

多くの購入者は、初めてCNCプロトタイプの見積もりを受け取ったときに驚きます。
その部分は単純に見えるかもしれない。
材料費は安く見えるかもしれない。
加工時間はそれほど長くは見えないかもしれない。
しかし、単価は予想をはるかに上回る場合が多い。
そして数か月後、同じ部品が量産体制に入ると、コストは大幅に低下する。
一見すると、これは矛盾しているように思える。
しかし、製造の観点から見ると、試作品加工と量産加工は、全く異なるコスト構造で運用されている。
その違いは、CNC加工の調達において最も誤解されている点の1つである。
特に、スタートアップ企業、ハードウェア開発チーム、そして初めてOEM製品を購入する企業の間で顕著です。
実際には、CNCプロトタイプ加工は単なる「少量生産」ではない。
エンジニアリング上の優先順位が異なる。
セットアップ戦略が異なる。
リスクレベルが異なります。
機械工が部品にアプローチする方法さえ、全く異なる場合がある。
これらの違いを理解することは重要です。なぜなら、製造コストに関する問題の多くは、試作品の段階で発生するからです。
部品点数が5点の場合に有効な設計でも、5,000点になると非常に高価になる可能性がある。
同様に、速度だけを最適化した試作品は、量産段階で後々隠れた問題を引き起こす可能性がある。
このガイドでは、CNCプロトタイプ加工コストと量産コストの実際の違い、サプライヤーが各段階でどのように価格を算出するか、そしてエンジニアリングチームが生産開始前に総製造コストを削減する方法について説明します。
CNCプロトタイプ加工とは何ですか?
試作品加工は検証に重点を置く
プロトタイプCNC加工は、主に製品開発段階で使用されます。
目標は通常、製造効率の向上ではない。
目的は検証である。
含む:
- 機械的嵌合
- 機能テスト
- アセンブリ検証
- エンジニアリング評価
- 外見確認
- 設計反復
この段階では、生産性の最適化よりも、スピードと柔軟性が重要視されることが多い。
それはコスト構造全体を変えることになる。
プロトタイププロジェクトは、しばしばより高いリスクを伴う。
試作品の機械加工には通常、以下の工程が含まれます。
- 新しい形状
- 未検証の許容範囲
- 実験計画
- 頻繁な改訂
- ドキュメントが不安定です
供給側の視点から見ると、これはエンジニアリング上の不確実性をさらに高めることになる。
機械工はしばしば以下のことを必要とします。
- ツール戦略を調整する
- プログラムを手動で変更する
- 機械加工中の切削経路を最適化する
- 予期せぬ問題のトラブルシューティング
これは、繰り返し生産作業と比較して、セットアップ時間を大幅に増加させる。
CNC生産加工とは何ですか?
生産機械加工は安定性を最優先する
設計が承認されると、製造の優先順位が変わる。
生産機械加工の重点分野:
- 再現性
- サイクルタイムの短縮
- プロセス安定性
- 歩留まり最適化
- コスト効率
- 配達の一貫性
この段階では、加工プログラムはすでにテストされ、改良されています。
サプライヤーはもはやその部品について「学習」していない。
それだけでも製造コストを大幅に削減できる。
規模の経済が重要になり始める
生産環境により、サプライヤーは以下を最適化できます。
- 固定具システム
- 工具寿命管理
- 材料利用
- バッチスケジューリング
- 機械稼働率
- 検査ワークフロー
これらの効率化により、部品あたりのコストは長期的に削減される。
特に中量から大量生産の場合。
試作品のCNC加工は部品1個あたりのコストが高くなる理由

エンジニアリングの初期費用は、より少ない部品に分散される。
試作品加工における最大のコスト要因の一つは、段取り時間である。
加工を開始する前に、サプライヤーは以下のことを行う必要がある場合があります。
- CADファイルをレビューする
- 製造可能性を分析する
- 機械加工プログラムを作成する
- 治具を準備する
- 工具を選択
- 検査方法を確認する
これらのエンジニアリング費用は、顧客が以下の注文をした場合でも発生します。
- 1部
- 5つの部分
- 500個の部品
少量生産の場合、セットアップ費用はごく少数のユニットに分散される。
それは単価を大幅に上昇させる。
加工効率は通常低い
試作品の機械加工では、柔軟性を優先するあまり、効率性を犠牲にすることが多い。
例えば:
- 保守的な切削パラメータ
- 追加の手動検査
- 複数の設定調整
- 自動化の削減
- 追加のエンジニアリング検証
サプライヤーは生産速度よりもリスク低減を優先する。
材料の無駄はしばしば多い
試作品の数量では、原材料の使用効率が最適化されない可能性がある。
例えば:
- 部品によっては、完全な材料シートが必要になる場合があります。
- 標準在庫サイズでは、過剰な廃棄物が発生する可能性がある
- 特殊な航空宇宙材料には最低購入数量が設定されている場合があります。
これは特に以下のような場合によく見られます。
- チタン
- インコネル
- エンジニアリングプラスチック
- 航空宇宙用アルミニウム合金
生産用CNC加工のコストが低い理由

安定したプログラムにより加工時間が短縮されます
加工戦略が検証されると、サプライヤーは以下を最適化できます。
- ツールパス
- 切断速度
- 治具の位置決め
- 機械シーケンス
サイクルタイムの短縮が主要な焦点となる。
生産性においては、たとえ小さな改善でも重要である。
サイクルタイムを30秒短縮することで、年間数百時間の生産時間を節約できる可能性がある。
照明器具の効率が向上する
生産加工において、サプライヤーは専用治具に投資することが多い。
これらの備品は以下を改善します:
- 位置決め精度
- セットアップ速度
- オペレーターの一貫性
- 複数部品加工の効率
設備投資は初期プロジェクト費用を若干増加させる可能性があるが、長期的な単位コストを大幅に削減する。
自動化が経済的に実現可能になる
生産量を増やす場合、サプライヤーは以下のような対策を講じる可能性があります。
- パレットシステム
- ロボットによる積載
- 自動プロービング
- 工具寿命監視
- ERPスケジューリングシステム
これらのシステムは、生産効率と一貫性を向上させます。
しかし、それらは通常、大量購入の場合に限り経済的に理にかなう。
試作品と量産品のCNCコスト比較
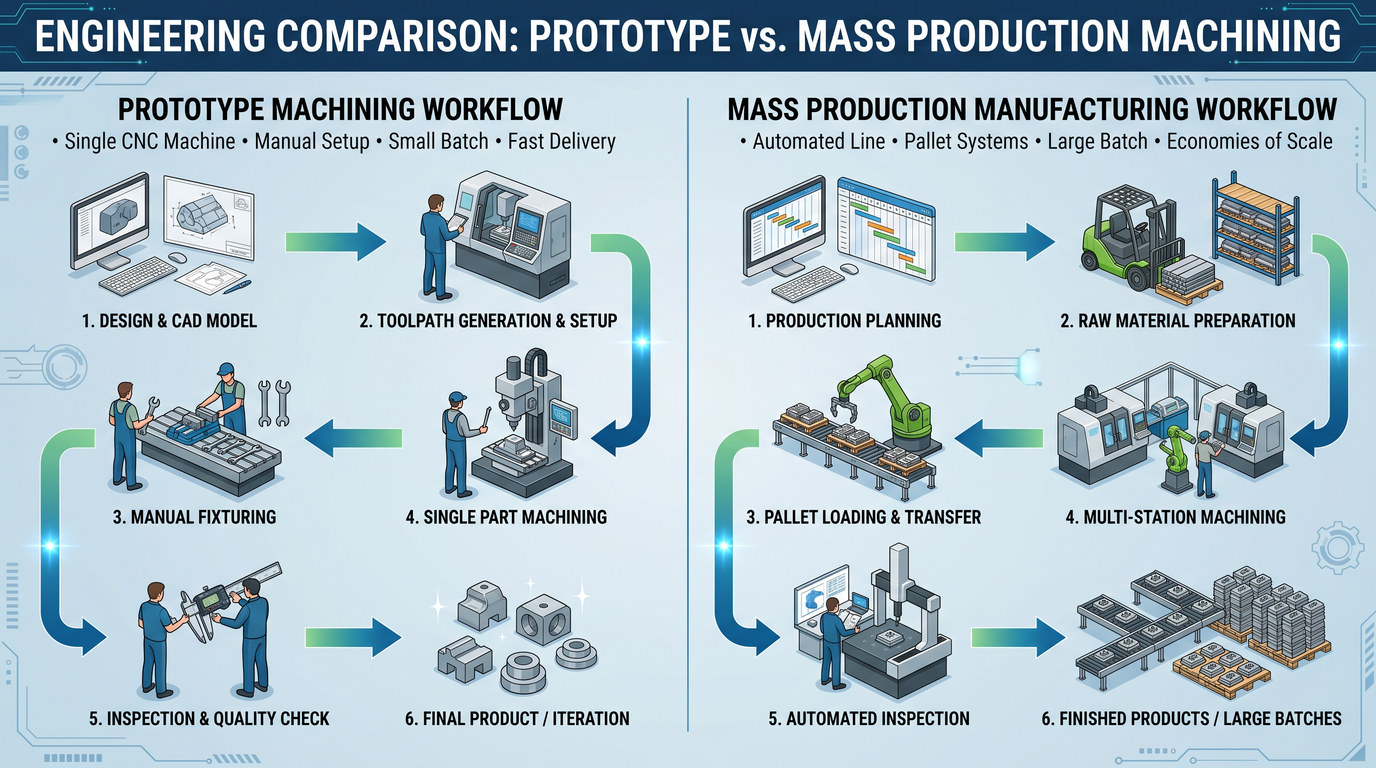
| 要素 | 試作品加工 | 生産機械加工 |
|---|---|---|
| 主な目標 | 検証とテスト | コスト効率と安定性 |
| 量 | 1~50個 | 100~10万個以上の部品 |
| セットアップ費用への影響 | 非常に高い | バッチに分散 |
| サイクルタイム最適化 | 限定 | 広範囲にわたる |
| エンジニアリング変更 | 頻繁 | 制御された |
| 設備投資 | ミニマル | しばしば献身的 |
| 点検頻度 | より高い | プロセス制御 |
| 部品あたりのコスト | 高い | より低い |
プロトタイプ開発におけるよくあるコストミス
製造工程を考慮しない設計
プロトタイプの設計の中には、製造の実現可能性を考慮せずに、外観やコンセプトの検証を優先するものがある。
これはしばしば次のような結果をもたらします。
- 過度に厳しい公差
- 工具へのアクセスが困難
- 薄肉不安定性
- 不必要な表面仕上げ要件
これらの問題は、3つの試作品部品には影響しない可能性がある。
しかし、それらは製造コストが高くなる。
将来の生産規模拡大を無視する
プロトタイプの設計は、機械的に機能するだけでなく、
また、量産規模での製造可能性も維持されるべきである。
さもなければ、企業は後々次のような事態に直面する可能性がある。
- 照明器具の全面的な再設計
- 機械加工コストの大幅な増加
- 収量不安定性
- リードタイムが長いことによる問題
だからこそ、プロトタイプ作成段階におけるDFM(製造性設計)に関するフィードバックは非常に価値があるのです。
許容誤差の過剰指定
最も一般的な隠れたコスト要因の一つは、不必要な精度である。
例えば:
- ±0.005 mmの公差(±0.05 mmで十分な場合)
- 隠れた表面の化粧磨き
- 機能的な必要性のない厳しい平面度要件
より高い精度とは、通常次のようなことを意味します。
- 加工速度が遅い
- さらなる検査
- スクラップリスクの増加
- 生産コストの上昇
エンジニアがCNC製造コスト全体を削減する方法
DFMを早期に適用する
製造可能性の検討を早期に行うほど、総コストは通常低くなる。
優れたDFMレビューでは、以下を評価します。
- 機械加工の容易性
- 工具半径の互換性
- 壁厚
- 材料の選択
- 寛容性の合理化
- 表面仕上げ要件
初期段階での小さな設計変更が、後々の大きなコスト削減につながる可能性がある。
試作段階の目標と量産段階の目標を分ける
試作品の優先順位と量産品の優先順位は、必ずしも一致するとは限らない。
例えば:
| プロトタイプの優先順位 | 生産優先順位 |
|---|---|
| 高速検証 | 安定した再現性 |
| 迅速な反復 | サイクルタイムの短縮 |
| フレキシブル加工 | 自動化された効率性 |
| 手動検査 | 工程管理された検査 |
この違いを理解することで、エンジニアリングチームはより良い調達決定を下せるようになる。
エンジニアリングサポートを提供するサプライヤーを選ぶ
優れたCNCサプライヤーは、加工能力以上の価値を提供する。
また、以下のサービスも提供しています。
- DFMの推奨事項
- コスト最適化に関するフィードバック
- 生産規模拡大に関するアドバイス
- 試合日程戦略に関する提案
- 代替材料
このような協力関係は、長期的な製造コストを大幅に削減することが多い。
プロトタイプから製品化への移行時期
デザインが生産準備完了の兆候
部品が量産規模拡大の準備が整ったと判断されるのは、通常以下の条件を満たしている場合です。
- 重要な側面が検証されています
- 組み立て性能は安定している
- エンジニアリングの改訂が遅れる
- 収益が予測可能になる
- サプライヤーのプロセス能力が検証されています
生産開始を早すぎると、高額な不安定性を招くことが多い。
生産準備には良質な部品以上のものが必要だ
成功したプロトタイプであっても、以下の要件を満たす必要がある場合があります。
- 治具の最適化
- 検査の標準化
- 工具寿命研究
- パッケージ開発
- プロセス文書化
生産準備とは、システムレベルの移行のことである。
単なる機械加工における画期的な出来事ではない。
結論
試作品のCNC加工と量産用のCNC加工では、同じ機械を使用する場合があります。
しかし、経済的な観点から見ると、両者は全く異なる製造環境である。
試作品加工では、柔軟性、検証性、およびエンジニアリングのスピードが最優先事項となる。
生産加工においては、安定性、再現性、そして長期的な効率性が最優先事項となる。
この違いを理解することで、購入者は以下のメリットを得られます。
- コストをより正確に見積もる
- 非現実的な価格設定は避ける
- DFMの意思決定を改善する
- 後々のスケーリング問題を軽減する
多くのプロジェクトにおいて、最も重要な製造上の決定は、量産開始のはるか以前に行われる。
そして多くの場合、真の生産コストは試作品の段階で決定される。
よくある質問
CNCによる試作品加工はなぜ高価なのか?
試作品の機械加工は通常、高いセットアップコスト、低い加工効率、追加のエンジニアリング作業、そして少ない生産量といった特徴を持つ。
少量生産のCNC加工とはどのようなものですか?
少量生産のCNC加工は、業界や用途によって異なりますが、一般的には10個から数百個の部品を生産する規模です。
CNC加工のコストは、生産量が増えるにつれて減少しますか?
はい。生産量が増えると、セットアップコストの分散、治具の最適化、自動化、そして加工効率の向上が可能になります。
CNC加工の生産コストに最も影響を与える要因は何ですか?
主なコスト要因としては、材料の種類、加工時間、公差、表面仕上げ、段取りの複雑さ、生産量などが挙げられる。
エンジニアはどのようにしてCNC加工コストを削減できるのか?
DFM(設計製造性)の原則を適用し、形状を簡素化し、不必要な公差を避け、生産規模の拡大を早期に計画することで、コストを大幅に削減できます。
CTA
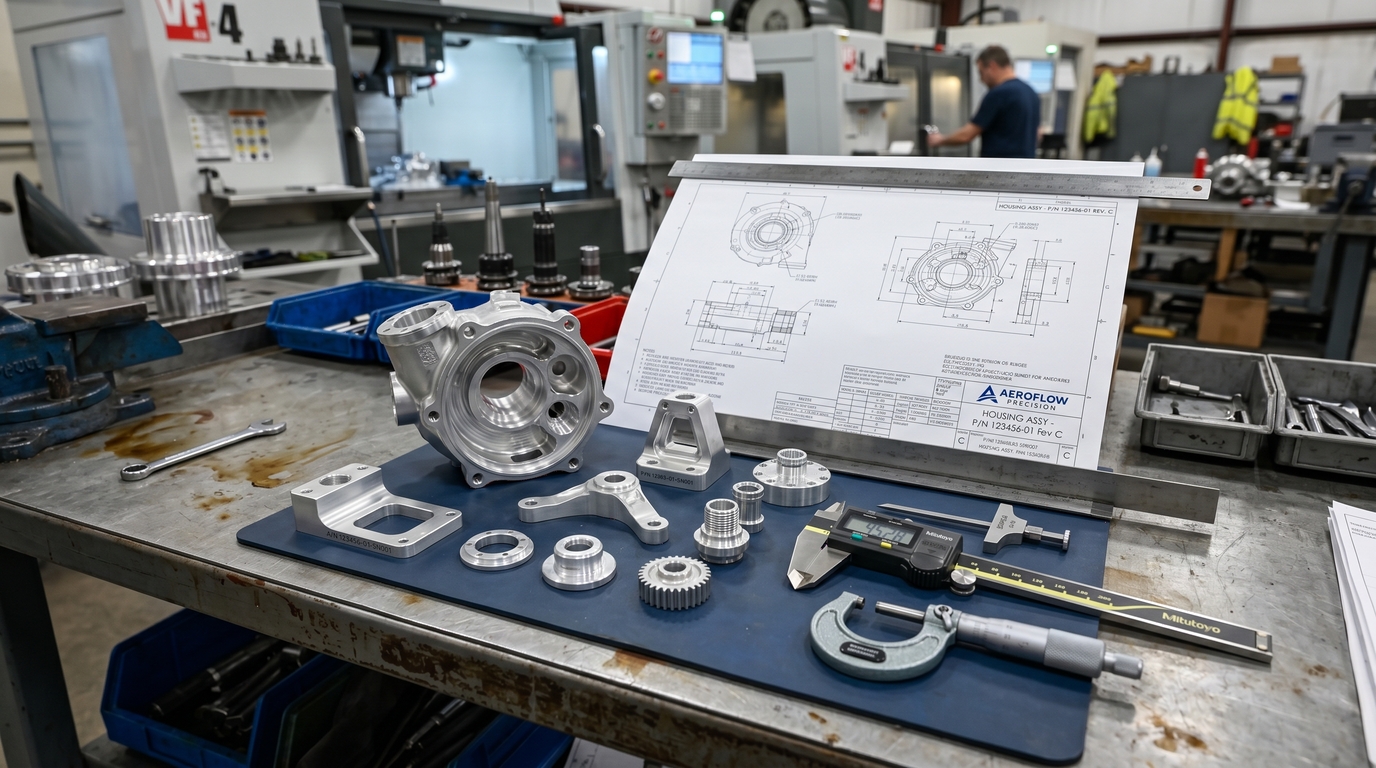
CNC部品の試作加工コストと量産コストの比較評価でお困りですか?
Kachi Precision Manufacturingでは、当社のエンジニアリングチームが、OEM顧客に対し、DFM最適化、試作品加工、少量生産、拡張可能な製造ソリューションを提供しています。
図面をお送りいただければ、技術レビューと見積もり作成をサポートいたします。
投稿日時:2026年6月3日





