

Många köpare blir överraskade när de får sin första offert för CNC-prototyper.
Delen kan se enkel ut.
Materialkostnaden kan verka låg.
Bearbetningstiden får inte verka överdriven.
Ändå är enhetspriset ofta mycket högre än förväntat.
Sedan, månader senare, sätts samma del i produktion – och kostnaden sjunker avsevärt.
Vid första anblicken verkar detta inkonsekvent.
Men ur ett tillverkningsperspektiv fungerar prototypbearbetning och produktionsbearbetning under mycket olika kostnadsstrukturer.
Den skillnaden är ett av de mest missförstådda områdena inom CNC-sourcing.
Särskilt bland startups, hårdvaruutvecklingsteam och förstagångsköpare av OEM-produkter.
I verkligheten är CNC-prototypbearbetning inte bara "produktion i små kvantiteter".
De tekniska prioriteringarna är olika.
Installationsstrategin är annorlunda.
Risknivån är annorlunda.
Även hur maskinister närmar sig detaljen kan vara helt annorlunda.
Att förstå dessa skillnader är viktigt eftersom många problem med tillverkningskostnader börjar under prototypstadiet.
En design som fungerar för 5 delar kan bli extremt dyr vid 5 000 delar.
Likaså kan en prototyp som enbart är optimerad för hastighet skapa dolda problem senare under massproduktionen.
Den här guiden förklarar de verkliga skillnaderna mellan kostnad och produktionskostnad för CNC-prototypbearbetning, hur leverantörer beräknar prissättning i varje steg och hur ingenjörsteam kan minska den totala tillverkningskostnaden innan produktionen ens påbörjas.
Vad är CNC-prototypbearbetning?
Prototypbearbetning fokuserar på validering
Prototyp-CNC-bearbetning används främst under produktutveckling.
Målet är vanligtvis inte tillverkningseffektivitet.
Målet är validering.
Inklusive:
- Mekanisk passform
- Funktionell testning
- Monteringsverifiering
- Teknisk utvärdering
- Utseendebekräftelse
- Designiteration
I detta skede är snabbhet och flexibilitet ofta viktigare än produktionsoptimering.
Det förändrar hela kostnadsstrukturen.
Prototypprojekt innebär ofta högre risk
Prototypbearbetning innebär vanligtvis:
- Nya geometrier
- Overifierade toleranser
- Experimentella designer
- Frekventa revisioner
- Instabil dokumentation
Ur ett leverantörsperspektiv skapar detta ytterligare teknisk osäkerhet.
Maskinister behöver ofta:
- Anpassa verktygsstrategier
- Ändra program manuellt
- Optimera skärbanor under bearbetning
- Felsöka oförutsedda problem
Detta ökar uppställningstiden avsevärt jämfört med upprepat produktionsarbete.
Vad är CNC-produktionsbearbetning?
Produktionsbearbetning prioriterar stabilitet
När en design har validerats ändras tillverkningsprioriteringarna.
Produktionsbearbetning fokuserar på:
- Repeterbarhet
- Minskning av cykeltiden
- Processtabilitet
- Avkastningsoptimering
- Kostnadseffektivitet
- Leveranskonsekvens
I detta skede är bearbetningsprogrammen redan testade och förfinade.
Leverantören "lär sig" inte längre delen.
Bara det minskar tillverkningskostnaden avsevärt.
Stordriftsfördelar börjar spela roll
Produktionsmiljöer gör det möjligt för leverantörer att optimera:
- Fixtursystem
- Verktygslivslängdshantering
- Materialutnyttjande
- Batchschemaläggning
- Maskinutnyttjande
- Inspektionsarbetsflöden
Dessa effektivitetsvinster minskar kostnaden per del över tid.
Särskilt vid produktion i medelstora till höga volymer.
Varför prototyp-CNC-bearbetning kostar mer per del

Kostnaden för teknisk installation fördelas över färre delar
En av de största kostnadsdrivarna vid prototypbearbetning är uppställning.
Innan bearbetningen påbörjas kan leverantörer behöva:
- Granska CAD-filer
- Analysera tillverkningsbarhet
- Skapa bearbetningsprogram
- Förbered fixturer
- Välj verktyg
- Verifiera inspektionsmetoder
Dessa ingenjörskostnader uppstår oavsett om kunden beställer:
- 1 del
- 5 delar
- 500 delar
För små kvantiteter fördelas uppställningskostnaden över ett fåtal enheter.
Det ökar enhetspriset dramatiskt.
Bearbetningseffektiviteten är vanligtvis lägre
Prototypbearbetning offrar ofta effektivitet för flexibilitet.
Till exempel:
- Konservativa skärparametrar
- Ytterligare manuell inspektion
- Flera inställningar
- Minskad automatisering
- Extra teknisk verifiering
Leverantörer prioriterar riskreducering snarare än produktionshastighet.
Materialavfall är ofta högre
Prototypkvantiteter kanske inte optimerar råmaterialanvändningen.
Till exempel:
- Fullständiga materialblad kan krävas för endast ett fåtal delar.
- Standardstorlekar kan skapa överskottsavfall
- Specialmaterial för flyg- och rymdfart kan ha minimikrav på inköp
Detta är särskilt vanligt med:
- Titan
- Inconel
- Tekniska plaster
- Aluminiumlegeringar för flyg- och rymdindustrin
Varför CNC-bearbetning i produktion kostar mindre

Stabila program minskar bearbetningstiden
När bearbetningsstrategierna har validerats kan leverantörerna optimera:
- Verktygsbanor
- Skärhastigheter
- Fixturpositionering
- Maskinsekvensering
Minskning av cykeltider blir ett viktigt fokus.
Även små förbättringar spelar roll i produktionen.
Att minska cykeltiden med 30 sekunder kan spara hundratals produktionstimmar årligen.
Fixturer blir mer effektiva
Vid produktionsbearbetning investerar leverantörer ofta i dedikerade fixturer.
Dessa fixturer förbättrar:
- Positioneringsnoggrannhet
- Inställningshastighet
- Operatörskonsekvens
- Effektivitet vid flerdelad bearbetning
Investeringar i fixturer kan öka den initiala projektkostnaden något men minskar den långsiktiga enhetskostnaden avsevärt.
Automatisering blir ekonomiskt lönsam
För högre produktionsvolymer kan leverantörer införa:
- Pallsystem
- Robotisk lastning
- Automatiserad sondering
- Övervakning av verktygslivslängd
- ERP-schemaläggningssystem
Dessa system förbättrar produktionseffektiviteten och konsekvensen.
Men de är oftast bara ekonomiskt vettiga vid större volymer.
Kostnadsjämförelse mellan prototyp och produktions-CNC
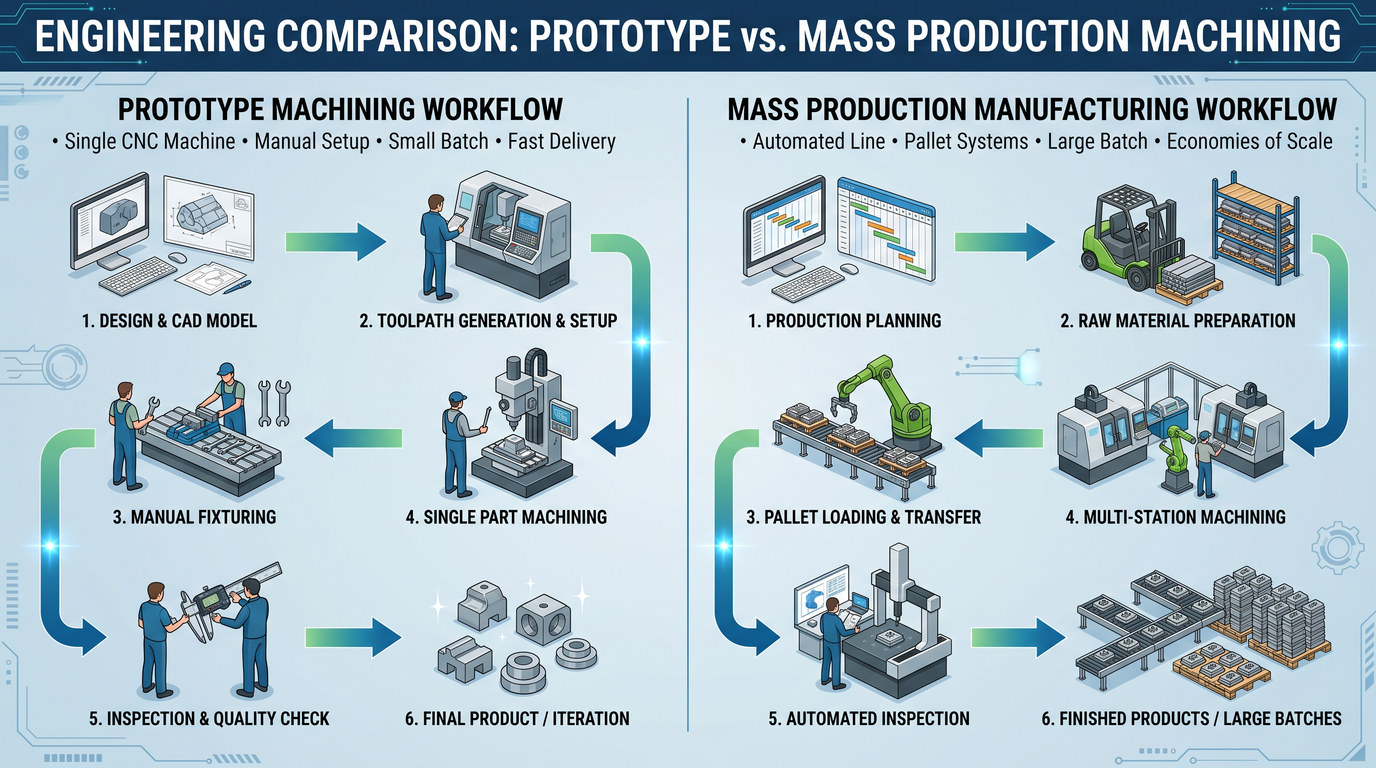
| Faktor | Prototypbearbetning | Produktionsbearbetning |
|---|---|---|
| Primärt mål | Validering och testning | Kostnadseffektivitet och stabilitet |
| Kvantitet | 1–50 delar | 100–100 000+ delar |
| Kostnadspåverkan för installation | Mycket hög | Distribueras över batcher |
| Optimering av cykeltid | Begränsad | Omfattande |
| Tekniska förändringar | Frekvent | Kontrollerade |
| Investering i fixturer | Minimal | Ofta dedikerad |
| Inspektionsfrekvens | Högre | Processstyrd |
| Kostnad per del | Hög | Lägre |
Vanliga kostnadsmisstag under prototyputveckling
Design utan tillverkningsinsatser
Vissa prototypdesigner prioriterar utseende eller konceptvalidering utan att beakta tillverkningsgenomförbarhet.
Detta skapar ofta:
- Alltför snäva toleranser
- Svår åtkomst till verktyg
- Tunnväggig instabilitet
- Onödiga krav på ytbehandling
Dessa problem kanske inte spelar någon roll för 3 prototypdelar.
Men de blir dyra i produktion.
Ignorerar framtida produktionsskalning
En prototypdesign ska inte bara fungera mekaniskt.
Den bör också förbli tillverkningsbar i produktionsskala.
Annars kan företag senare ställas inför:
- Komplett omdesign av armaturen
- Stora kostnadsökningar för bearbetning
- Avkastningsinstabilitet
- Problem med långa ledtider
Det är därför DFM-feedback under prototypframtagning är oerhört värdefull.
Överspecificera toleranser
En av de vanligaste dolda kostnadsdrivarna är onödig precision.
Till exempel:
- ±0,005 mm toleranser där ±0,05 mm är tillräckligt
- Kosmetisk polering på dolda ytor
- Höga krav på planhet utan funktionellt behov
Högre precision innebär vanligtvis:
- Långsammare bearbetning
- Mer inspektion
- Ökad skrotrisk
- Högre produktionskostnad
Hur ingenjörer minskar den totala CNC-tillverkningskostnaden
Tillämpa DFM tidigt
Ju tidigare tillverkningsbarheten granskas, desto lägre blir vanligtvis den totala kostnaden.
Bra DFM-granskning utvärderar:
- Tillgänglighet vid bearbetning
- Kompatibilitet med verktygsradier
- Väggtjocklek
- Materialval
- Toleransrationalisering
- Krav på ytfinish
Små designförändringar tidigt kan skapa stora kostnadsbesparingar senare.
Separera prototypmål från produktionsmål
Prototypprioriteringar och produktionsprioriteringar är inte alltid identiska.
Till exempel:
| Prototypprioritet | Produktionsprioritet |
|---|---|
| Snabb validering | Stabil repeterbarhet |
| Snabb iteration | Minskning av cykeltiden |
| Flexibel bearbetning | Automatiserad effektivitet |
| Manuell inspektion | Processkontrollerad inspektion |
Att förstå denna skillnad hjälper ingenjörsteam att fatta bättre inköpsbeslut.
Välj leverantörer med teknisk support
Starka CNC-leverantörer bidrar med mer än bara bearbetningskapacitet.
De tillhandahåller även:
- DFM-rekommendationer
- Feedback om kostnadsoptimering
- Råd om produktionsskalning
- Förslag på matchstrategi
- Materialalternativ
Detta samarbete minskar ofta de långsiktiga tillverkningskostnaderna avsevärt.
När man ska gå från prototyp till produktion
Tecken på att en design är redo för produktion
En del är vanligtvis redo för produktionsskalning när:
- Kritiska dimensioner valideras
- Monteringsprestanda är stabil
- Tekniska revideringar saktar ner
- Avkastningen blir förutsägbar
- Leverantörens processkapacitet är verifierad
Att gå över till produktion för tidigt skapar ofta dyr instabilitet.
Produktionsberedskap kräver mer än bra delar
Även framgångsrika prototyper kan fortfarande kräva:
- Fixturoptimering
- Inspektionsstandardisering
- Studier av verktygslivslängd
- Förpackningsutveckling
- Processdokumentation
Produktionsberedskap är en övergång på systemnivå.
Inte bara en milstolpe inom bearbetning.
Slutsats
Prototyp-CNC-bearbetning och produktions-CNC-bearbetning kan använda samma maskiner.
Men ekonomiskt sett är de helt olika tillverkningsmiljöer.
Prototypbearbetning prioriterar flexibilitet, validering och hastighet inom konstruktionen.
Produktionsbearbetning prioriterar stabilitet, repeterbarhet och långsiktig effektivitet.
Att förstå denna skillnad hjälper köpare att:
- Uppskatta kostnaderna mer exakt
- Undvik orealistiska prisförväntningar
- Förbättra DFM-beslut
- Minska skalningsproblem senare
I många projekt sker de viktigaste tillverkningsbesluten långt innan massproduktionen börjar.
Och ofta fastställs den verkliga produktionskostnaden under själva prototypstadiet.
Vanliga frågor
Varför är CNC-prototypbearbetning dyrare?
Prototypbearbetning innebär vanligtvis högre uppställningskostnader, lägre bearbetningseffektivitet, ytterligare ingenjörsarbete och mindre produktionskvantiteter.
Vad anses vara CNC-produktion i låg volym?
CNC-produktion i låg volym varierar vanligtvis från 10 till flera hundra delar, beroende på bransch och tillämpning.
Minskar kostnaden för CNC-bearbetning med volymen?
Ja. Högre produktionsvolymer möjliggör kostnadsfördelning för uppställning, fixturoptimering, automatisering och bättre bearbetningseffektivitet.
Vad påverkar CNC-produktionskostnaden mest?
Viktiga kostnadsfaktorer inkluderar materialtyp, bearbetningstid, toleranser, ytfinish, komplexitet vid installation och produktionskvantitet.
Hur kan ingenjörer minska kostnaderna för CNC-bearbetning?
Att tillämpa DFM-principer, förenkla geometrin, undvika onödiga toleranser och planera för produktionsskalning tidigt kan minska kostnaderna avsevärt.
Uppmaning till uppmaning
Behöver du hjälp med att utvärdera kostnaden för prototypbearbetning kontra produktionskostnaden för dina CNC-delar?
På Kachi Precision Manufacturing stöder vårt ingenjörsteam OEM-kunder med DFM-optimering, prototypbearbetning, lågvolymsproduktion och skalbara tillverkningslösningar.
Skicka oss era ritningar för teknisk granskning och offertstöd.
Publiceringstid: 3 juni 2026





