

Multaj aĉetantoj surpriziĝas kiam ili ricevas sian unuan CNC-prototipan oferton.
La parto povas aspekti simpla.
La materiala kosto povas ŝajni malalta.
La maŝinadotempo eble ne ŝajnas troa.
Tamen la unuoprezo ofte estas multe pli alta ol atendita.
Tiam, monatojn poste, la sama parto eniras produktadon — kaj la kosto signife malaltiĝas.
Unuavide, tio ŝajnas nekonsekvenca.
Sed el fabrikada perspektivo, prototipa maŝinado kaj produktada maŝinado funkcias sub tre malsamaj kostostrukturoj.
Tiu diferenco estas unu el la plej miskomprenitaj areoj en CNC-akirado.
Precipe inter noventreprenoj, aparataraj evoluigteamoj, kaj unuafojaj OEM-aĉetantoj.
En realeco, CNC-prototipmaŝinado ne estas simple "malgrandkvanta produktado".
La inĝenieraj prioritatoj estas malsamaj.
La aranĝa strategio estas malsama.
La riskonivelo estas malsama.
Eĉ la maniero kiel maŝinistoj alproksimiĝas al la parto povas esti tute malsama.
Kompreni ĉi tiujn diferencojn estas grave ĉar multaj problemoj pri fabrikadaj kostoj komenciĝas dum la prototipa stadio.
Dezajno kiu funkcias por 5 partoj povas fariĝi ekstreme multekosta je 5,000 partoj.
Simile, prototipo optimumigita nur por rapideco povas krei kaŝitajn problemojn poste dum amasproduktado.
Ĉi tiu gvidilo klarigas la realajn diferencojn inter la kosto de CNC-prototipa maŝinado kaj la produktokosto, kiel provizantoj kalkulas prezojn en ĉiu etapo, kaj kiel inĝenieraj teamoj povas redukti la totalan produktokoston antaŭ ol la produktado eĉ komenciĝas.
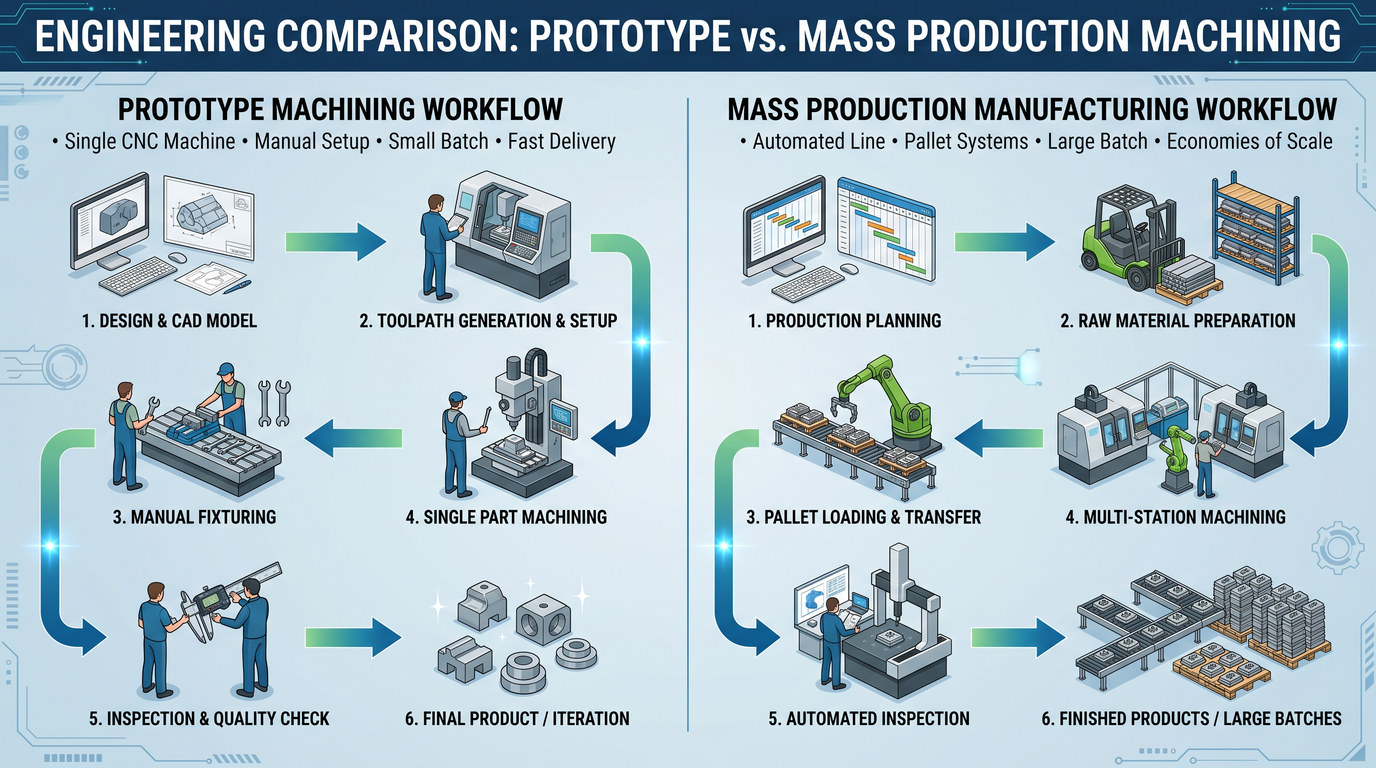
Kio estas CNC-prototipa maŝinado?
Prototipa Maŝinado Fokusiĝas sur Validigo
Prototipa CNC-maŝinado estas ĉefe uzata dum produkta disvolviĝo.
La celo kutime ne estas produktadefikeco.
La celo estas validigo.
Inkluzive de:
- Mekanika konveno
- Funkcia testado
- Asemblea konfirmo
- Inĝeniera taksado
- Aperkonfirmo
- Dezajna iteracio
En ĉi tiu stadio, rapideco kaj fleksebleco ofte estas pli gravaj ol produktadooptimigo.
Tio ŝanĝas la tutan kostostrukturon.
Prototipaj Projektoj Ofte Implikas Pli Altan Riskon
Prototipa maŝinado kutime implikas:
- Novaj geometrioj
- Nekonfirmitaj tolerancoj
- Eksperimentaj dezajnoj
- Oftaj revizioj
- Malstabila dokumentado
El la perspektivo de provizanto, tio kreas plian inĝenieran necertecon.
Maŝinistoj ofte bezonas:
- Adaptu ilajn strategiojn
- Modifi programojn permane
- Optimigu tranĉvojojn dum maŝinado
- Solvi neantaŭviditajn problemojn
Tio signife plilongigas la aranĝtempon kompare kun ripeta produktadlaboro.
Kio estas CNC-Produktada Maŝinado?
Produktada Maŝinado Prioritatas Stabilecon
Post kiam dezajno estas validigita, fabrikadaj prioritatoj ŝanĝiĝas.
Produktada maŝinado fokusiĝas al:
- Ripeteblo
- Ciklotempo-redukto
- Proceza stabileco
- Rendimento-optimigo
- Kostefikeco
- Konsekvenco de liverado
En ĉi tiu stadio, maŝinadprogramoj jam estas testitaj kaj rafinitaj.
La provizanto jam ne "lernas" la parton.
Tio sole konsiderinde reduktas la fabrikadkoston.
Ekonomioj de Skalo Komencas Gravi
Produktadaj medioj permesas al provizantoj optimumigi:
- Fiksaĵsistemoj
- Administrado de ilvivo
- Materiala utiligo
- Aro-planado
- Maŝina utiligo
- Inspektaj laborfluoj
Ĉi tiuj efikecoj reduktas koston po parto laŭlonge de la tempo.
Precipe en meza-ĝis-alta volumena produktado.
Kial Prototipa CNC-Maŝinado Kostas Pli Po Parto

La kosto de inĝenieristika agordo estas distribuita inter malpli da partoj
Unu el la plej grandaj kostofaktoroj en prototipa maŝinado estas la aranĝo.
Antaŭ ol komenciĝas maŝinado, provizantoj eble bezonos:
- Revizii CAD-dosierojn
- Analizu produkteblecon
- Krei maŝinadprogramojn
- Preparu fiksaĵojn
- Elektu ilaron
- Kontrolu inspektajn metodojn
Ĉi tiuj inĝenieraj kostoj ekzistas sendepende de tio, ĉu la kliento mendas:
- 1 parto
- 5 partoj
- 500 partoj
Por malgrandaj kvantoj, la starigkosto estas distribuita inter tre malmultaj unuoj.
Tio draste pliigas la unuoprezon.
Maŝinado-efikeco estas kutime pli malalta
Prototipa maŝinado ofte oferas efikecon por fleksebleco.
Ekzemple:
- Konservativaj tranĉparametroj
- Plia mana inspektado
- Multoblaj agordaj alĝustigoj
- Reduktita aŭtomatigo
- Ekstra inĝeniera konfirmo
Provizantoj prioritatigas riskoredukton anstataŭ produktadrapidecon.
Materiala Malŝparo Ofte Estas Pli Alta
Prototipaj kvantoj eble ne optimumigas la uzadon de krudmaterialo.
Ekzemple:
- Plenaj materialfolioj povas esti bezonataj nur por kelkaj partoj
- Normaj kvantoj de stoko povas krei troan malŝparon
- Specialaj aerspacaj materialoj povas havi minimumajn aĉetpostulojn
Ĉi tio estas aparte ofta ĉe:
- Titanio
- Inkonel
- Inĝenieraj plastoj
- Aerospacaj aluminiaj alojoj
Kial Produktado CNC-Maŝinado Kostas Malpli

Stabilaj Programoj Malpliigas Maŝinadotempon
Post kiam maŝinprilaboraj strategioj estas validigitaj, provizantoj povas optimumigi:
- Ilo-vojoj
- Tranĉrapidoj
- Fiksaĵa poziciigado
- Maŝina sekvencado
Redukto de ciklotempo fariĝas grava fokuso.
Eĉ malgrandaj plibonigoj gravas en produktado.
Redukti la ciklotempon je 30 sekundoj povus ŝpari centojn da produktadhoroj ĉiujare.
Fiksaĵoj Fariĝas Pli Efikaj
En produktada maŝinado, provizantoj ofte investas en dediĉitajn fiksaĵojn.
Ĉi tiuj fiksaĵoj plibonigas:
- Poziciiga precizeco
- Agorda rapido
- Konsistenco de funkciigisto
- Efikeco de plurparta maŝinado
Investo en fiksaĵoj povas iomete pliigi la komencan projektokoston sed signife reduktas longdaŭran unuokoston.
Aŭtomatigo fariĝas ekonomie realigebla
Por pli altaj produktadvolumoj, provizantoj povas enkonduki:
- Paledaj sistemoj
- Robota ŝarĝado
- Aŭtomata sondado
- Monitorado de ilvivo
- ERP-planadsistemoj
Ĉi tiuj sistemoj plibonigas produktadan efikecon kaj konstantecon.
Sed ili kutime nur havas finance sencon ĉe pli grandaj volumoj.
Prototipo kontraŭ Produktado CNC Kosto Komparo
| Faktoro | Prototipa Maŝinado | Produktada Maŝinado |
|---|---|---|
| Ĉefa Celo | Validigo kaj testado | Kostefikeco kaj stabileco |
| Kvanto | 1–50 partoj | 100–100,000+ partoj |
| Efiko pri Agordaj Kostoj | Tre alta | Distribuita tra aroj |
| Ciklotempa Optimigo | Limigita | Ampleksa |
| Inĝenieraj Ŝanĝoj | Ofta | Kontrolita |
| Fiksaĵa Investo | Minimuma | Ofte dediĉita |
| Inspekta Ofteco | Pli alta | Procez-kontrolita |
| Kosto Po Parto | Alta | Pli malalta |
Oftaj Kosteraroj Dum Prototipa Disvolviĝo
Dezajnado Sen Fabrikada Enigaĵo
Kelkaj prototipaj dezajnoj prioritatigas aspekton aŭ konceptovalidumadon sen konsideri produktadfareblecon.
Tio ofte kreas:
- Troe striktaj tolerancoj
- Malfacila aliro al iloj
- Maldikmura malstabileco
- Nenecesaj postuloj pri surfaca finpoluro
Ĉi tiuj problemoj eble ne gravas por 3 prototipaj partoj.
Sed ili fariĝas multekostaj en produktado.
Ignorante Estontan Produktadan Skaladon
Prototipa dezajno ne nur devus funkcii meĥanike.
Ĝi ankaŭ devus resti produktebla je produktadskalo.
Alie, kompanioj poste povus alfronti:
- Kompleta fiksaĵrestrukturo
- Gravaj pliiĝoj de maŝinadaj kostoj
- Rendimentmalstabileco
- Problemoj pri longaj limtempoj
Tial DFM-religo dum prototipado estas ekstreme valora.
Tro-specifado de toleremoj
Unu el la plej oftaj kaŝitaj kostofaktoroj estas nenecesa precizeco.
Ekzemple:
- ±0,005 mm tolerancoj kie ±0,05 mm sufiĉas
- Kosmetika polurado sur kaŝitaj surfacoj
- Streĉaj platecaj postuloj sen funkcia bezono
Pli alta precizeco kutime signifas:
- Pli malrapida maŝinado
- Pli da inspektado
- Pliigita risko de rubo
- Pli alta produktokosto
Kiel Inĝenieroj Reduktas Totalan CNC-Produktadan Koston
Apliku DFM Frue
Ju pli frue la produktebleco estas reviziata, des pli malalta la totala kosto kutime fariĝas.
Bona DFM-recenzo taksas:
- Maŝinado alirebleco
- Kongrueco de ilradiuso
- Murdikeco
- Materiala elekto
- Raciigo de toleremo
- Postuloj pri surfaca finpoluro
Malgrandaj dezajnŝanĝoj fruaj povas krei gravajn ŝparojn poste.
Apartigu Prototipajn Celojn de Produktadaj Celoj
Prototipaj prioritatoj kaj produktadaj prioritatoj ne ĉiam estas identaj.
Ekzemple:
| Prototipa Prioritato | Produktada Prioritato |
|---|---|
| Rapida validigo | Stabila ripeteblo |
| Rapida ripetado | Ciklotempo-redukto |
| Fleksebla maŝinado | Aŭtomata efikeco |
| Mana inspektado | Procez-kontrolita inspektado |
Kompreni ĉi tiun diferencon helpas inĝenierajn teamojn fari pli bonajn decidojn pri alportado.
Elektu Provizantojn Kun Inĝeniera Subteno
Fortaj CNC-provizantoj kontribuas pli ol maŝinprilabora kapacito.
Ili ankaŭ provizas:
- DFM-rekomendoj
- Religo pri kostoptimigo
- Konsiloj pri produktada skalado
- Sugestoj pri strategio por fiksaĵoj
- Materialaj alternativoj
Ĉi tiu kunlaboro ofte signife reduktas longdaŭrajn fabrikadkostojn.
Kiam Transiri De Prototipo Al Produktado
Signoj ke Dezajno Estas Preta por Produktado
Parto kutime estas preta por produktada skalado kiam:
- Kritikaj dimensioj estas validigitaj
- Asemblea agado estas stabila
- Inĝenieraj revizioj malrapidiĝas
- Rendimento fariĝas antaŭvidebla
- La kapablo de la provizanto pri la procezo estas kontrolita
Tro frua transiro al produktado ofte kreas multekostan malstabilecon.
Produktada Preteco Postulas Pli Ol Bonajn Partojn
Eĉ sukcesaj prototipoj povas ankoraŭ postuli:
- Fiksaĵoptimigo
- Inspekta normigo
- Studoj pri ilvivo
- Pakuma disvolviĝo
- Proceza dokumentado
Produktadpreteco estas sistemnivela transiro.
Ne nur maŝinada mejloŝtono.
Konkludo
Prototipa CNC-maŝinado kaj produktada CNC-maŝinado povas uzi la samajn maŝinojn.
Sed ekonomie, ili estas tute malsamaj fabrikadaj medioj.
Prototipa maŝinado prioritatigas flekseblecon, validigon kaj inĝenieran rapidon.
Produktada maŝinado prioritatigas stabilecon, ripeteblon kaj longdaŭran efikecon.
Kompreni ĉi tiun diferencon helpas aĉetantojn:
- Taksu kostojn pli precize
- Evitu nerealismajn prezajn atendojn
- Plibonigu DFM-decidojn
- Reduktu skalajn problemojn poste
En multaj projektoj, la plej gravaj fabrikadaj decidoj okazas longe antaŭ ol komenciĝas amasproduktado.
Kaj ofte, la vera produktokosto estas determinita dum la prototipa stadio mem.
Oftaj Demandoj
Kial CNC-prototipmaŝinado estas pli multekosta?
Prototipa maŝinado kutime implikas pli altajn aranĝkostojn, pli malaltan maŝinadan efikecon, pliajn inĝenierajn laborojn kaj pli malgrandajn produktadkvantojn.
Kio estas konsiderata malaltvolumena CNC-produktado?
Malgrand-volumena CNC-produktado tipe varias de 10 ĝis plurcent partoj, depende de la industrio kaj apliko.
Ĉu la kosto de CNC-maŝinado malpliiĝas kun la volumeno?
Jes. Pli altaj produktadvolumoj ebligas distribuadon de agordaj kostoj, optimumigon de fiksaĵoj, aŭtomatigon kaj pli bonan maŝinadan efikecon.
Kio plej influas la produktadokoston de CNC?
Gravaj kostfaktoroj inkluzivas materialan tipon, maŝinadan tempon, toleremojn, surfacan finpoluron, aranĝan kompleksecon kaj produktadkvanton.
Kiel inĝenieroj povas redukti la koston de CNC-maŝinado?
Apliki DFM-principojn, simpligi geometrion, eviti nenecesajn toleremojn, kaj frue plani produktadskaladon povas signife redukti kostojn.
Ago-al-ago
Ĉu vi bezonas helpon por taksi la koston de prototipa maŝinado kontraŭ la produktokosto por viaj CNC-partoj?
Ĉe Kachi Precision Manufacturing, nia inĝeniera teamo subtenas OEM-klientojn per DFM-optimigo, prototipa maŝinado, malalt-volumena produktado kaj skaleblaj fabrikadaj solvoj.
Sendu al ni viajn desegnaĵojn por inĝeniera revizio kaj subteno pri ofertoj.
Afiŝtempo: 3-a de junio 2026





