų apdirbimo kainos ir gamybos kainos skirtumai, kaip tiekėjai skaičiuoja kainas kiekviename etape ir kaip inžinierių komandos gali sumažinti bendras gamybos sąnaudas dar prieš pradedant gamybą.
Kas yra CNC prototipų apdirbimas?
Prototipų apdirbimas orientuotas į patvirtinimą
Prototipų CNC apdirbimas daugiausia naudojamas produktų kūrimo metu.
Tikslas paprastai nėra gamybos efektyvumas.
Tikslas – patvirtinimas.
Įskaitant:
- Mechaninis pritaikymas
- Funkcinis testavimas
- Surinkimo patikra
- Inžinerinis vertinimas
- Išvaizdos patvirtinimas
- Dizaino iteracija
Šiame etape greitis ir lankstumas dažnai yra svarbesni nei gamybos optimizavimas.
Tai keičia visą sąnaudų struktūrą.
Prototipų projektai dažnai yra susiję su didesne rizika
Prototipo gamyba paprastai apima:
- Naujos geometrijos
- Nepatikrintos tolerancijos
- Eksperimentiniai dizainai
- Dažnos peržiūros
- Nestabili dokumentacija
Tiekėjo požiūriu, tai sukuria papildomą inžinerinį netikrumą.
Mechanistams dažnai reikia:
- Įrankių strategijų koregavimas
- Rankiniu būdu modifikuoti programas
- Optimizuokite pjovimo kelius apdirbimo metu
- Šalinkite nenumatytas problemas
Tai žymiai padidina nustatymo laiką, palyginti su pakartotiniais gamybos darbais.
Kas yra CNC gamybos apdirbimas?
Gamybos apdirbimas teikia pirmenybę stabilumui
Kai projektas patvirtinamas, gamybos prioritetai pasikeičia.
Gamybos mechaninis apdirbimas daugiausia dėmesio skiria:
- Pakartojamumas
- Ciklo laiko sumažinimas
- Proceso stabilumas
- Derliaus optimizavimas
- Sąnaudų efektyvumas
- Pristatymo nuoseklumas
Šiame etape apdirbimo programos jau yra išbandytos ir patobulintos.
Tiekėjas nebemokosi detalės.
Vien tai gerokai sumažina gamybos sąnaudas.
Masto ekonomija pradeda būti svarbi
Gamybos aplinka leidžia tiekėjams optimizuoti:
- Armatūros sistemos
- Įrankio tarnavimo laiko valdymas
- Medžiagų panaudojimas
- Paketinis planavimas
- Mašinų panaudojimas
- Patikrinimų darbo eigos
Šie efektyvumo rodikliai laikui bėgant sumažina vienos dalies kainą.
Ypač vidutinės ir didelės apimties gamyboje.
Kodėl CNC apdirbimo prototipas kainuoja brangiau už detalę

Inžinerinės sąrankos išlaidos paskirstomos mažesniam skaičiui dalių
Vienas didžiausių prototipų gamybos sąnaudų veiksnių yra sąranka.
Prieš pradedant mechaninį apdirbimą, tiekėjai gali turėti:
- Peržiūrėti CAD failus
- Išanalizuoti gaminamumą
- Sukurkite apdirbimo programas
- Paruoškite armatūrą
- Pasirinkite įrankius
- Patikrinkite tikrinimo metodus
Šios inžinerinės išlaidos egzistuoja nepriklausomai nuo to, ar klientas užsako:
- 1 dalis
- 5 dalys
- 500 dalių
Esant mažiems kiekiams, įrengimo kaina paskirstoma labai mažai vienetų.
Tai žymiai padidina vieneto kainą.
Apdirbimo efektyvumas paprastai yra mažesnis
Prototipų gamyba dažnai aukoja efektyvumą dėl lankstumo.
Pavyzdžiui:
- Konservatyvūs pjovimo parametrai
- Papildoma rankinė patikra
- Keli nustatymų koregavimai
- Sumažinta automatizacija
- Papildomas inžinerinis patikrinimas
Tiekėjai teikia pirmenybę rizikos mažinimui, o ne gamybos greičiui.
Medžiagų atliekos dažnai yra didesnės
Prototipų kiekiai gali neoptimizuoti žaliavų naudojimo.
Pavyzdžiui:
- Pilni medžiagų lapai gali būti reikalingi tik kelioms dalims
- Standartiniai atsargų dydžiai gali sukelti perteklines atliekas
- Specialioms aviacijos ir kosmoso medžiagoms gali būti taikomi minimalūs pirkimo reikalavimai
Tai ypač dažnai pasitaiko su:
- Titanas
- Inconel
- Inžineriniai plastikai
- Orlaivių aliuminio lydiniai
Kodėl CNC apdirbimo gamyba kainuoja mažiau

Stabilios programos sutrumpina apdirbimo laiką
Patvirtinus apdirbimo strategijas, tiekėjai gali optimizuoti:
- Įrankių keliai
- Pjovimo greičiai
- Įrenginio pozicionavimas
- Mašinų sekvenavimas
Ciklo laiko mažinimas tampa pagrindiniu prioritetu.
Net ir maži patobulinimai yra svarbūs gamyboje.
Ciklo laiko sutrumpinimas 30 sekundžių gali sutaupyti šimtus gamybos valandų per metus.
Įrenginiai tampa efektyvesni
Gamybinio mechaninio apdirbimo srityje tiekėjai dažnai investuoja į specialius įrenginius.
Šie įrenginiai pagerina:
- Padėties nustatymo tikslumas
- Nustatymo greitis
- Operatoriaus nuoseklumas
- Daugiadalių apdirbimo efektyvumas
Investicijos į įrangą gali šiek tiek padidinti pradinę projekto kainą, tačiau ilgalaikė vieneto kaina gerokai sumažėja.
Automatizavimas tampa ekonomiškai perspektyvus
Didesniems gamybos kiekiams tiekėjai gali įdiegti:
- Padėklų sistemos
- Robotinis pakrovimas
- Automatinis zondavimas
- Įrankio tarnavimo laiko stebėjimas
- ERP planavimo sistemos
Šios sistemos pagerina gamybos efektyvumą ir nuoseklumą.
Tačiau finansiškai jie paprastai prasmingi tik esant didesniems kiekiams.
Prototipo ir CNC staklių gamybos sąnaudų palyginimas
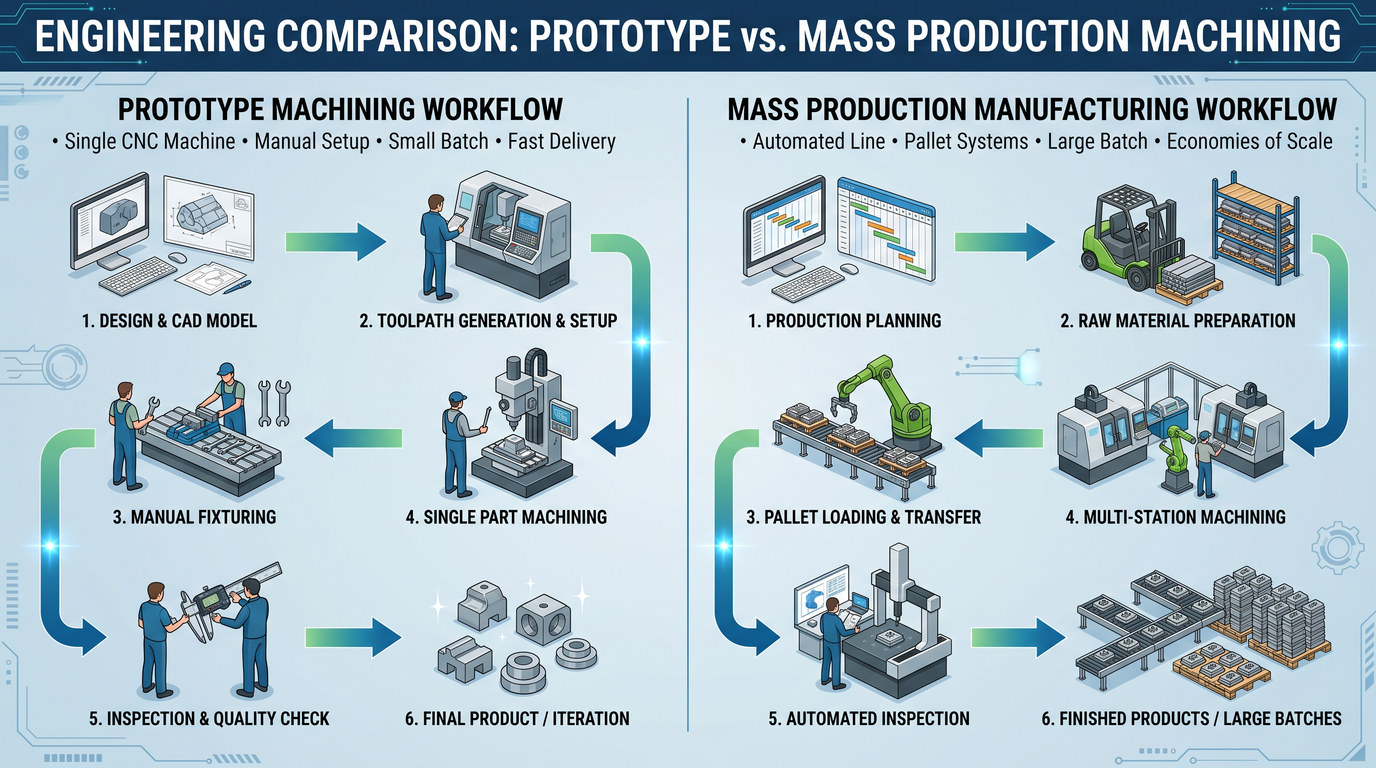
| faktorius | Prototipų apdirbimas | Gamybos apdirbimas |
|---|---|---|
| Pagrindinis tikslas | Patvirtinimas ir testavimas | Sąnaudų efektyvumas ir stabilumas |
| Kiekis | 1–50 dalių | 100–100 000+ dalių |
| Sąrankos išlaidų poveikis | Labai aukštai | Paskirstyta partijoms |
| Ciklo laiko optimizavimas | Ribotas | Platus |
| Inžineriniai pakeitimai | Dažnas | Kontroliuojamas |
| Investicijos į armatūrą | Minimalus | Dažnai skirtas |
| Patikrinimų dažnumas | Aukštesnis | Proceso kontroliuojamas |
| Kaina vienai daliai | Aukštas | Žemutinis |
Dažnos išlaidų klaidos kuriant prototipą
Projektavimas be gamybos sąnaudų
Kai kuriuose prototipų dizainuose pirmenybė teikiama išvaizdai arba koncepcijos patvirtinimui, neatsižvelgiant į gamybos galimybes.
Tai dažnai sukuria:
- Pernelyg griežti tolerancijos nuokrypiai
- Sunku pasiekti įrankius
- Plonasienių nestabilumas
- Nereikalingi paviršiaus apdailos reikalavimai
Šie klausimai gali būti nesvarbūs trims prototipinėms dalims.
Tačiau jų gamyba tampa brangi.
Ignoruojant būsimą gamybos mastelio keitimą
Prototipo dizainas turėtų veikti ne tik mechaniškai.
Jis taip pat turėtų išlikti tinkamas gamybai gamybos mastu.
Priešingu atveju, įmonės vėliau gali susidurti su:
- Visiškas armatūros pertvarkymas
- Didelis apdirbimo sąnaudų padidėjimas
- Derliaus nestabilumas
- Ilgo gamybos laiko problemos
Štai kodėl DFM grįžtamasis ryšys prototipų kūrimo metu yra nepaprastai vertingas.
Pernelyg dideli tolerancijos nuokrypiai
Vienas iš labiausiai paplitusių paslėptų išlaidų veiksnių yra nereikalingas tikslumas.
Pavyzdžiui:
- ±0,005 mm tolerancijos, kur pakanka ±0,05 mm
- Kosmetinis poliravimas ant paslėptų paviršių
- Griežti lygumo reikalavimai be funkcinio poreikio
Didesnis tikslumas paprastai reiškia:
- Lėtesnis apdirbimas
- Daugiau patikrinimų
- Padidėjusi metalo laužo rizika
- Didesnės gamybos sąnaudos
Kaip inžinieriai sumažina bendras CNC gamybos sąnaudas
Ankstyvas DFM taikymas
Kuo anksčiau peržiūrimas gaminamumas, tuo mažesnės bendros išlaidos paprastai tampa.
Gera DFM apžvalga įvertina:
- Apdirbimo prieinamumas
- Įrankio spindulio suderinamumas
- Sienelės storis
- Medžiagų pasirinkimas
- Tolerancijos racionalizavimas
- Paviršiaus apdailos reikalavimai
Nedideli ankstyvi dizaino pakeitimai vėliau gali padėti sutaupyti daug lėšų.
Atskirkite prototipo tikslus nuo gamybos tikslų
Prototipo prioritetai ir gamybos prioritetai ne visada sutampa.
Pavyzdžiui:
| Prototipo prioritetas | Gamybos prioritetas |
|---|---|
| Greitas patvirtinimas | Stabilus pakartojamumas |
| Greita iteracija | Ciklo laiko sumažinimas |
| Lankstus apdirbimas | Automatizuotas efektyvumas |
| Rankinis patikrinimas | Proceso kontroliuojama patikra |
Šio skirtumo supratimas padeda inžinierių komandoms priimti geresnius sprendimus dėl tiekimo.
Rinkitės tiekėjus, teikiančius inžinerinę pagalbą
Stiprūs CNC tiekėjai prisideda ne tik prie apdirbimo pajėgumų.
Jie taip pat teikia:
- DFM rekomendacijos
- Atsiliepimai apie sąnaudų optimizavimą
- Gamybos didinimo patarimai
- Rungtynių strategijos pasiūlymai
- Medžiagų alternatyvos
Toks bendradarbiavimas dažnai žymiai sumažina ilgalaikes gamybos sąnaudas.
Kada pereiti nuo prototipo prie gamybos
Požymiai, kad dizainas yra paruoštas gamybai
Paprastai detalė yra paruošta gamybos mastelio keitimui, kai:
- Kritiniai matmenys yra patvirtinti
- Surinkimo našumas yra stabilus
- Inžinerinės pataisos sulėtėja
- Derlius tampa nuspėjamas
- Tiekėjo procesų pajėgumas yra patikrintas
Pernelyg ankstyvas perėjimas prie gamybos dažnai sukelia brangų nestabilumą.
Gamybos pasirengimui reikia daugiau nei gerų dalių
Net ir sėkmingiems prototipams gali reikėti:
- Įrenginių optimizavimas
- Patikrinimų standartizavimas
- Įrankio tarnavimo laiko tyrimai
- Pakuotės kūrimas
- Proceso dokumentacija
Gamybos parengtis yra sistemos lygmens perėjimas.
Ne tik svarbus apdirbimo etapas.
Išvada
Prototipų CNC apdirbimui ir gamybai CNC apdirbimui gali būti naudojamos tos pačios staklės.
Tačiau ekonomiškai tai yra visiškai skirtingos gamybos aplinkos.
Prototipų apdirbimas teikia pirmenybę lankstumui, patvirtinimui ir inžinerijos greičiui.
Gamybos mechaninio apdirbimo srityje pirmenybė teikiama stabilumui, pakartojamumui ir ilgalaikiam efektyvumui.
Šio skirtumo supratimas padeda pirkėjams:
- Tiksliau įvertinkite išlaidas
- Venkite nerealių kainų lūkesčių
- Pagerinti DFM sprendimus
- Sumažinkite mastelio keitimo problemas vėliau
Daugelyje projektų svarbiausi gamybos sprendimai priimami gerokai prieš pradedant masinę gamybą.
Ir dažnai tikrosios gamybos sąnaudos nustatomos pačioje prototipo kūrimo stadijoje.
DUK
Kodėl CNC prototipų apdirbimas yra brangesnis?
Prototipų gamyba paprastai susijusi su didesnėmis sąrankos sąnaudomis, mažesniu apdirbimo efektyvumu, papildomu inžineriniu darbu ir mažesniais gamybos kiekiais.
Kas laikoma mažos apimties CNC gamyba?
Mažos apimties CNC gamyba paprastai svyruoja nuo 10 iki kelių šimtų detalių, priklausomai nuo pramonės ir taikymo.
Ar CNC apdirbimo kaina mažėja didėjant apimčiai?
Taip. Didesni gamybos kiekiai leidžia paskirstyti sąnaudas, optimizuoti tvirtinimo elementus, automatizuoti ir pagerinti apdirbimo efektyvumą.
Kas labiausiai veikia CNC gamybos kainą?
Pagrindiniai sąnaudų veiksniai yra medžiagos tipas, apdirbimo laikas, tolerancijos, paviršiaus apdaila, nustatymo sudėtingumas ir gamybos kiekis.
Kaip inžinieriai gali sumažinti CNC apdirbimo sąnaudas?
Taikant DFM principus, supaprastinant geometriją, vengiant nereikalingų tolerancijų ir anksti planuojant gamybos mastą, galima gerokai sumažinti sąnaudas.
Raginimas veikti
Reikia pagalbos vertinant CNC detalių prototipo apdirbimo kainą ir gamybos kainą?
„Kachi Precision Manufacturing“ inžinerijos komanda teikia OEM klientams pagalbą DFM optimizavimo, prototipų apdirbimo, mažos apimties gamybos ir keičiamo dydžio gamybos sprendimų srityse.
Atsiųskite mums savo brėžinius inžinerinei peržiūrai ir kainų pasiūlymo palaikymui.
Įrašo laikas: 2026 m. birželio 3 d.





