

Mange kjøpere blir overrasket når de mottar sitt første tilbud på CNC-prototype.
Delen kan se enkel ut.
Materialkostnaden kan virke lav.
Maskineringstiden virker kanskje ikke overdreven.
Likevel er enhetsprisen ofte langt høyere enn forventet.
Så, måneder senere, går den samme delen i produksjon – og kostnaden synker betraktelig.
Ved første øyekast virker dette inkonsekvent.
Men fra et produksjonsperspektiv opererer prototypemaskinering og produksjonsmaskinering under svært forskjellige kostnadsstrukturer.
Den forskjellen er et av de mest misforståtte områdene innen CNC-sourcing.
Spesielt blant oppstartsbedrifter, maskinvareutviklingsteam og førstegangskjøpere av OEM-er.
I virkeligheten er ikke CNC-prototypemaskinering bare «produksjon i små kvanta».
De tekniske prioriteringene er forskjellige.
Oppsettstrategien er annerledes.
Risikonivået er annerledes.
Selv måten maskinister tilnærmer seg delen på kan være helt forskjellig.
Det er viktig å forstå disse forskjellene fordi mange problemer med produksjonskostnader starter i prototypestadiet.
Et design som fungerer for 5 deler kan bli ekstremt dyrt med 5000 deler.
På samme måte kan en prototype som kun er optimalisert for hastighet skape skjulte problemer senere under masseproduksjon.
Denne veiledningen forklarer de reelle forskjellene mellom kostnader og produksjonskostnader for CNC-prototypemaskinering, hvordan leverandører beregner priser i hvert trinn, og hvordan ingeniørteam kan redusere de totale produksjonskostnadene før produksjonen i det hele tatt starter.
Hva er CNC-prototypemaskinering?
Prototypemaskinering fokuserer på validering
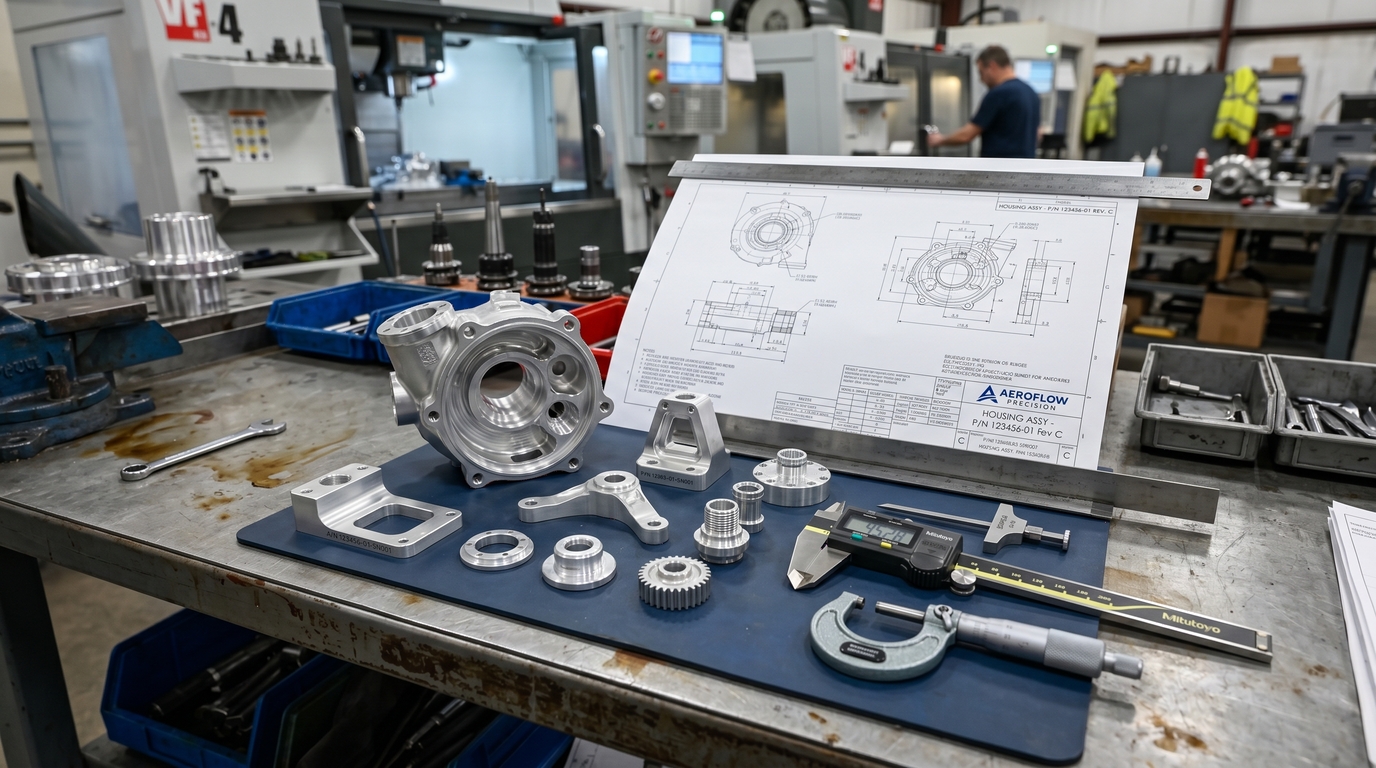
Prototype CNC-maskinering brukes primært under produktutvikling.
Målet er vanligvis ikke produksjonseffektivitet.
Målet er validering.
Inkludert:
- Mekanisk passform
- Funksjonell testing
- Monteringsverifisering
- Ingeniørvurdering
- Bekreftelse av utseende
- Designiterasjon
På dette stadiet er hastighet og fleksibilitet ofte viktigere enn produksjonsoptimalisering.
Det endrer hele kostnadsstrukturen.
Prototypeprosjekter innebærer ofte høyere risiko
Prototypemaskinering innebærer vanligvis:
- Nye geometrier
- Uverifiserte toleranser
- Eksperimentelle design
- Hyppige revisjoner
- Ustabil dokumentasjon
Fra et leverandørperspektiv skaper dette ytterligere usikkerhet innen ingeniørfaget.
Maskinarbeidere trenger ofte å:
- Juster verktøystrategier
- Endre programmer manuelt
- Optimaliser skjærebaner under maskinering
- Feilsøk uforutsette problemer
Dette øker oppsetttiden betydelig sammenlignet med gjentatt produksjonsarbeid.
Hva er CNC-produksjonsmaskinering?
Produksjonsmaskinering prioriterer stabilitet
Når et design er validert, endres produksjonsprioriteringene.
Produksjonsmaskinering fokuserer på:
- Repeterbarhet
- Reduksjon av syklustid
- Prosessstabilitet
- Avkastningsoptimalisering
- Kostnadseffektivitet
- Leveringskonsistens
På dette stadiet er maskineringsprogrammene allerede testet og forbedret.
Leverandøren «lærer» ikke lenger delen.
Det alene reduserer produksjonskostnadene betraktelig.
Stordriftsfordeler begynner å bety noe
Produksjonsmiljøer lar leverandører optimalisere:
- Fikseringssystemer
- Verktøylevetidstyring
- Materialutnyttelse
- Batchplanlegging
- Maskinutnyttelse
- Inspeksjonsarbeidsflyter
Disse effektivitetsgevinstene reduserer kostnaden per del over tid.
Spesielt i produksjon av middels til høyt volum.
Hvorfor prototype CNC-maskinering koster mer per del

Kostnaden for teknisk oppsett fordeles på færre deler
En av de største kostnadsdriverne innen prototypemaskinering er oppsett.
Før maskinering starter, kan leverandører måtte:
- Gjennomgå CAD-filer
- Analyser produksjonsevnen
- Lage maskineringsprogrammer
- Klargjør inventar
- Velg verktøy
- Verifiser inspeksjonsmetoder
Disse ingeniørkostnadene eksisterer enten kunden bestiller:
- 1 del
- 5 deler
- 500 deler
For lave mengder fordeles etableringskostnadene over svært få enheter.
Det øker enhetsprisen dramatisk.
Maskineringseffektiviteten er vanligvis lavere
Prototypemaskinering ofrer ofte effektivitet til fordel for fleksibilitet.
For eksempel:
- Konservative skjæreparametere
- Ytterligere manuell inspeksjon
- Flere oppsettjusteringer
- Redusert automatisering
- Ekstra ingeniørverifisering
Leverandører prioriterer risikoreduksjon fremfor produksjonshastighet.
Materialavfall er ofte høyere
Prototypemengder optimaliserer kanskje ikke råvarebruken.
For eksempel:
- Fullstendige materialark kan være nødvendige for bare noen få deler
- Standard lagerstørrelser kan føre til overflødig avfall
- Spesialmaterialer for romfart kan ha minimumskrav til kjøp
Dette er spesielt vanlig med:
- Titan
- Inconel
- Teknisk plast
- Aluminiumslegeringer for luftfart
Hvorfor CNC-maskinering i produksjon koster mindre

Stabile programmer reduserer maskineringstiden
Når maskineringsstrategiene er validert, kan leverandørene optimalisere:
- Verktøybaner
- Skjærehastigheter
- Plassering av armatur
- Maskinsekvensering
Reduksjon av syklustid blir et hovedfokus.
Selv små forbedringer har betydning i produksjonen.
Å redusere syklustiden med 30 sekunder kan spare hundrevis av produksjonstimer årlig.
Inventar blir mer effektive
I produksjonsbearbeiding investerer leverandører ofte i dedikerte oppspenningsanordninger.
Disse armaturene forbedrer:
- Posisjoneringsnøyaktighet
- Oppsetthastighet
- Operatørkonsistens
- Effektivitet ved flerdelt maskinering
Investering i inventar kan øke den opprinnelige prosjektkostnaden noe, men reduserer den langsiktige enhetskostnaden betydelig.
Automatisering blir økonomisk levedyktig
For høyere produksjonsvolumer kan leverandører introdusere:
- Pallesystemer
- Robotlasting
- Automatisert sondering
- Overvåking av verktøyets levetid
- ERP-planleggingssystemer
Disse systemene forbedrer produksjonseffektiviteten og konsistensen.
Men de gir vanligvis bare økonomisk mening ved større volumer.
Kostnadssammenligning for prototype vs. produksjons-CNC
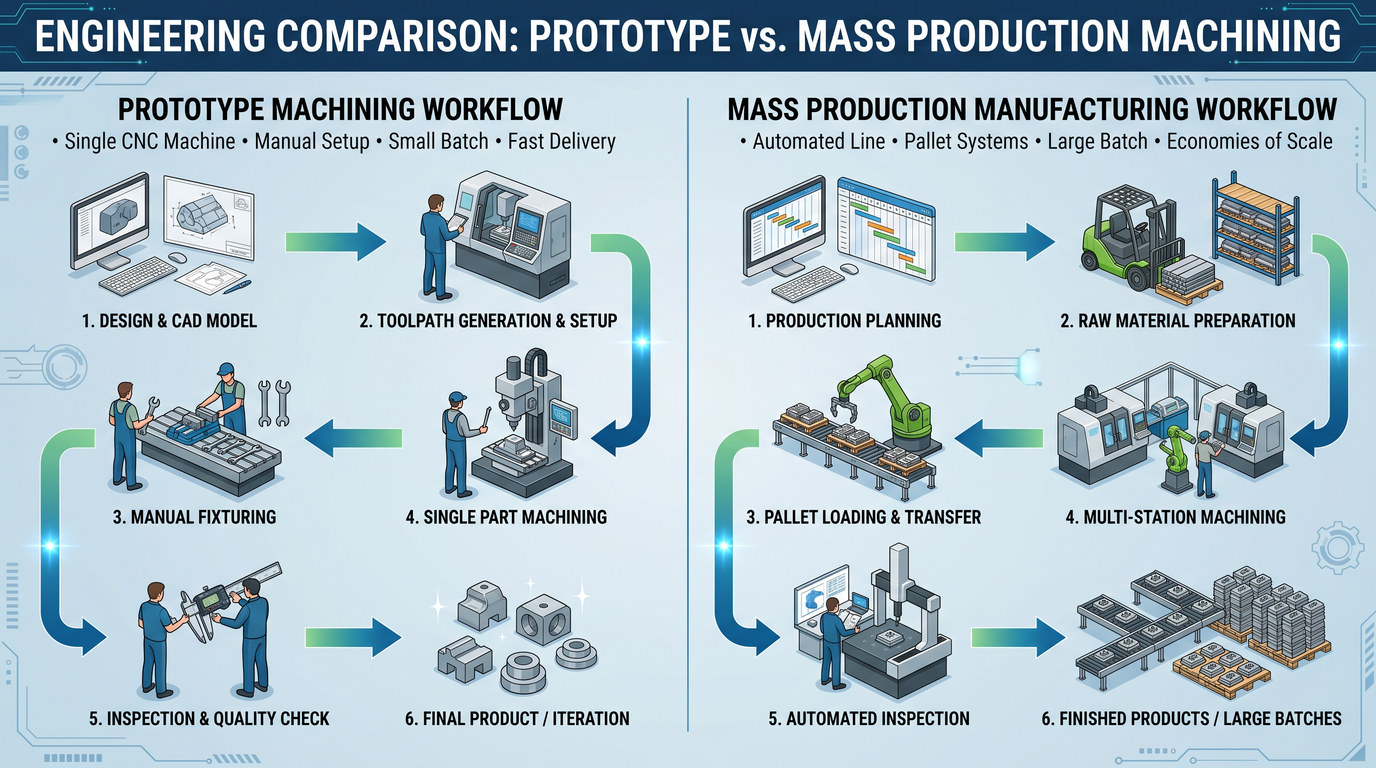
| Faktor | Prototypemaskinering | Produksjonsmaskinering |
|---|---|---|
| Hovedmål | Validering og testing | Kostnadseffektivitet og stabilitet |
| Mengde | 1–50 deler | 100–100 000+ deler |
| Påvirkning av oppsettskostnader | Svært høy | Distribuert på tvers av grupper |
| Optimalisering av syklustid | Begrenset | Omfattende |
| Tekniske endringer | Hyppig | Kontrollert |
| Investering i inventar | Minimal | Ofte dedikert |
| Inspeksjonsfrekvens | Høyere | Prosessstyrt |
| Kostnad per del | Høy | Senke |
Vanlige kostnadsfeil under prototypeutvikling
Design uten produksjonsinnsats
Noen prototypedesign prioriterer utseende eller konseptvalidering uten å vurdere produksjonsmulighet.
Dette skaper ofte:
- For stramme toleranser
- Vanskelig tilgang til verktøy
- Tynnveggstabilitet
- Unødvendige krav til overflatebehandling
Disse problemene spiller kanskje ingen rolle for tre prototypedeler.
Men de blir dyre i produksjon.
Ignorerer fremtidig produksjonsskalering
En prototypedesign skal ikke bare fungere mekanisk.
Den bør også forbli produksjonsbar i produksjonsskala.
Ellers kan selskaper senere møte:
- Fullstendig redesign av armaturen
- Store økninger i maskineringskostnader
- Avkastningsustabilitet
- Problemer med lang leveringstid
Derfor er DFM-tilbakemeldinger under prototyping ekstremt verdifulle.
Overspesifisering av toleranser
En av de vanligste skjulte kostnadsdriverne er unødvendig presisjon.
For eksempel:
- ±0,005 mm toleranser der ±0,05 mm er tilstrekkelig
- Kosmetisk polering på skjulte overflater
- Strenge krav til flathet uten funksjonelt behov
Høyere presisjon betyr vanligvis:
- Tregere maskinering
- Mer inspeksjon
- Økt skraprisiko
- Høyere produksjonskostnader
Hvordan ingeniører reduserer totale CNC-produksjonskostnader
Bruk DFM tidlig
Jo tidligere produksjonsbarheten vurderes, desto lavere blir vanligvis totalkostnaden.
God DFM-anmeldelse evaluerer:
- Maskineringstilgjengelighet
- Kompatibilitet med verktøyradius
- Veggtykkelse
- Materialvalg
- Rasjonalisering av toleranse
- Krav til overflatebehandling
Små designendringer tidlig kan gi store kostnadsbesparelser senere.
Skill prototypemål fra produksjonsmål
Prototypeprioriteringer og produksjonsprioriteringer er ikke alltid identiske.
For eksempel:
| Prototypeprioritet | Produksjonsprioritet |
|---|---|
| Rask validering | Stabil repeterbarhet |
| Rask iterasjon | Reduksjon av syklustid |
| Fleksibel maskinering | Automatisert effektivitet |
| Manuell inspeksjon | Prosessstyrt inspeksjon |
Å forstå denne forskjellen hjelper ingeniørteam med å ta bedre innkjøpsbeslutninger.
Velg leverandører med teknisk støtte
Sterke CNC-leverandører bidrar med mer enn bare maskineringskapasitet.
De tilbyr også:
- DFM-anbefalinger
- Tilbakemelding om kostnadsoptimalisering
- Råd om produksjonsskalering
- Forslag til kampstrategi
- Materialalternativer
Dette samarbeidet reduserer ofte de langsiktige produksjonskostnadene betydelig.
Når man skal gå fra prototype til produksjon
Tegn på at et design er klart for produksjon
En del er vanligvis klar for produksjonsskalering når:
- Kritiske dimensjoner er validert
- Monteringsytelsen er stabil
- Ingeniørrevisjoner bremser ned
- Avkastningen blir forutsigbar
- Leverandørens prosesskapasitet er verifisert
Å gå i produksjon for tidlig skaper ofte kostbar ustabilitet.
Produksjonsberedskap krever mer enn gode deler
Selv vellykkede prototyper kan fortsatt kreve:
- Fikseringsoptimalisering
- Standardisering av inspeksjon
- Studier av verktøyets levetid
- Emballasjeutvikling
- Prosessdokumentasjon
Produksjonsberedskap er en overgang på systemnivå.
Ikke bare en milepæl innen maskinering.
Konklusjon
Prototype-CNC-maskinering og produksjons-CNC-maskinering kan bruke de samme maskinene.
Men økonomisk sett er de helt forskjellige produksjonsmiljøer.
Prototypemaskinering prioriterer fleksibilitet, validering og konstruksjonshastighet.
Produksjonsbearbeiding prioriterer stabilitet, repeterbarhet og langsiktig effektivitet.
Å forstå denne forskjellen hjelper kjøpere med å:
- Anslå kostnadene mer nøyaktig
- Unngå urealistiske prisforventninger
- Forbedre DFM-beslutninger
- Reduser skaleringsproblemer senere
I mange prosjekter skjer de viktigste produksjonsbeslutningene lenge før masseproduksjonen starter.
Og ofte bestemmes den virkelige produksjonskostnaden i selve prototypefasen.
Vanlige spørsmål
Hvorfor er CNC-prototypemaskinering dyrere?
Prototypemaskinering innebærer vanligvis høyere oppsettkostnader, lavere maskineringseffektivitet, ekstra ingeniørarbeid og mindre produksjonsmengder.
Hva regnes som lavvolum CNC-produksjon?
Lavvolums CNC-produksjon varierer vanligvis fra 10 til flere hundre deler, avhengig av bransje og bruksområde.
Synker kostnaden for CNC-maskinering med volumet?
Ja. Høyere produksjonsvolumer muliggjør kostnadsfordeling for oppsett, optimalisering av fiksturer, automatisering og bedre maskineringseffektivitet.
Hva påvirker CNC-produksjonskostnadene mest?
Viktige kostnadsfaktorer inkluderer materialtype, maskineringstid, toleranser, overflatefinish, oppsettkompleksitet og produksjonsmengde.
Hvordan kan ingeniører redusere kostnadene for CNC-maskinering?
Å anvende DFM-prinsipper, forenkle geometri, unngå unødvendige toleranser og planlegge for produksjonsskalering tidlig kan redusere kostnadene betydelig.
handlingsfremmende oppfordring
Trenger du hjelp med å evaluere kostnaden for prototypemaskinering kontra produksjonskostnaden for CNC-delene dine?
Hos Kachi Precision Manufacturing støtter ingeniørteamet vårt OEM-kunder med DFM-optimalisering, prototypemaskinering, lavvolumproduksjon og skalerbare produksjonsløsninger.
Send oss tegningene dine for teknisk gjennomgang og tilbudsstøtte.
Publisert: 03.06.2026





