

Veel kopers zijn verrast wanneer ze hun eerste offerte voor een CNC-prototype ontvangen.
Het onderdeel lijkt misschien eenvoudig.
De materiaalkosten lijken misschien laag.
De bewerkingstijd lijkt misschien niet buitensporig.
Toch is de prijs per stuk vaak veel hoger dan verwacht.
Enkele maanden later wordt hetzelfde onderdeel in productie genomen en dalen de kosten aanzienlijk.
Op het eerste gezicht lijkt dit tegenstrijdig.
Vanuit productieperspectief bezien, hebben prototypebewerking en serieproductie echter totaal verschillende kostenstructuren.
Dat verschil is een van de meest misbegrepen aspecten bij de inkoop van CNC-machines.
Vooral onder startups, hardware-ontwikkelteams en OEM-kopers die voor het eerst producten aanschaffen.
In werkelijkheid is CNC-prototypebewerking niet zomaar "kleinschalige productie".
De prioriteiten binnen de engineering liggen anders.
De opzetstrategie is anders.
Het risiconiveau is anders.
Zelfs de manier waarop machinisten het onderdeel benaderen, kan compleet verschillend zijn.
Het is belangrijk om deze verschillen te begrijpen, omdat veel problemen met de productiekosten al in de prototypefase ontstaan.
Een ontwerp dat werkt voor 5 onderdelen kan extreem duur worden bij 5.000 onderdelen.
Evenzo kan een prototype dat alleen op snelheid is geoptimaliseerd, later tijdens de massaproductie verborgen problemen veroorzaken.
Deze handleiding legt de werkelijke verschillen uit tussen de kosten van CNC-prototypebewerking en de productiekosten, hoe leveranciers de prijs in elke fase berekenen en hoe engineeringteams de totale productiekosten kunnen verlagen nog voordat de productie begint.
Wat is CNC-prototypebewerking?
Prototypebewerking richt zich op validatie.
CNC-bewerking van prototypes wordt voornamelijk gebruikt tijdens de productontwikkeling.
Het doel is doorgaans niet de productie-efficiëntie.
Het doel is validatie.
Inbegrepen:
- Mechanische passing
- Functionele testen
- Assemblageverificatie
- Technische evaluatie
- Bevestiging van uiterlijk
- Ontwerpiteratie
In dit stadium zijn snelheid en flexibiliteit vaak belangrijker dan productieoptimalisatie.
Dat verandert de hele kostenstructuur.
Prototypeprojecten brengen vaak een hoger risico met zich mee.
Het bewerken van prototypes omvat doorgaans:
- Nieuwe geometrieën
- Niet-geverifieerde toleranties
- Experimentele ontwerpen
- Regelmatige herzieningen
- Instabiele documentatie
Vanuit het perspectief van de leverancier creëert dit extra onzekerheid op technisch gebied.
Machinisten moeten vaak het volgende doen:
- Pas de gereedschapsstrategieën aan.
- Programma's handmatig wijzigen
- Optimaliseer de snijpaden tijdens het bewerken.
- Los onvoorziene problemen op.
Dit verlengt de insteltijd aanzienlijk in vergelijking met repetitieve productie.
Wat is CNC-productiebewerking?
Bij productiebewerking staat stabiliteit voorop.
Zodra een ontwerp is gevalideerd, veranderen de prioriteiten in de productie.
Productiebewerking richt zich op:
- Herhaalbaarheid
- Verkorting van de cyclustijd
- Processtabiliteit
- Opbrengstoptimalisatie
- Kostenefficiëntie
- Leveringsconsistentie
In dit stadium zijn de bewerkingsprogramma's al getest en verfijnd.
De leverancier is het onderdeel niet langer aan het "leren".
Dat alleen al verlaagt de productiekosten aanzienlijk.
Schaalvoordelen beginnen ertoe te doen
Productieomgevingen stellen leveranciers in staat om te optimaliseren:
- Armatuursystemen
- Levensduurbeheer van gereedschap
- Materiaalgebruik
- Batchplanning
- Machinegebruik
- Inspectiewerkprocessen
Deze efficiëntieverbeteringen verlagen de kosten per onderdeel op de lange termijn.
Vooral bij middelgrote tot grote productievolumes.
Waarom CNC-bewerking van prototypes per onderdeel duurder is

De kosten voor de engineeringopzet worden over minder onderdelen verdeeld.
Een van de grootste kostenposten bij de productie van prototypes is de insteltijd.
Voordat de bewerking begint, moeten leveranciers mogelijk het volgende doen:
- CAD-bestanden controleren
- Analyseer de maakbaarheid
- Maak bewerkingsprogramma's aan
- Bereid de armaturen voor
- Selecteer gereedschap
- Controleer inspectiemethoden
Deze engineeringkosten zijn van toepassing, ongeacht of de klant het volgende bestelt:
- 1 deel
- 5 delen
- 500 onderdelen
Bij kleine aantallen worden de opstartkosten verdeeld over een zeer klein aantal eenheden.
Dat verhoogt de prijs per stuk aanzienlijk.
De bewerkingsefficiëntie is doorgaans lager.
Bij de fabricage van prototypes wordt vaak efficiëntie opgeofferd voor flexibiliteit.
Bijvoorbeeld:
- Conservatieve snijparameters
- Aanvullende handmatige inspectie
- Meerdere instelmogelijkheden
- Verminderde automatisering
- Extra technische verificatie
Leveranciers geven prioriteit aan risicobeperking in plaats van productiesnelheid.
De materiaalverspilling is vaak hoger.
De oplage van prototypes optimaliseert mogelijk niet het grondstoffengebruik.
Bijvoorbeeld:
- Voor slechts enkele onderdelen zijn mogelijk volledige materiaalspecificaties nodig.
- Standaard voorraadmaten kunnen leiden tot overtollig afval.
- Voor specialistische materialen voor de lucht- en ruimtevaart kunnen minimale afnamevereisten gelden.
Dit komt met name vaak voor bij:
- Titanium
- Inconel
- Technische kunststoffen
- Aluminiumlegeringen voor de lucht- en ruimtevaart
Waarom CNC-bewerking voor productie minder kost

Stabiele programma's verkorten de bewerkingstijd.
Zodra de bewerkingsstrategieën zijn gevalideerd, kunnen leveranciers optimaliseren:
- Gereedschapspaden
- Snijsnelheden
- Armatuurpositionering
- Machinesequencing
Het verkorten van de cyclustijd wordt een belangrijk aandachtspunt.
Zelfs kleine verbeteringen zijn van belang voor de productie.
Het verkorten van de cyclustijd met 30 seconden kan jaarlijks honderden productie-uren besparen.
Armaturen worden efficiënter
Bij de productie van machinale bewerkingen investeren leveranciers vaak in specifieke opspaninrichtingen.
Deze onderdelen zijn verbeterd:
- Positioneringsnauwkeurigheid
- Instelsnelheid
- Consistentie van de operator
- Efficiëntie van de bewerking van meerdere onderdelen
Investeringen in vaste installaties kunnen de initiële projectkosten enigszins verhogen, maar verlagen de kostprijs per eenheid op de lange termijn aanzienlijk.
Automatisering wordt economisch haalbaar.
Bij hogere productievolumes kunnen leveranciers het volgende introduceren:
- Palletsystemen
- Robotgestuurd laden
- Geautomatiseerd aftasten
- Levensduurbewaking van gereedschap
- ERP-planningssystemen
Deze systemen verbeteren de productie-efficiëntie en -consistentie.
Maar ze zijn doorgaans alleen financieel rendabel bij grotere volumes.
Vergelijking van de kosten van een CNC-prototype versus een productiemodel
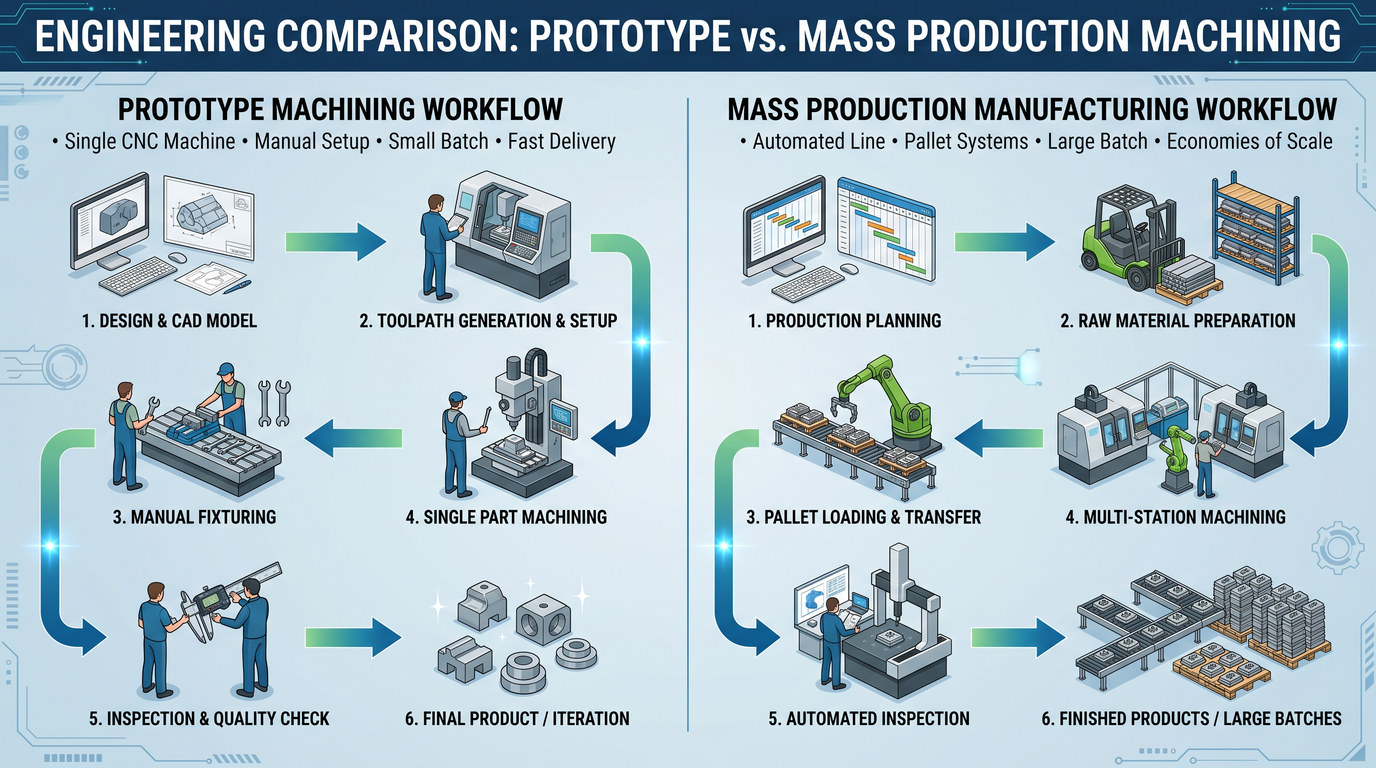
| Factor | Prototypebewerking | Productiebewerking |
|---|---|---|
| Hoofddoel | Validatie en testen | Kostenefficiëntie en stabiliteit |
| Hoeveelheid | 1–50 onderdelen | 100–100.000+ onderdelen |
| Impact van de opstartkosten | Zeer hoog | Verdeeld over batches |
| Cyclustijdoptimalisatie | Beperkt | Uitgebreid |
| Technische wijzigingen | Vaak | Gecontroleerd |
| Investering in armaturen | Minimaal | Vaak toegewijd |
| Inspectiefrequentie | Hoger | Procesgestuurd |
| Kosten per onderdeel | Hoog | Lager |
Veelvoorkomende kostenfouten tijdens de prototypeontwikkeling
Ontwerpen zonder input van de productie
Bij sommige prototypeontwerpen ligt de nadruk op uiterlijk of conceptvalidatie, zonder rekening te houden met de produceerbaarheid.
Dit leidt vaak tot:
- Te krappe toleranties
- Moeilijke toegang tot gereedschap
- Dunwandige instabiliteit
- Onnodige eisen aan de oppervlakteafwerking
Deze problemen zijn mogelijk niet relevant voor 3 prototypeonderdelen.
Maar de productie ervan wordt duur.
Toekomstige schaalvergroting van de productie negeren
Een prototypeontwerp moet niet alleen mechanisch functioneren.
Het moet ook op productieschaal produceerbaar blijven.
Anders kunnen bedrijven later te maken krijgen met:
- Complete herinrichting van de armaturen
- Aanzienlijke stijgingen van de bewerkingskosten
- Opbrengstinstabiliteit
- Problemen met lange doorlooptijden
Daarom is DFM-feedback tijdens het prototypen zo waardevol.
Te hoge tolerantiespecificaties
Een van de meest voorkomende verborgen kostenfactoren is onnodige precisie.
Bijvoorbeeld:
- Toleranties van ±0,005 mm waar ±0,05 mm voldoende is.
- Cosmetisch polijsten van verborgen oppervlakken
- Strikte vlakheidseisen zonder functionele noodzaak
Een hogere precisie betekent meestal:
- Langzamere bewerking
- Nader onderzoek
- Verhoogd risico op schroot
- Hogere productiekosten
Hoe ingenieurs de totale productiekosten van CNC-machines verlagen
Dien DFM vroegtijdig in
Hoe eerder de produceerbaarheid wordt beoordeeld, hoe lager de totale kosten doorgaans zullen zijn.
Een goede DFM-review beoordeelt:
- Toegankelijkheid van de bewerking
- Compatibiliteit van de gereedschapsradius
- Wanddikte
- Materiaalselectie
- Rationalisatie van tolerantie
- Vereisten voor oppervlakteafwerking
Kleine ontwerpwijzigingen in een vroeg stadium kunnen later tot aanzienlijke kostenbesparingen leiden.
Scheid de doelstellingen van het prototype van de doelstellingen van de productie.
De prioriteiten voor prototypes en de prioriteiten voor de productie zijn niet altijd gelijk.
Bijvoorbeeld:
| Prioriteit voor prototypes | Productieprioriteit |
|---|---|
| Snelle validatie | Stabiele herhaalbaarheid |
| Snelle iteratie | Verkorting van de cyclustijd |
| Flexibele bewerking | Geautomatiseerde efficiëntie |
| Handmatige inspectie | Procesgestuurde inspectie |
Het begrijpen van dit verschil helpt engineeringteams betere inkoopbeslissingen te nemen.
Kies leveranciers met technische ondersteuning.
Sterke CNC-leveranciers dragen meer bij dan alleen bewerkingscapaciteit.
Ze bieden ook het volgende aan:
- DFM-aanbevelingen
- Feedback over kostenoptimalisatie
- Advies over het opschalen van de productie
- Suggesties voor wedstrijdstrategie
- Materiaalalternatieven
Deze samenwerking verlaagt de productiekosten op lange termijn vaak aanzienlijk.
Wanneer over te stappen van prototype naar productie?
Teken dat een ontwerp klaar is voor productie
Een onderdeel is doorgaans klaar voor productie op grotere schaal wanneer:
- Kritische afmetingen worden gevalideerd.
- De assemblageprestaties zijn stabiel.
- Technische herzieningen verlopen trager.
- De opbrengst wordt voorspelbaar.
- De procescapaciteit van de leverancier wordt geverifieerd.
Te vroeg overgaan tot productie leidt vaak tot kostbare instabiliteit.
Productiebereidheid vereist meer dan alleen goede onderdelen.
Zelfs succesvolle prototypes vereisen mogelijk nog het volgende:
- Armatuuroptimalisatie
- Standaardisatie van inspecties
- Levensduurstudies van gereedschap
- Verpakkingsontwikkeling
- Procesdocumentatie
Productiegereedheid is een transitie op systeemniveau.
Niet zomaar een mijlpaal in de machinebouw.
Conclusie
Voor het CNC-bewerken van prototypes en het CNC-bewerken van productiemodellen kunnen dezelfde machines worden gebruikt.
Maar economisch gezien zijn het totaal verschillende productieomgevingen.
Bij de productie van prototypes ligt de nadruk op flexibiliteit, validatie en snelheid van de engineering.
Bij productiebewerking ligt de nadruk op stabiliteit, herhaalbaarheid en efficiëntie op lange termijn.
Het begrijpen van dit verschil helpt kopers:
- Kosten nauwkeuriger inschatten
- Vermijd onrealistische prijsverwachtingen.
- Verbeter DFM-beslissingen
- Verminder schaalproblemen later.
Bij veel projecten worden de belangrijkste productiebeslissingen genomen lang voordat de massaproductie begint.
En vaak worden de werkelijke productiekosten al in de prototypefase vastgesteld.
Veelgestelde vragen
Waarom is CNC-prototypebewerking duurder?
Het bewerken van prototypes brengt doorgaans hogere instelkosten, een lagere bewerkingsefficiëntie, extra engineeringwerk en kleinere productieaantallen met zich mee.
Wat wordt verstaan onder CNC-productie in kleine volumes?
CNC-productie in kleine series varieert doorgaans van 10 tot enkele honderden onderdelen, afhankelijk van de branche en de toepassing.
Dalen de kosten van CNC-bewerking bij toenemende productievolumes?
Ja. Hogere productievolumes maken een betere verdeling van de instelkosten, optimalisatie van de mallen, automatisering en een hogere bewerkingsefficiëntie mogelijk.
Wat heeft de grootste invloed op de productiekosten van CNC-machines?
Belangrijke kostenfactoren zijn onder meer het materiaalsoort, de bewerkingstijd, toleranties, oppervlakteafwerking, de complexiteit van de instelling en de productiehoeveelheid.
Hoe kunnen ingenieurs de kosten van CNC-bewerking verlagen?
Door DFM-principes toe te passen, de geometrie te vereenvoudigen, onnodige toleranties te vermijden en vroegtijdig te plannen voor productieschaalvergroting, kunnen de kosten aanzienlijk worden verlaagd.
CTA
Heeft u hulp nodig bij het evalueren van de kosten voor het bewerken van prototypes versus de productiekosten voor uw CNC-onderdelen?
Bij Kachi Precision Manufacturing ondersteunt ons engineeringteam OEM-klanten met DFM-optimalisatie, prototypebewerking, productie in kleine series en schaalbare productieoplossingen.
Stuur ons uw tekeningen voor technische beoordeling en offerteondersteuning.
Geplaatst op: 3 juni 2026





