

In protte keapers binne ferrast as se har earste offerte foar CNC-prototypes krije.
It diel kin ienfâldich lykje.
De kosten fan it materiaal lykje miskien leech.
De ferwurkingstiid liket miskien net oermjittich.
Dochs is de priis per ienheid faak folle heger as ferwachte.
Dan, moannen letter, komt itselde ûnderdiel yn produksje - en de kosten sakje flink.
Op it earste gesicht liket dit ynkonsekwint.
Mar fanút in produksjeperspektyf operearje prototype-ferwurking en produksjeferwurking ûnder tige ferskillende kostenstrukturen.
Dat ferskil is ien fan 'e meast misferstane gebieten yn CNC-sourcing.
Benammen ûnder startups, hardware-ûntwikkelingsteams en earste kear OEM-keapers.
Yn werklikheid is CNC-prototype-ferwurking net gewoan "produksje yn lytse hoemannichten".
De prioriteiten fan 'e yngenieurs binne oars.
De opsetstrategy is oars.
It risikonivo is oars.
Sels de manier wêrop masjinisten it ûnderdiel benaderje kin folslein oars wêze.
It begripen fan dizze ferskillen is wichtich, om't in protte problemen mei produksjekosten begjinne tidens de prototypefaze.
In ûntwerp dat wurket foar 5 ûnderdielen kin ekstreem djoer wurde mei 5.000 ûnderdielen.
Likegoed kin in prototype dat allinich optimalisearre is foar snelheid letter ferburgen problemen feroarsaakje by massaproduksje.
Dizze hantlieding ferklearret de wirklike ferskillen tusken de kosten fan CNC-prototype-ferwurking en produksjekosten, hoe't leveransiers de priis yn elke faze berekkenje, en hoe't yngenieursteams de totale produksjekosten kinne ferminderje foardat de produksje sels begjint.
Wat is CNC-prototypeferwurking?
Prototype-ferwurking rjochtet him op falidaasje
Prototype CNC-ferwurking wurdt primêr brûkt tidens produktûntwikkeling.
It doel is meastal net produksjeeffisjinsje.
It doel is falidaasje.
Ynklusyf:
- Mechanyske fit
- Funksjonele testen
- Ferifikaasje fan gearstalling
- Yngenieursevaluaasje
- Befêstiging fan uterlik
- Untwerp iteraasje
Yn dit stadium binne snelheid en fleksibiliteit faak wichtiger as produksjeoptimalisaasje.
Dat feroaret de hiele kostenstruktuer.
Prototypeprojekten bringe faak in heger risiko mei
Prototype-bewerking omfettet meastal:
- Nije geometryen
- Net ferifiearre tolerânsjes
- Eksperimintele ûntwerpen
- Faak revisjes
- Unstabile dokumintaasje
Fanút it perspektyf fan in leveransier skept dit ekstra ûnwissichheid yn 'e yngenieurswrâld.
Masinisten moatte faak:
- Arkstrategyen oanpasse
- Programma's manuell oanpasse
- Optimalisearje snijpaden tidens ferwurking
- Problemen mei ûnfoarsjoene problemen oplosse
Dit fergruttet de opsteltiid signifikant yn ferliking mei werhelle produksjewurk.
Wat is CNC-produksjebewerking?
Produksjebewerking jout prioriteit oan stabiliteit
Sadree't in ûntwerp validearre is, feroarje de produksjeprioriteiten.
Produksjebewerking rjochtet him op:
- Werhelberens
- Reduksje fan syklustiid
- Prosesstabiliteit
- Opbringstoptimalisaasje
- Kosteneffisjinsje
- Leveringskonsistinsje
Yn dit stadium binne ferwurkingsprogramma's al hifke en ferfine.
De leveransier "leart" it ûnderdiel net mear.
Allinnich dat ferleget de produksjekosten flink.
Skaalfoardielen begjinne wichtich te wurden
Produksjeomjouwings meitsje it mooglik foar leveransiers om te optimalisearjen:
- Befestigingssystemen
- Behear fan arklibbensduur
- Materiaalgebrûk
- Batchplanning
- Masinegebrûk
- Ynspeksjeworkflows
Dizze effisjinsjes ferminderje de kosten per ûnderdiel oer tiid.
Benammen yn produksje fan middelgrutte oant hege folume.
Wêrom't prototype CNC-ferwurking mear kostet per ûnderdiel

Kosten foar yngenieursynstelling wurde ferspraat oer minder ûnderdielen
Ien fan 'e grutste kostendriuwers by it ferwurkjen fan prototypes is de opset.
Foardat de ferwurking begjint, moatte leveransiers miskien:
- CAD-bestannen besjen
- Analysearje de produsearberens
- Meitsje ferwurkingsprogramma's
- Armaturen tariede
- Selektearje ark
- Ferifiearje ynspeksjemetoaden
Dizze yngenieurskosten besteane oft de klant bestelt:
- 1 diel
- 5 dielen
- 500 ûnderdielen
Foar lytse hoemannichten wurde de opsetkosten ferdield oer mar in pear ienheden.
Dat fergruttet de ienheidspriis dramatysk.
Bearbeitingseffisjinsje is meastentiids leger
Prototype-ferwurking offert faak effisjinsje op foar fleksibiliteit.
Bygelyks:
- Konservative snijparameters
- Ekstra hânmjittige ynspeksje
- Meardere oanpassingen foar ynstellingen
- Fermindere automatisearring
- Ekstra yngenieursferifikaasje
Leveransiers prioritearje risikoreduksje ynstee fan produksjesnelheid.
Materiaalôffal is faak heger
Prototype-hoeveelheden kinne it gebrûk fan rau materiaal net optimalisearje.
Bygelyks:
- Folsleine materiaalblêden kinne mar foar in pear ûnderdielen nedich wêze
- Standert foarriedgrutte kin tefolle ôffal feroarsaakje
- Spesjale romtefeartmaterialen kinne minimale oankeapeasken hawwe
Dit is benammen gewoan mei:
- Titanium
- Inconel
- Technyske plestik
- Loftfeart aluminiumlegeringen
Wêrom produksje CNC-ferwurking minder kostet

Stabile programma's ferminderje ferwurkingstiid
Sadree't ferwurkingsstrategyen validearre binne, kinne leveransiers optimalisearje:
- Arkpaden
- Snijsnelheden
- Posysjonearring fan it fixture
- Masinesekwinsje
It ferminderjen fan syklustiid wurdt in wichtich fokuspunt.
Sels lytse ferbetteringen binne wichtich yn produksje.
It ferminderjen fan de syklustiid mei 30 sekonden kin jierliks hûnderten produksjeoeren besparje.
Fixtures wurde effisjinter
Yn produksjebewerking ynvestearje leveransiers faak yn spesjale fixtures.
Dizze fixtures ferbetterje:
- Posysjonearringsnauwkeurigens
- Ynstellingssnelheid
- Konsistinsje fan operators
- Effisjinsje fan meardielige ferwurking
Ynvestearring yn fixtures kin de earste projektkosten wat ferheegje, mar ferleget de ienheidskosten op lange termyn signifikant.
Automatisearring wurdt ekonomysk rendabel
Foar hegere produksjevoluminten kinne leveransiers yntrodusearje:
- Palletsystemen
- Robotysk laden
- Automatisearre probearjen
- Monitoaring fan arklibbensduur
- ERP-planningssystemen
Dizze systemen ferbetterje produksjeeffisjinsje en konsistinsje.
Mar se meitsje meast allinich finansjeel sin by gruttere folumes.
Prototype vs Produksje CNC Kostenferliking
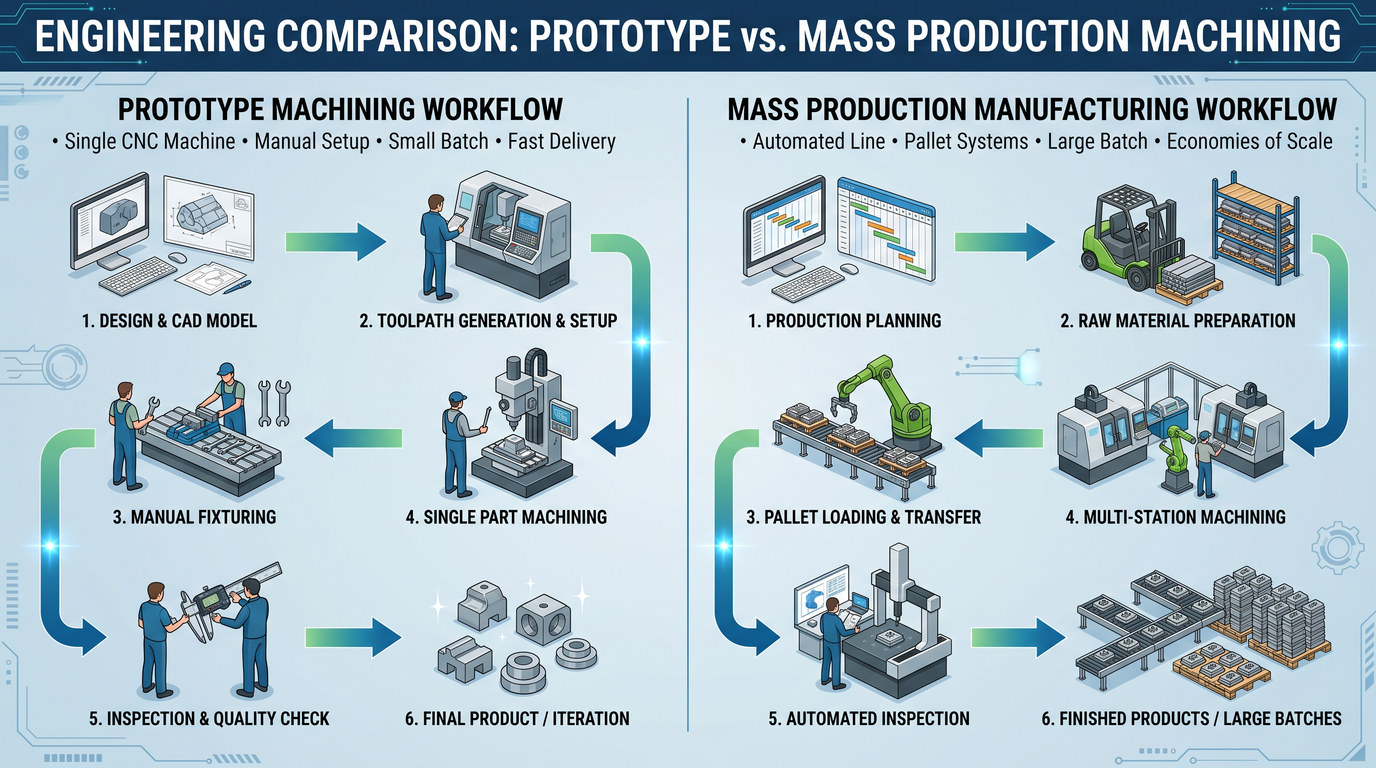
| Faktor | Prototype-ferwurking | Produksjebewerking |
|---|---|---|
| Primêr doel | Falidaasje en testen | Kosteneffisjinsje en stabiliteit |
| Kwantiteit | 1–50 ûnderdielen | 100–100.000+ ûnderdielen |
| Ynfloed op ynstellingskosten | Hiel heech | Ferdield oer batches |
| Optimalisaasje fan syklustiid | Beheind | Útwreide |
| Technyske feroarings | Frekwint | Kontrolearre |
| Ynvestearring yn fixtures | Minimaal | Faak wijd |
| Ynspeksjefrekwinsje | Heger | Proses-kontroleare |
| Kosten per ûnderdiel | Heech | Leger |
Faak foarkommende kostenflaters by prototypeûntwikkeling
Untwerp sûnder produksjeynput
Guon prototype-ûntwerpen jouwe prioriteit oan uterlik of konseptfalidaasje sûnder rekken te hâlden mei de mooglikheid fan produksje.
Dit skept faak:
- Te strakke tolerânsjes
- Dreech tagong ta ark
- Tinne-muorre ynstabiliteit
- Unnedige easken foar oerflakôfwerking
Dizze problemen kinne foar 3 prototype-ûnderdielen net wichtich wêze.
Mar se wurde djoer yn produksje.
Negearjen fan takomstige produksjeskaling
In prototype-ûntwerp moat net allinich meganysk wurkje.
It moat ek produsearber bliuwe op produksjeskaal.
Oars kinne bedriuwen letter te krijen hawwe mei:
- Folsleine werynrjochting fan it apparaat
- Grutte ferhegingen fan 'e ferwurkingskosten
- Opbringststabiliteit
- Problemen mei lange trochrintiid
Dêrom is DFM-feedback tidens prototyping ekstreem weardefol.
Tolerânsjes te folle spesifisearjen
Ien fan 'e meast foarkommende ferburgen kostendriuwers is ûnnedige presyzje.
Bygelyks:
- ±0,005 mm tolerânsjes wêrby't ±0,05 mm genôch is
- Kosmetysk polijsten op ferburgen oerflakken
- Strange easken foar flakheid sûnder funksjonele needsaak
Hegere presyzje betsjut meastal:
- Stadiger ferwurking
- Mear ynspeksje
- Ferhege risiko op skrap
- Hegere produksjekosten
Hoe yngenieurs de totale CNC-produksjekosten ferminderje
Tapasse DFM betiid
Hoe earder de produsearberens wurdt beoardiele, hoe leger de totale kosten meastentiids wurde.
Goede DFM-beoardieling evaluearret:
- Tagonklikens fan ferwurking
- Kompatibiliteit fan arkradius
- Muurdikte
- Materiaal seleksje
- Rasjonalisaasje fan tolerânsje
- Easken foar oerflakôfwerking
Lytse ûntwerpwizigingen yn it begjin kinne letter grutte kostenbesparrings opleverje.
Skiede prototypedoelen fan produksjedoelen
Prototypeprioriteiten en produksjeprioriteiten binne net altyd itselde.
Bygelyks:
| Prototypeprioriteit | Produksjeprioriteit |
|---|---|
| Snelle falidaasje | Stabile werhelberens |
| Snelle iteraasje | Reduksje fan syklustiid |
| Fleksibele ferwurking | Automatisearre effisjinsje |
| Manuele ynspeksje | Proses-kontroleare ynspeksje |
It begripen fan dit ferskil helpt yngenieursteams om bettere besluten oer sourcing te nimmen.
Kies leveransiers mei technyske stipe
Sterke CNC-leveransiers drage mear by as allinich ferwurkingskapasiteit.
Se leverje ek:
- DFM-oanbefellings
- Feedback oer kostenoptimalisaasje
- Advys oer produksjeskalering
- Suggesties foar fixturestrategy
- Materiële alternativen
Dizze gearwurking ferleget de produksjekosten op lange termyn faak signifikant.
Wannear't jo fan prototype nei produksje moatte gean
Tekens dat in ûntwerp klear is foar produksje
In ûnderdiel is meastal klear foar produksjeskalering as:
- Krityske diminsjes wurde validearre
- Gearstallingsprestaasjes binne stabyl
- Technyske revisjes fertrage
- Opbringst wurdt foarsisber
- Leveransierproseskapasiteit wurdt ferifiearre
Te betiid oerskeakelje nei produksje soarget faak foar djoere ynstabiliteit.
Produksjeklearheid fereasket mear as goede ûnderdielen
Sels suksesfolle prototypes kinne noch fereaskje:
- Fixture-optimalisaasje
- Ynspeksjestanderdisearring
- Stúdzjes oer arklibben
- Ferpakkingsûntwikkeling
- Prosesdokumintaasje
Produksjeklearheid is in oergong op systeemnivo.
Net allinich in mylpeal yn ferwurking.
Konklúzje
Prototype CNC-ferwurking en produksje CNC-ferwurking kinne deselde masines brûke.
Mar ekonomysk binne it folslein ferskillende produksjeomjouwings.
Prototype-ferwurking jout prioriteit oan fleksibiliteit, falidaasje en yngenieurssnelheid.
Produksjebewerking jout prioriteit oan stabiliteit, werhelberens en effisjinsje op lange termyn.
Dit ferskil begripe helpt keapers:
- Skat de kosten krekter yn
- Foarkom unrealistyske priisferwachtingen
- Ferbetterje DFM-beslissingen
- Ferminderje skalearproblemen letter
Yn in protte projekten falle de wichtichste produksjebeslissingen lang foardat massaproduksje begjint.
En faak wurde de wiere produksjekosten bepaald tidens de prototypefaze sels.
FAQ
Wêrom is CNC-prototype-ferwurking djoerder?
Prototype-ferwurking bringt meastentiids hegere opstellingskosten, legere ferwurkingseffisjinsje, ekstra yngenieurswurk en lytsere produksjehoeveelheden mei.
Wat wurdt beskôge as CNC-produksje mei leech folume?
CNC-produksje mei leech folume farieart typysk fan 10 oant ferskate hûnderten ûnderdielen, ôfhinklik fan 'e yndustry en tapassing.
Nimt de kosten fan CNC-ferwurking ôf mei folume?
Ja. Hegere produksjevoluminten meitsje ferdieling fan ynstellingskosten, optimalisaasje fan fixtures, automatisearring en bettere ferwurkingseffisjinsje mooglik.
Wat beynfloedet de kosten fan CNC-produksje it meast?
Wichtige kostenfaktoaren omfetsje materiaaltype, ferwurkingstiid, tolerânsjes, oerflakteôfwerking, ynstellingskompleksiteit en produksjekwantiteit.
Hoe kinne yngenieurs de kosten fan CNC-ferwurking ferminderje?
It tapassen fan DFM-prinsipes, it ferienfâldigjen fan geometry, it foarkommen fan ûnnedige tolerânsjes en it betiid plannen fan produksjeskalering kinne de kosten signifikant ferminderje.
Oprop ta aksje
Hawwe jo help nedich by it evaluearjen fan de kosten fan prototype-ferwurking versus produksjekosten foar jo CNC-ûnderdielen?
By Kachi Precision Manufacturing stipet ús yngenieursteam OEM-klanten mei DFM-optimalisaasje, prototype-ferwurking, produksje yn leech folume en skalbere produksjeoplossingen.
Stjoer ús jo tekeningen foar technyske resinsje en offerte-stipe.
Pleatsingstiid: 3 juny 2026





