

Sok vásárló meglepődik, amikor megkapja az első CNC prototípus árajánlatát.
A rész egyszerűnek tűnhet.
Az anyagköltség alacsonynak tűnhet.
A megmunkálási idő nem tűnhet túlzottnak.
Az egységár azonban gyakran jóval magasabb a vártnál.
Aztán hónapokkal később ugyanaz az alkatrész megkezdi a gyártást – és a költség jelentősen csökken.
Első pillantásra ez ellentmondásosnak tűnik.
Gyártási szempontból azonban a prototípus-megmunkálás és a sorozatgyártás nagyon eltérő költségstruktúrák mellett működik.
Ez a különbség az egyik leginkább félreértett terület a CNC beszerzésben.
Különösen a startupok, a hardverfejlesztő csapatok és az első alkalommal OEM-vásárlók körében.
A valóságban a CNC prototípus-megmunkálás nem egyszerűen „kis tételben történő gyártás”.
A mérnöki prioritások mások.
A beállítási stratégia más.
A kockázati szint más.
Még a gépészek hozzáállása is teljesen eltérő lehet az alkatrészhez.
Fontos megérteni ezeket a különbségeket, mivel számos gyártási költségprobléma már a prototípus fázisában elkezdődik.
Egy 5 alkatrészből álló terv rendkívül drága lehet 5000 alkatrésznél.
Hasonlóképpen, egy csak a sebességre optimalizált prototípus rejtett problémákat okozhat később, a tömeggyártás során.
Ez az útmutató elmagyarázza a CNC prototípus megmunkálási költsége és a gyártási költség közötti valódi különbségeket, azt, hogy a beszállítók hogyan számítják ki az árakat az egyes szakaszokban, és hogyan csökkenthetik a mérnöki csapatok a teljes gyártási költséget, mielőtt még a gyártás megkezdődne.
Mi a CNC prototípus megmunkálás?
A prototípus-megmunkálás a validációra összpontosít
A prototípus CNC megmunkálást elsősorban a termékfejlesztés során alkalmazzák.
A cél általában nem a gyártási hatékonyság.
A cél a validáció.
Beleértve:
- Mechanikus illeszkedés
- Funkcionális tesztelés
- Összeszerelés ellenőrzése
- Mérnöki értékelés
- Megjelenés megerősítése
- Tervezési iteráció
Ebben a szakaszban a sebesség és a rugalmasság gyakran fontosabb, mint a termelés optimalizálása.
Ez megváltoztatja a teljes költségszerkezetet.
A prototípus projektek gyakran nagyobb kockázattal járnak
A prototípusgyártás általában a következőket foglalja magában:
- Új geometriák
- Nem ellenőrzött tűrések
- Kísérleti tervek
- Gyakori módosítások
- Instabil dokumentáció
Beszállítói szempontból ez további mérnöki bizonytalanságot teremt.
A gépészeknek gyakran szükségük van:
- Szerszámozási stratégiák módosítása
- Programok manuális módosítása
- Optimalizálja a vágási útvonalakat megmunkálás közben
- Előre nem látható problémák elhárítása
Ez jelentősen megnöveli a beállítási időt az ismételt gyártási munkákhoz képest.
Mi a CNC megmunkálás?
A gyártás megmunkálása a stabilitást helyezi előtérbe
Miután egy tervet validáltak, a gyártási prioritások megváltoznak.
A gyártástechnológia a következőkre összpontosít:
- Ismételhetőség
- Ciklusidő csökkentése
- Folyamatstabilitás
- Hozamoptimalizálás
- Költséghatékonyság
- Szállítási következetesség
Ebben a szakaszban a megmunkálási programokat már tesztelték és finomították.
A beszállító már nem „tanulja” az alkatrészt.
Már csak ez is jelentősen csökkenti a gyártási költségeket.
A méretgazdaságosság számítani kezd
A termelési környezetek lehetővé teszik a beszállítók számára az alábbiak optimalizálását:
- Lámpatest-rendszerek
- Szerszáméltartam-kezelés
- Anyagfelhasználás
- Kötegelt ütemezés
- Gépkihasználtság
- Ellenőrzési munkafolyamatok
Ezek a hatékonyságnövelő hatások idővel csökkentik az alkatrészenkénti költségeket.
Különösen a közepes és nagy volumenű gyártásnál.
Miért kerül többe a prototípus CNC megmunkálás alkatrészenként?

A mérnöki beállítás költsége kevesebb alkatrészre oszlik el
A prototípus-megmunkálás egyik legnagyobb költségtényezője a beállítás.
A megmunkálás megkezdése előtt a beszállítóknak a következőkre lehet szükségük:
- CAD-fájlok áttekintése
- Gyárthatóság elemzése
- Megmunkálási programok létrehozása
- Készítse elő a szerelvényeket
- Szerszámválasztás
- Ellenőrzési módszerek ellenőrzése
Ezek a mérnöki költségek akkor is fennállnak, ha az ügyfél megrendeli:
- 1 rész
- 5 rész
- 500 alkatrész
Alacsony mennyiségek esetén a beállítási költség nagyon kevés egységre oszlik el.
Ez drámaian megnöveli az egységárat.
A megmunkálási hatékonyság általában alacsonyabb
A prototípus-megmunkálás gyakran feláldozza a hatékonyságot a rugalmasság kedvéért.
Például:
- Konzervatív vágási paraméterek
- További kézi ellenőrzés
- Több beállítási lehetőség
- Csökkentett automatizálás
- Extra mérnöki ellenőrzés
A beszállítók a kockázatcsökkentést a termelési sebesség helyett helyezik előtérbe.
Az anyaghulladék gyakran magasabb
A prototípus mennyiségek nem feltétlenül optimalizálják a nyersanyag-felhasználást.
Például:
- Teljes anyaglapokra lehet szükség csak néhány alkatrészhez
- A szabványos készletméretek felesleges hulladékot okozhatnak
- A speciális repülőgépipari anyagokra minimális beszerzési követelmények vonatkozhatnak
Ez különösen gyakori a következők esetében:
- Titán
- Inconel
- Műszaki műanyagok
- Repülőgépipari alumíniumötvözetek
Miért kerül kevesebbe a CNC megmunkálás

A stabil programok csökkentik a megmunkálási időt
Miután a megmunkálási stratégiákat validálták, a beszállítók optimalizálhatják a következőket:
- Szerszámpályák
- Vágási sebességek
- Lámpatest pozicionálása
- Gépi szekvenálás
A ciklusidő csökkentése kiemelt fontosságúvá válik.
Még a kis fejlesztések is számítanak a termelésben.
A ciklusidő 30 másodperces csökkentése évente több száz gyártási órát takaríthat meg.
A mérkőzések hatékonyabbá válnak
A gyártástechnológia területén a beszállítók gyakran fektetnek be speciális befogóberendezésekbe.
Ezek a szerelvények javítják a következőket:
- Pozicionálási pontosság
- Beállítási sebesség
- Operátori konzisztencia
- Többalkatrészes megmunkálási hatékonyság
A berendezési tárgyakba történő beruházás kissé növelheti a kezdeti projektköltséget, de hosszú távon jelentősen csökkenti az egységköltséget.
Az automatizálás gazdaságilag életképessé válik
Nagyobb termelési volumen esetén a beszállítók bevezethetik:
- Raklaprendszerek
- Robotizált rakodás
- Automatizált szondázás
- Szerszáméltartam-felügyelet
- ERP ütemezőrendszerek
Ezek a rendszerek javítják a termelés hatékonyságát és következetességét.
De általában csak nagyobb volumennél van pénzügyi értelmük.
Prototípus vs. gyártási CNC költség-összehasonlítás
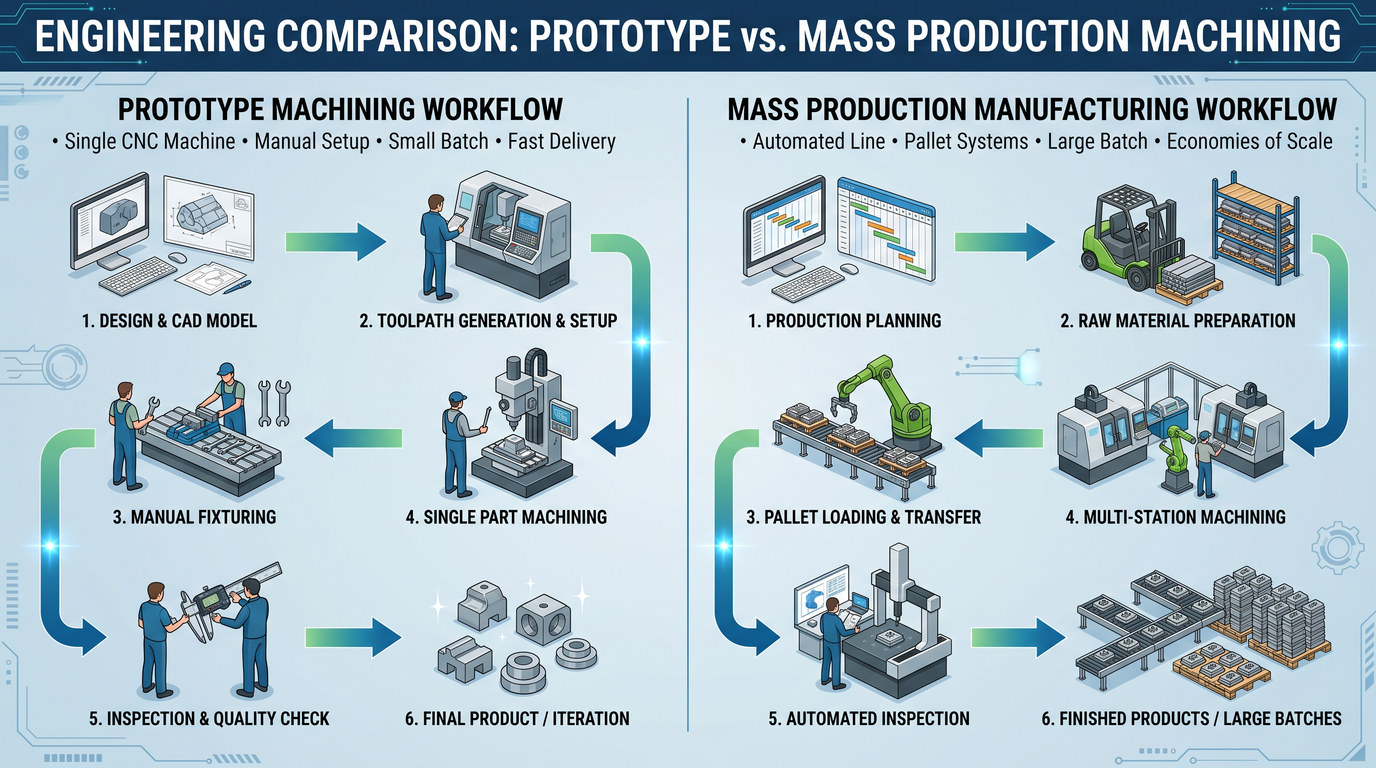
| Tényező | Prototípus megmunkálás | Gyártási megmunkálás |
|---|---|---|
| Elsődleges cél | Validálás és tesztelés | Költséghatékonyság és stabilitás |
| Mennyiség | 1–50 alkatrész | 100–100 000+ alkatrész |
| Beállítási költséghatás | Nagyon magas | Kötegek között elosztva |
| Ciklusidő-optimalizálás | Korlátozott | Kiterjedt |
| Mérnöki változtatások | Gyakori | Ellenőrzött |
| Lámpabefektetési cégek | Minimális | Gyakran elkötelezett |
| Ellenőrzési gyakoriság | Magasabb | Folyamatvezérelt |
| Alkatrészenkénti költség | Magas | Alacsonyabb |
Gyakori költséghibák a prototípusfejlesztés során
Tervezés gyártási beavatkozás nélkül
Néhány prototípus-terv a megjelenést vagy a koncepció validálását helyezi előtérbe a gyártási megvalósíthatóság figyelembevétele nélkül.
Ez gyakran a következőket eredményezi:
- Túlzottan szűk tűrések
- Nehéz szerszámhozzáférés
- Vékonyfalú instabilitás
- Felesleges felületkezelési követelmények
Ezek a problémák 3 prototípus alkatrész esetében nem feltétlenül számítanak.
De a gyártásuk drágává válik.
A jövőbeli termelési skálázás figyelmen kívül hagyása
Egy prototípus tervnek nem csak mechanikailag kell működnie.
Emellett gyártási léptékben is gyárthatónak kell maradnia.
Ellenkező esetben a vállalatok később szembesülhetnek a következőkkel:
- Teljes lámpatest-átalakítás
- Jelentős megmunkálási költségnövekedés
- Hozamingadozás
- Hosszú átfutási idővel kapcsolatos problémák
Ezért rendkívül értékes a DFM visszajelzés a prototípusgyártás során.
Túlzottan meghatározott tűrések
Az egyik leggyakoribb rejtett költségtényező a szükségtelen pontosság.
Például:
- ±0,005 mm-es tűréshatárok, ahol a ±0,05 mm elegendő
- Esztétikai polírozás rejtett felületeken
- Szigorú síkfelületi követelmények funkcionális igény nélkül
A nagyobb pontosság általában a következőket jelenti:
- Lassabb megmunkálás
- További ellenőrzés
- Megnövekedett selejtveszély
- Magasabb termelési költség
Hogyan csökkentik a mérnökök a CNC gyártási költségeket?
DFM korai alkalmazása
Minél korábban vizsgálják meg a gyárthatóságot, annál alacsonyabb lesz általában az összköltség.
Egy jó DFM áttekintés a következőket értékeli:
- Megmunkálási hozzáférhetőség
- Szerszámrádiusz kompatibilitás
- Falvastagság
- Anyagválasztás
- Tolerancia racionalizálása
- Felületkezelési követelmények
A korai tervezési változtatások később jelentős költségmegtakarítást eredményezhetnek.
A prototípus-célok elkülönítése a gyártási céloktól
A prototípus- és a gyártási prioritások nem mindig egyeznek meg.
Például:
| Prototípus prioritás | Termelési prioritás |
|---|---|
| Gyors validáció | Stabil ismételhetőség |
| Gyors iteráció | Ciklusidő csökkentése |
| Rugalmas megmunkálás | Automatizált hatékonyság |
| Manuális ellenőrzés | Folyamatvezérelt ellenőrzés |
Ennek a különbségnek a megértése segít a mérnökcsapatoknak jobb beszerzési döntéseket hozni.
Válasszon mérnöki támogatással rendelkező beszállítókat
Az erős CNC-beszállítók többet tesznek ki, mint pusztán a megmunkálási kapacitás.
Ezenkívül biztosítják:
- DFM-ajánlások
- Költségoptimalizálási visszajelzés
- Termelési skálázási tanácsok
- Játékmenet-stratégia javaslatok
- Anyag alternatívák
Ez az együttműködés gyakran jelentősen csökkenti a hosszú távú gyártási költségeket.
Mikor kell átállni a prototípusról a gyártásra?
Jelek, hogy a terv készen áll a gyártásra
Egy alkatrész általában akkor áll készen a gyártási skálázásra, ha:
- A kritikus dimenziók validálva vannak
- Az összeszerelési teljesítmény stabil
- A mérnöki átdolgozások lelassulnak
- A hozam kiszámíthatóvá válik
- A beszállítói folyamatképesség ellenőrizve van
A túl korai termelésbe állítás gyakran költséges instabilitást okoz.
A gyártáskészség többet igényel, mint jó alkatrészeket
Még a sikeres prototípusokhoz is szükség lehet:
- Lámpatest-optimalizálás
- Ellenőrzési szabványosítás
- Szerszáméltartam-tanulmányok
- Csomagolásfejlesztés
- Folyamatdokumentáció
A termelési felkészültség egy rendszerszintű átmenet.
Nem csak egy mérföldkő a megmunkálásban.
Következtetés
A prototípus CNC megmunkálás és a gyártás során alkalmazott CNC megmunkálás ugyanazokat a gépeket használhatja.
De gazdaságilag teljesen más gyártási környezetekről van szó.
A prototípus-megmunkálás a rugalmasságot, az érvényesítést és a mérnöki sebességet helyezi előtérbe.
A gyártástechnológia a stabilitást, az ismételhetőséget és a hosszú távú hatékonyságot helyezi előtérbe.
Ennek a különbségnek a megértése segít a vásárlóknak:
- Pontosabban becsülje meg a költségeket
- Kerüld az irreális árképzési elvárásokat
- DFM-döntések javítása
- Csökkentse a későbbi méretezési problémákat
Sok projektben a legfontosabb gyártási döntések jóval a tömegtermelés megkezdése előtt történnek.
És gyakran a valódi gyártási költséget magában a prototípus fázisban határozzák meg.
GYIK
Miért drágább a CNC prototípus megmunkálás?
A prototípus-megmunkálás általában magasabb beállítási költségekkel, alacsonyabb megmunkálási hatékonysággal, további mérnöki munkával és kisebb gyártási mennyiségekkel jár.
Mit tekintünk kis volumenű CNC gyártásnak?
A kis volumenű CNC-gyártás jellemzően 10-től több száz alkatrészig terjed, az iparágtól és az alkalmazástól függően.
Csökken-e a CNC megmunkálás költsége a mennyiséggel?
Igen. A nagyobb termelési volumen lehetővé teszi a beállítási költségek elosztását, a készülékek optimalizálását, az automatizálást és a jobb megmunkálási hatékonyságot.
Mi befolyásolja leginkább a CNC gyártási költségeket?
A főbb költségtényezők közé tartozik az anyagtípus, a megmunkálási idő, a tűrések, a felületkezelés, a beállítás bonyolultsága és a gyártási mennyiség.
Hogyan csökkenthetik a mérnökök a CNC megmunkálás költségeit?
A DFM-elvek alkalmazása, a geometria egyszerűsítése, a felesleges tűrések elkerülése és a gyártási méretezés korai megtervezése jelentősen csökkentheti a költségeket.
Cselekvés cselekvésre ösztönzése
Segítségre van szüksége CNC alkatrészei prototípus-megmunkálási költségeinek és gyártási költségeinek összehasonításában?
A Kachi Precision Manufacturingnél mérnöki csapatunk OEM-ügyfeleket támogat DFM-optimalizálással, prototípus-megmunkálással, kis volumenű gyártással és skálázható gyártási megoldásokkal.
Küldje el nekünk rajzait mérnöki felülvizsgálatra és árajánlatkérésre.
Közzététel ideje: 2026. június 3.





