

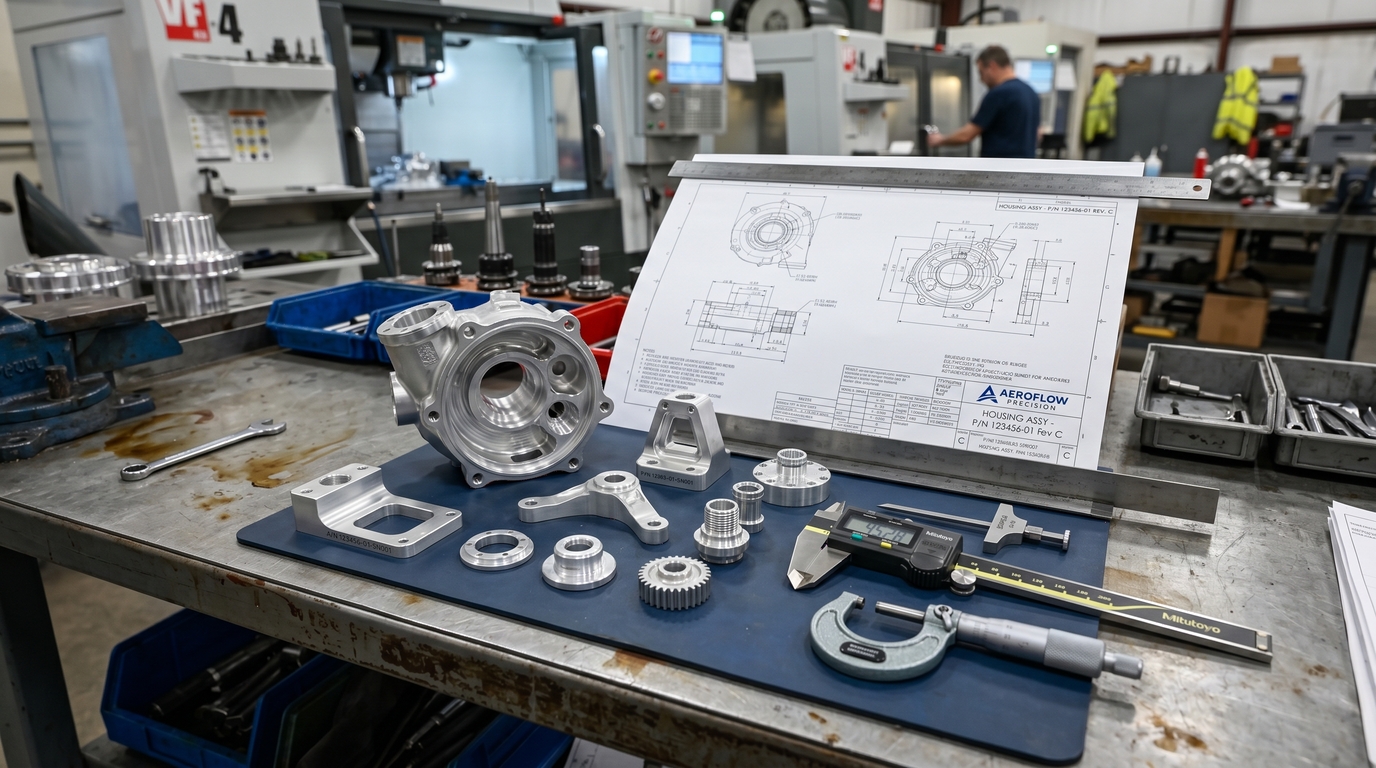
Paljud ostjad on üllatunud, kui nad saavad oma esimese CNC prototüübi hinnapakkumise.
See osa võib tunduda lihtne.
Materjali hind võib tunduda madal.
Töötlemisaeg ei pruugi tunduda ülemäära pikk.
Siiski on ühikuhind sageli oodatust palju kõrgem.
Seejärel, kuid hiljem, läheb sama osa tootmisse – ja maksumus langeb märkimisväärselt.
Esmapilgul tundub see ebajärjekindel.
Kuid tootmise seisukohast toimivad prototüüpide töötlemine ja tootmisprotsesside töötlemine väga erinevate kulustruktuuride all.
See erinevus on CNC-töötlemise üks valesti mõistetud valdkondi.
Eriti idufirmade, riistvara arendusmeeskondade ja esmakordsete OEM-ostjate seas.
Tegelikkuses ei ole CNC prototüüpide töötlemine lihtsalt "väikese koguse tootmine".
Inseneri prioriteedid on erinevad.
Paigaldusstrateegia on erinev.
Riskiaste on erinev.
Isegi masinaehitajate lähenemine detailile võib olla täiesti erinev.
Nende erinevuste mõistmine on oluline, sest paljud tootmiskulude probleemid algavad prototüübi etapis.
Viie osaga toimiv disain võib 5000 osaga muutuda äärmiselt kalliks.
Samamoodi võib ainult kiiruse jaoks optimeeritud prototüüp masstootmise käigus hiljem varjatud probleeme tekitada.
See juhend selgitab CNC prototüübi töötlemise kulude ja tootmiskulude tegelikke erinevusi, seda, kuidas tarnijad arvutavad hinnakujundust igal etapil ja kuidas insenerimeeskonnad saavad vähendada tootmise kogukulusid enne tootmise alustamist.
Mis on CNC prototüüpide töötlemine?
Prototüüpide töötlemine keskendub valideerimisele
Prototüübi CNC-töötlust kasutatakse peamiselt tootearenduse ajal.
Eesmärk ei ole tavaliselt tootmise efektiivsus.
Eesmärk on valideerimine.
Sealhulgas:
- Mehaaniline sobivus
- Funktsionaalne testimine
- Montaaži kontrollimine
- Inseneri hindamine
- Välimuse kinnitus
- Kujunduse iteratsioon
Selles etapis on kiirus ja paindlikkus sageli olulisemad kui tootmise optimeerimine.
See muudab kogu kulustruktuuri.
Prototüübiprojektid on sageli seotud suurema riskiga
Prototüübi valmistamine hõlmab tavaliselt järgmist:
- Uued geomeetriad
- Kontrollimata tolerantsid
- Eksperimentaalsed kujundused
- Sagedased muudatused
- Ebastabiilne dokumentatsioon
Tarnija vaatenurgast tekitab see täiendavat tehnilist ebakindlust.
Masinatöölised peavad sageli:
- Tööriistastrateegiate kohandamine
- Programmide käsitsi muutmine
- Lõiketeede optimeerimine töötlemise ajal
- Ettenägematute probleemide tõrkeotsing
See pikendab märkimisväärselt seadistusaega võrreldes korduva tootmisega.
Mis on CNC-tootmise mehaaniline töötlemine?
Tootmismehaanika seab esikohale stabiilsuse
Kui disain on valideeritud, muutuvad tootmisprioriteedid.
Tootmismehaanika keskendub järgmisele:
- Korduvus
- Tsükli aja vähendamine
- Protsessi stabiilsus
- Saagikuse optimeerimine
- Kulutõhusus
- Tarne järjepidevus
Selles etapis on töötlemisprogrammid juba testitud ja täiustatud.
Tarnija ei "õpi" enam seda detaili.
Ainuüksi see vähendab oluliselt tootmiskulusid.
Mastaabisääst hakkab oluliseks muutuma
Tootmiskeskkonnad võimaldavad tarnijatel optimeerida:
- Kinnitussüsteemid
- Tööriista eluea haldamine
- Materjalide kasutamine
- Partiide ajastamine
- Masinate kasutamine
- Kontrolli töövood
Need efektiivsusnäitajad vähendavad aja jooksul detaili maksumust.
Eriti keskmise ja suure mahuga tootmises.
Miks prototüübi CNC-töötlus maksab detaili kohta rohkem

Inseneri seadistamise kulud jaotuvad vähemate osade vahel
Üks prototüüpide töötlemise suurimaid kulutegureid on seadistamine.
Enne töötlemise alustamist võivad tarnijad vajada järgmist:
- CAD-failide ülevaatamine
- Analüüsige valmistatavust
- Töötlemisprogrammide loomine
- Valmistage ette inventar
- Valige tööriistad
- Kontrollimeetodeid
Need insenerikulud eksisteerivad olenemata sellest, kas klient tellib:
- 1 osa
- 5 osa
- 500 osa
Väikeste koguste puhul jaotatakse seadistuskulud väga väheste ühikute vahel.
See tõstab ühikuhinda märkimisväärselt.
Töötlemise efektiivsus on tavaliselt madalam
Prototüüpide valmistamine ohverdab sageli paindlikkuse nimel efektiivsuse.
Näiteks:
- Konservatiivsed lõikeparameetrid
- Täiendav käsitsi kontroll
- Mitmed seadistuse kohandused
- Vähendatud automatiseerimine
- Täiendav tehniline kontroll
Tarnijad seavad riskide vähendamise esikohale tootmise kiiruse asemel.
Materjalijäätmed on sageli suuremad
Prototüüpide kogused ei pruugi optimeerida tooraine kasutamist.
Näiteks:
- Täielikke materjalilehti võidakse vajada vaid mõne osa jaoks
- Standardsed laovarud võivad tekitada liigset jäätmeid
- Spetsiaalsetele lennundus- ja kosmosematerjalidele võivad kehtida minimaalsed ostunõuded
See on eriti levinud järgmistel juhtudel:
- Titaan
- Inconel
- Tehnoloogilised plastid
- Lennunduse alumiiniumisulamid
Miks CNC-töötlus maksab vähem?

Stabiilsed programmid vähendavad töötlemisaega
Kui töötlemisstrateegiad on valideeritud, saavad tarnijad optimeerida:
- Tööriistarajad
- Lõikekiirused
- Kinnitusvahendite positsioneerimine
- Masinate järjestamine
Tsükliaja lühendamisest saab peamine prioriteet.
Isegi väikesed täiustused on tootmises olulised.
Tsükliaja lühendamine 30 sekundi võrra võib säästa sadu tootmistunde aastas.
Võistluskalendrid muutuvad tõhusamaks
Tootmistöötlemisel investeerivad tarnijad sageli spetsiaalsetesse kinnitusdetailidesse.
Need seadmed parandavad:
- Positsioneerimistäpsus
- Seadistuskiirus
- Operaatori järjepidevus
- Mitmeosalise töötlemise efektiivsus
Seadmetesse investeerimine võib projekti algmaksumust veidi suurendada, kuid pikaajalist ühikuhinda vähendab see märkimisväärselt.
Automatiseerimine muutub majanduslikult tasuvaks
Suuremate tootmismahtude korral võivad tarnijad kasutusele võtta:
- Kaubaaluste süsteemid
- Robotlaadimine
- Automatiseeritud sondeerimine
- Tööriista eluea jälgimine
- ERP ajastamissüsteemid
Need süsteemid parandavad tootmise efektiivsust ja järjepidevust.
Kuid tavaliselt on need rahaliselt mõttekad ainult suuremate mahtude korral.
Prototüübi ja CNC-töötlemise kulude võrdlus
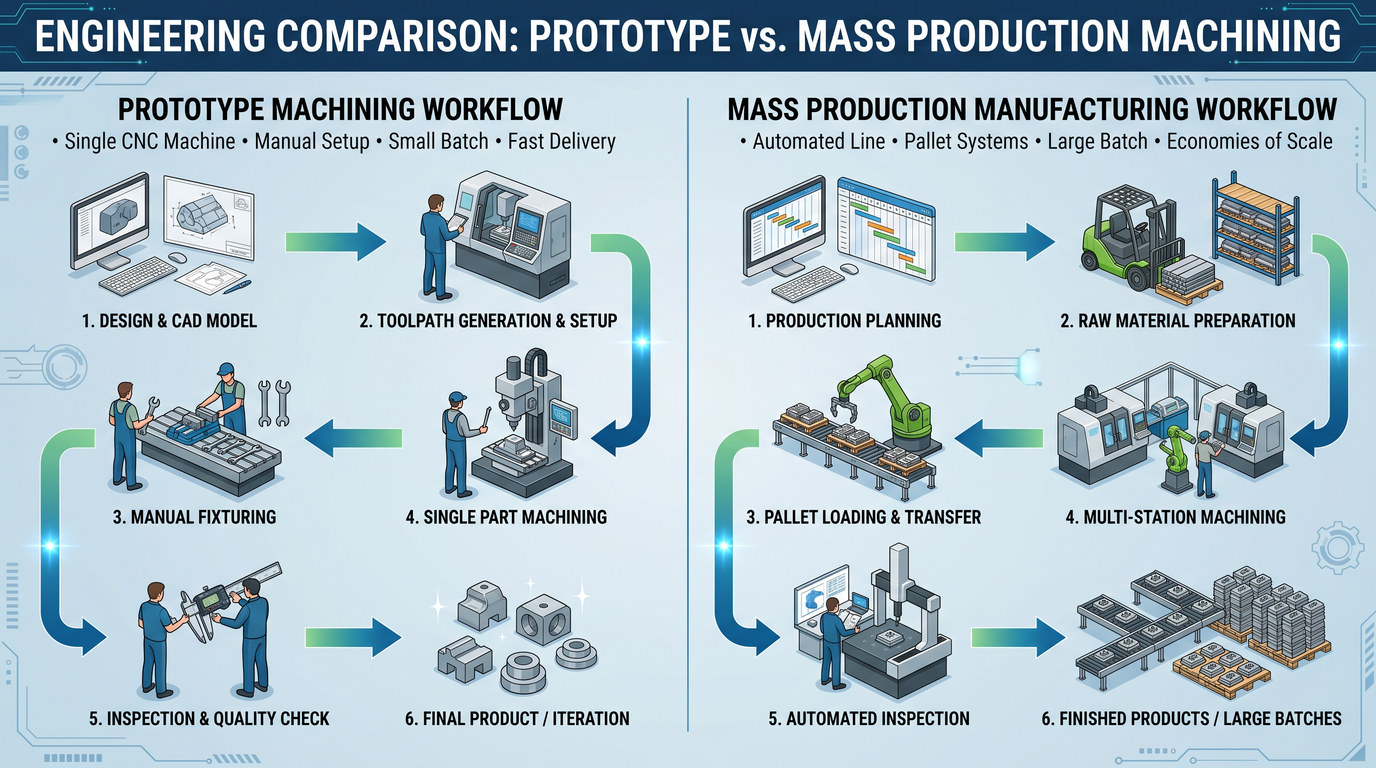
| Tegur | Prototüübi töötlemine | Tootmismehaanika |
|---|---|---|
| Peamine eesmärk | Valideerimine ja testimine | Kulutõhusus ja stabiilsus |
| Kogus | 1–50 osa | 100–100 000+ osa |
| Seadistamise kulu mõju | Väga kõrge | Partiide vahel jaotatud |
| Tsükliaja optimeerimine | Piiratud | Ulatuslik |
| Inseneritehnilised muudatused | Sagedased | Kontrollitud |
| Võistluskalendri investeeringud | Minimaalne | Sageli pühendatud |
| Kontrolli sagedus | Kõrgem | Protsessipõhine |
| Hind osa kohta | Kõrge | Alumine |
Prototüübi väljatöötamisel esinevad tavalised kuluvead
Projekteerimine ilma tootmissisendita
Mõned prototüübi kujundused seavad esikohale välimuse või kontseptsiooni valideerimise, arvestamata tootmise teostatavust.
See tekitab sageli:
- Liiga kitsad tolerantsid
- Tööriistadele raske ligi pääseda
- Õhukese seina ebastabiilsus
- Mittevajalikud pinnaviimistluse nõuded
Need probleemid ei pruugi kolme prototüübi osa puhul olulised olla.
Aga nende tootmine läheb kalliks.
Tulevase tootmise skaleerimise ignoreerimine
Prototüübi disain ei tohiks töötada ainult mehaaniliselt.
See peaks jääma ka tootmismahus toodetavaks.
Vastasel juhul võivad ettevõtted hiljem silmitsi seista:
- Täielik armatuuri ümberkujundamine
- Märkimisväärsed töötlemiskulude tõusud
- Saagikuse ebastabiilsus
- Pika tarneaja probleemid
Seetõttu on DFM-i tagasiside prototüüpimise ajal äärmiselt väärtuslik.
Liiga ranged tolerantsid
Üks levinumaid varjatud kuluteguritest on ebavajalik täpsus.
Näiteks:
- ±0,005 mm tolerantsid, kus ±0,05 mm on piisav
- Varjatud pindade kosmeetiline poleerimine
- Ranged tasapinnanõuded ilma funktsionaalse vajaduseta
Suurem täpsus tähendab tavaliselt:
- Aeglasem töötlemine
- Rohkem kontrolli
- Suurenenud vanaraua oht
- Kõrgemad tootmiskulud
Kuidas insenerid vähendavad CNC-tootmise kogukulusid
Rakenda DFM varakult
Mida varem toodetavust hinnatakse, seda madalamaks muutuvad tavaliselt kogumaksumus.
Hea DFM-i ülevaade hindab:
- Mehaanilise töötlemise ligipääsetavus
- Tööriista raadiuse ühilduvus
- Seina paksus
- Materjali valik
- Sallivuse ratsionaliseerimine
- Pinna viimistluse nõuded
Väikesed disainimuudatused varakult võivad hiljem kaasa tuua märkimisväärse kulude kokkuhoiu.
Eraldage prototüübi eesmärgid tootmiseesmärkidest
Prototüübi prioriteedid ja tootmisprioriteedid ei ole alati identsed.
Näiteks:
| Prototüübi prioriteet | Tootmise prioriteet |
|---|---|
| Kiire valideerimine | Stabiilne korduvus |
| Kiire iteratsioon | Tsükli aja vähendamine |
| Paindlik töötlemine | Automatiseeritud efektiivsus |
| Manuaalne kontroll | Protsessipõhine kontroll |
Selle erinevuse mõistmine aitab insenerimeeskondadel teha paremaid hankimisotsuseid.
Valige tarnijad, kellel on inseneritugi
Tugevad CNC-tarnijad panustavad enamat kui lihtsalt töötlemisvõimsus.
Samuti pakuvad nad:
- DFM-i soovitused
- Kulude optimeerimise tagasiside
- Tootmise laiendamise nõuanded
- Mänguplaani strateegia soovitused
- Materjalide alternatiivid
See koostöö vähendab sageli pikaajalisi tootmiskulusid märkimisväärselt.
Millal prototüübilt tootmisse üle minna
Märgid, et disain on tootmiseks valmis
Tavaliselt on osa tootmise laiendamiseks valmis, kui:
- Kriitilised mõõtmed on valideeritud
- Montaaži jõudlus on stabiilne
- Insenerireformid aeglustuvad
- Saagikus muutub ennustatavaks
- Tarnija protsesside võimekus on kontrollitud
Liiga vara tootmisele üleminek tekitab sageli kulukat ebastabiilsust.
Tootmisvalmidus nõuab enamat kui häid osi
Isegi edukate prototüüpide puhul võib siiski olla vaja:
- Võistluskalendri optimeerimine
- Kontrolli standardiseerimine
- Tööriista eluea uuringud
- Pakendiarendus
- Protsessi dokumentatsioon
Tootmisvalmidus on süsteemitasandi üleminek.
Mitte ainult mehaaniline verstapost.
Kokkuvõte
Prototüüpide CNC-töötlus ja tootmis-CNC-töötlus võivad kasutada samu masinaid.
Kuid majanduslikult on need täiesti erinevad tootmiskeskkonnad.
Prototüüpide töötlemisel seatakse esikohale paindlikkus, valideerimine ja kiirus.
Tootmismehaanika seab esikohale stabiilsuse, korduvuse ja pikaajalise efektiivsuse.
Selle erinevuse mõistmine aitab ostjatel:
- Hinnake kulusid täpsemalt
- Vältige ebareaalseid hinnaootusi
- DFM-otsuste täiustamine
- Vähendage hiljem skaleerimisprobleeme
Paljudes projektides tehakse kõige olulisemad tootmisotsused juba ammu enne masstootmise algust.
Ja sageli määratakse tegelik tootmiskulu prototüübi etapis.
KKK
Miks on CNC prototüüpide töötlemine kallim?
Prototüüpide töötlemine hõlmab tavaliselt kõrgemaid seadistuskulusid, madalamat töötlemise efektiivsust, täiendavat inseneritööd ja väiksemaid tootmiskoguseid.
Mida peetakse väikesemahuliseks CNC-tootmiseks?
Väikesemahuline CNC-tootmine jääb tavaliselt vahemikku 10 kuni mitu sada detaili, olenevalt tööstusharust ja rakendusest.
Kas CNC-töötlemise maksumus väheneb koos mahuga?
Jah. Suuremad tootmismahud võimaldavad seadistuskulude jaotamist, kinnitusdetailide optimeerimist, automatiseerimist ja paremat töötlemise efektiivsust.
Mis mõjutab CNC tootmiskulusid kõige enam?
Peamised kulutegurid on materjali tüüp, töötlemisaeg, tolerantsid, pinnaviimistlus, seadistuse keerukus ja tootmismaht.
Kuidas saavad insenerid CNC-töötlemise kulusid vähendada?
DFM-põhimõtete rakendamine, geomeetria lihtsustamine, ebavajalike tolerantside vältimine ja tootmise laiendamise varajane planeerimine võivad kulusid oluliselt vähendada.
Kutse tegutsemisele
Kas vajate abi CNC-detailide prototüübi töötlemise kulude ja tootmiskulude hindamisel?
Kachi Precision Manufacturingis toetab meie insenerimeeskond OEM-kliente DFM-i optimeerimise, prototüüpide töötlemise, väikesemahulise tootmise ja skaleeritavate tootmislahendustega.
Saatke meile oma joonised tehniliseks ülevaatuseks ja hinnapakkumise toetuseks.
Postituse aeg: 03.06.2026





