

Mange købere bliver overraskede, når de modtager deres første tilbud på CNC-prototype.
Delen kan se simpel ud.
Materialeomkostningerne kan virke lave.
Bearbejdningstiden må ikke virke for lang.
Alligevel er stykprisen ofte langt højere end forventet.
Så, måneder senere, går den samme del i produktion – og prisen falder betydeligt.
Ved første øjekast virker dette inkonsekvent.
Men fra et produktionsperspektiv opererer prototypebearbejdning og produktionsbearbejdning under meget forskellige omkostningsstrukturer.
Den forskel er et af de mest misforståede områder inden for CNC-sourcing.
Især blandt startups, hardwareudviklingsteams og førstegangskøbere af OEM'er.
I virkeligheden er CNC-prototypebearbejdning ikke blot "produktion i små mængder".
De tekniske prioriteter er forskellige.
Opsætningsstrategien er anderledes.
Risikoniveauet er forskelligt.
Selv den måde, maskinarbejdere griber emnet an på, kan være helt anderledes.
Det er vigtigt at forstå disse forskelle, fordi mange problemer med produktionsomkostninger starter i prototypefasen.
Et design, der fungerer til 5 dele, kan blive ekstremt dyrt ved 5.000 dele.
Ligeledes kan en prototype, der kun er optimeret til hastighed, skabe skjulte problemer senere under masseproduktionen.
Denne guide forklarer de reelle forskelle mellem omkostningerne ved CNC-prototypebearbejdning og produktionsomkostningerne, hvordan leverandører beregner priser i hvert trin, og hvordan ingeniørteams kan reducere de samlede produktionsomkostninger, før produktionen overhovedet begynder.
Hvad er CNC-prototypebearbejdning?
Prototypebearbejdning fokuserer på validering
Prototype CNC-bearbejdning bruges primært under produktudvikling.
Målet er normalt ikke produktionseffektivitet.
Målet er validering.
Inklusive:
- Mekanisk pasform
- Funktionel testning
- Samlingsverifikation
- Ingeniørevaluering
- Bekræftelse af udseende
- Design-iteration
På dette stadie er hastighed og fleksibilitet ofte vigtigere end produktionsoptimering.
Det ændrer hele omkostningsstrukturen.
Prototypeprojekter involverer ofte højere risiko
Prototypebearbejdning involverer normalt:
- Nye geometrier
- Ubekræftede tolerancer
- Eksperimentelle designs
- Hyppige revisioner
- Ustabil dokumentation
Fra et leverandørperspektiv skaber dette yderligere usikkerhed i den tekniske udvikling.
Maskinarbejdere skal ofte:
- Juster værktøjsstrategier
- Ændr programmer manuelt
- Optimer skærebaner under bearbejdning
- Fejlfinding af uforudsete problemer
Dette øger opsætningstiden betydeligt sammenlignet med gentaget produktionsarbejde.
Hvad er CNC-produktionsbearbejdning?
Produktionsmaskineri prioriterer stabilitet
Når et design er valideret, ændres produktionsprioriteterne.
Produktionsmaskineri fokuserer på:
- Gentagelsesnøjagtighed
- Reduktion af cyklustid
- Processtabilitet
- Udbytteoptimering
- Omkostningseffektivitet
- Leveringskonsistens
På dette stadie er bearbejdningsprogrammerne allerede testet og forfinet.
Leverandøren "lærer" ikke længere delen.
Alene det reducerer produktionsomkostningerne betydeligt.
Stordriftsfordele begynder at betyde noget
Produktionsmiljøer giver leverandører mulighed for at optimere:
- Fikseringssystemer
- Værktøjslevetidstyring
- Materialeudnyttelse
- Batchplanlægning
- Maskinudnyttelse
- Inspektionsarbejdsgange
Disse effektiviseringer reducerer omkostningerne pr. del over tid.
Især i produktion i mellem- til høj volumen.
Hvorfor prototype CNC-bearbejdning koster mere pr. del

Omkostningerne til teknisk opsætning fordeles på færre dele
En af de største omkostningsdrivere ved prototypebearbejdning er opsætning.
Før bearbejdningen påbegyndes, kan leverandører være nødt til at:
- Gennemgå CAD-filer
- Analyser fremstillingsevnen
- Opret bearbejdningsprogrammer
- Forbered inventar
- Vælg værktøj
- Bekræft inspektionsmetoder
Disse ingeniøromkostninger eksisterer, uanset om kunden bestiller:
- 1 del
- 5 dele
- 500 dele
Ved lave mængder fordeles opsætningsomkostningerne på meget få enheder.
Det øger enhedsprisen dramatisk.
Bearbejdningseffektiviteten er normalt lavere
Prototypebearbejdning ofrer ofte effektivitet til fordel for fleksibilitet.
For eksempel:
- Konservative skæreparametre
- Yderligere manuel inspektion
- Flere opsætningsjusteringer
- Reduceret automatisering
- Ekstra teknisk verifikation
Leverandører prioriterer risikoreduktion frem for produktionshastighed.
Materialespild er ofte højere
Prototypmængder optimerer muligvis ikke råmaterialeudnyttelsen.
For eksempel:
- Fuldstændige materialeark kan være nødvendige for kun få dele
- Standardstørrelser på lager kan skabe overskydende spild
- Specialmaterialer til luftfart kan have minimumskrav til køb
Dette er især almindeligt med:
- Titanium
- Inconel
- Teknisk plast
- Aluminiumlegeringer til luftfart
Hvorfor produktions-CNC-bearbejdning koster mindre

Stabile programmer reducerer bearbejdningstiden
Når bearbejdningsstrategierne er valideret, kan leverandørerne optimere:
- Værktøjsstier
- Skærehastigheder
- Placering af armatur
- Maskinsekvensering
Reduktion af cyklustid bliver et vigtigt fokus.
Selv små forbedringer har betydning i produktionen.
En reduktion af cyklustiden med 30 sekunder kan spare hundredvis af produktionstimer årligt.
Armaturer bliver mere effektive
I produktionsbearbejdning investerer leverandører ofte i dedikerede fiksturer.
Disse inventar forbedrer:
- Positioneringsnøjagtighed
- Opsætningshastighed
- Operatørkonsistens
- Effektivitet ved flerdelsbearbejdning
Investeringer i inventar kan øge de oprindelige projektomkostninger en smule, men reducerer de langsigtede enhedsomkostninger betydeligt.
Automatisering bliver økonomisk rentabel
For højere produktionsvolumener kan leverandører introducere:
- Pallesystemer
- Robotlæsning
- Automatiseret sondering
- Overvågning af værktøjslevetid
- ERP-planlægningssystemer
Disse systemer forbedrer produktionseffektiviteten og -konsistensen.
Men de giver normalt kun økonomisk mening ved større volumener.
Sammenligning af omkostninger ved prototype vs. produktions-CNC
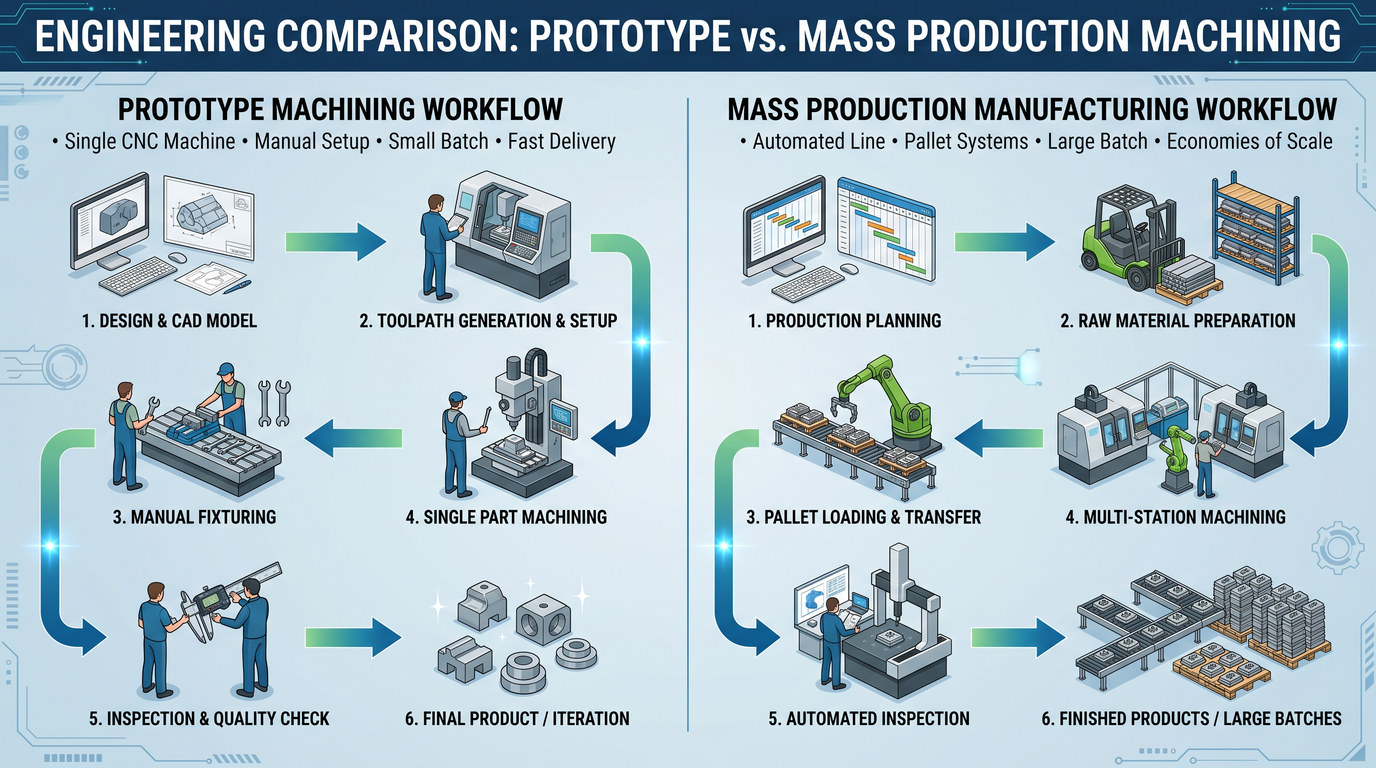
| Faktor | Prototypebearbejdning | Produktionsbearbejdning |
|---|---|---|
| Primært mål | Validering og testning | Omkostningseffektivitet og stabilitet |
| Mængde | 1–50 dele | 100–100.000+ dele |
| Indvirkning på opsætningsomkostninger | Meget høj | Fordelt på tværs af batcher |
| Optimering af cyklustid | Begrænset | Stor |
| Tekniske ændringer | Hyppig | Kontrolleret |
| Investering i inventar | Minimal | Ofte dedikeret |
| Inspektionsfrekvens | Højere | Processtyret |
| Pris pr. del | Høj | Sænke |
Almindelige omkostningsfejl under prototypeudvikling
Design uden produktionsinput
Nogle prototypedesigns prioriterer udseende eller konceptvalidering uden at overveje produktionsmuligheden.
Dette skaber ofte:
- For små tolerancer
- Vanskelig adgang til værktøj
- Tyndvægsinstabilitet
- Unødvendige krav til overfladebehandling
Disse problemer har muligvis ingen betydning for 3 prototypedele.
Men de bliver dyre i produktion.
Ignorerer fremtidig produktionsskalering
Et prototypedesign skal ikke kun fungere mekanisk.
Det skal også fortsat kunne fremstilles i produktionsskala.
Ellers kan virksomheder senere stå over for:
- Komplet redesign af armaturet
- Store stigninger i bearbejdningsomkostningerne
- Udbytteustabilitet
- Problemer med lang leveringstid
Derfor er DFM-feedback under prototyping yderst værdifuld.
Overspecificering af tolerancer
En af de mest almindelige skjulte omkostningsdrivere er unødvendig præcision.
For eksempel:
- ±0,005 mm tolerancer, hvor ±0,05 mm er tilstrækkeligt
- Kosmetisk polering på skjulte overflader
- Stramme krav til planhed uden funktionelt behov
Højere præcision betyder normalt:
- Langsommere bearbejdning
- Mere inspektion
- Øget risiko for skrot
- Højere produktionsomkostninger
Hvordan ingeniører reducerer de samlede CNC-produktionsomkostninger
Anvend DFM tidligt
Jo tidligere fremstillingsbarheden gennemgås, desto lavere bliver de samlede omkostninger normalt.
En god DFM-anmeldelse evaluerer:
- Tilgængelighed ved bearbejdning
- Kompatibilitet med værktøjsradius
- Vægtykkelse
- Materialevalg
- Tolerancerationalisering
- Krav til overfladefinish
Små designændringer tidligt kan skabe store omkostningsbesparelser senere.
Adskil prototypemål fra produktionsmål
Prototypeprioriteter og produktionsprioriteter er ikke altid identiske.
For eksempel:
| Prototypeprioritet | Produktionsprioritet |
|---|---|
| Hurtig validering | Stabil repeterbarhed |
| Hurtig iteration | Reduktion af cyklustid |
| Fleksibel bearbejdning | Automatiseret effektivitet |
| Manuel inspektion | Processtyret inspektion |
At forstå denne forskel hjælper ingeniørteams med at træffe bedre sourcingbeslutninger.
Vælg leverandører med teknisk support
Stærke CNC-leverandører bidrager med mere end bearbejdningskapacitet.
De tilbyder også:
- DFM-anbefalinger
- Feedback om omkostningsoptimering
- Rådgivning om produktionsskalering
- Forslag til kampstrategi
- Materialealternativer
Dette samarbejde reducerer ofte de langsigtede produktionsomkostninger betydeligt.
Hvornår skal man gå fra prototype til produktion
Tegn på, at et design er klar til produktion
En del er normalt klar til produktionsskalering, når:
- Kritiske dimensioner valideres
- Samlingsydelsen er stabil
- Tekniske revisioner går langsommere
- Udbyttet bliver forudsigeligt
- Leverandørens proceskapacitet er verificeret
At gå for tidligt i produktion skaber ofte dyr ustabilitet.
Produktionsparathed kræver mere end gode dele
Selv succesfulde prototyper kan stadig kræve:
- Fixturoptimering
- Inspektionsstandardisering
- Værktøjslevetidstudier
- Emballageudvikling
- Procesdokumentation
Produktionsparathed er en overgang på systemniveau.
Ikke bare en milepæl inden for bearbejdning.
Konklusion
Prototype-CNC-bearbejdning og produktions-CNC-bearbejdning kan bruge de samme maskiner.
Men økonomisk set er de helt forskellige produktionsmiljøer.
Prototypebearbejdning prioriterer fleksibilitet, validering og hastighed inden for konstruktion.
Produktionsbearbejdning prioriterer stabilitet, repeterbarhed og langsigtet effektivitet.
At forstå denne forskel hjælper købere med at:
- Estimer omkostninger mere præcist
- Undgå urealistiske prisforventninger
- Forbedr DFM-beslutninger
- Reducer skaleringsproblemer senere
I mange projekter træffes de vigtigste produktionsbeslutninger længe før masseproduktionen begynder.
Og ofte bestemmes den reelle produktionspris i selve prototypefasen.
Ofte stillede spørgsmål
Hvorfor er CNC-prototypebearbejdning dyrere?
Prototypebearbejdning involverer normalt højere opstillingsomkostninger, lavere bearbejdningseffektivitet, yderligere ingeniørarbejde og mindre produktionsmængder.
Hvad betragtes som CNC-produktion i lav volumen?
CNC-produktion i lav volumen varierer typisk fra 10 til flere hundrede dele, afhængigt af branche og anvendelse.
Falder omkostningerne ved CNC-bearbejdning med volumen?
Ja. Højere produktionsvolumener muliggør omkostningsfordeling til opsætning, optimering af fiksturer, automatisering og bedre bearbejdningseffektivitet.
Hvad påvirker CNC-produktionsomkostningerne mest?
Vigtigste omkostningsfaktorer omfatter materialetype, bearbejdningstid, tolerancer, overfladefinish, opsætningskompleksitet og produktionsmængde.
Hvordan kan ingeniører reducere omkostningerne ved CNC-bearbejdning?
Anvendelse af DFM-principper, forenkling af geometri, undgåelse af unødvendige tolerancer og tidlig planlægning af produktionsskalering kan reducere omkostningerne betydeligt.
handlingsfremmende opfordring
Har du brug for hjælp til at vurdere omkostningerne ved prototypebearbejdning versus produktionsomkostningerne for dine CNC-dele?
Hos Kachi Precision Manufacturing understøtter vores ingeniørteam OEM-kunder med DFM-optimering, prototypebearbejdning, lavvolumenproduktion og skalerbare produktionsløsninger.
Send os dine tegninger til gennemgang og tilbudsstøtte.
Opslagstidspunkt: 3. juni 2026





