

Baie kopers is verbaas wanneer hulle hul eerste CNC-prototipe-kwotasie ontvang.
Die deel mag dalk eenvoudig lyk.
Die materiaalkoste mag dalk laag lyk.
Die bewerkingstyd mag dalk nie buitensporig voorkom nie.
Tog is die eenheidsprys dikwels baie hoër as wat verwag is.
Dan, maande later, kom dieselfde onderdeel in produksie – en die koste daal aansienlik.
Met die eerste oogopslag lyk dit teenstrydig.
Maar vanuit 'n vervaardigingsperspektief werk prototipe-bewerking en produksiebewerking onder baie verskillende kostestrukture.
Daardie verskil is een van die mees misverstane areas in CNC-verkryging.
Veral onder opstartondernemings, hardeware-ontwikkelingspanne en eerstekeerse OEM-kopers.
In werklikheid is CNC-prototipebewerking nie bloot "kleinhoeveelheidsproduksie" nie.
Die ingenieursprioriteite is anders.
Die opstelstrategie is anders.
Die risikovlak is anders.
Selfs die manier waarop masjiniste die onderdeel benader, kan heeltemal anders wees.
Dit is belangrik om hierdie verskille te verstaan, want baie vervaardigingskosteprobleme begin tydens die prototipe-stadium.
'n Ontwerp wat vir 5 dele werk, kan teen 5 000 dele uiters duur word.
Net so kan 'n prototipe wat slegs vir spoed geoptimaliseer is, later tydens massaproduksie verborge probleme skep.
Hierdie gids verduidelik die werklike verskille tussen CNC-prototipe-bewerkingskoste en produksiekoste, hoe verskaffers pryse in elke stadium bereken, en hoe ingenieurspanne die totale vervaardigingskoste kan verminder voordat produksie selfs begin.
Wat is CNC-prototipebewerking?
Prototipebewerking fokus op validering
Prototipe CNC-bewerking word hoofsaaklik tydens produkontwikkeling gebruik.
Die doel is gewoonlik nie vervaardigingsdoeltreffendheid nie.
Die doel is validering.
Insluitend:
- Meganiese pasvorm
- Funksionele toetsing
- Verifikasie van die montering
- Ingenieursevaluering
- Bevestiging van voorkoms
- Ontwerp-iterasie
In hierdie stadium is spoed en buigsaamheid dikwels belangriker as produksie-optimalisering.
Dit verander die hele kostestruktuur.
Prototipeprojekte behels dikwels hoër risiko
Prototipe-bewerking behels gewoonlik:
- Nuwe geometrieë
- Ongeverifieerde toleransies
- Eksperimentele ontwerpe
- Gereelde hersienings
- Onstabiele dokumentasie
Vanuit 'n verskaffer se perspektief skep dit bykomende ingenieursonsekerheid.
Masjiniste moet dikwels:
- Pas gereedskapstrategieë aan
- Wysig programme handmatig
- Optimaliseer snypaaie tydens bewerking
- Los onvoorsiene probleme op
Dit verhoog die opsteltyd aansienlik in vergelyking met herhaalde produksiewerk.
Wat is CNC-produksiebewerking?
Produksiebewerking prioritiseer stabiliteit
Sodra 'n ontwerp gevalideer is, verander vervaardigingsprioriteite.
Produksiebewerking fokus op:
- Herhaalbaarheid
- Vermindering van siklustyd
- Prosesstabiliteit
- Opbrengsoptimalisering
- Koste-effektiwiteit
- Afleweringskonsekwentheid
In hierdie stadium is bewerkingsprogramme reeds getoets en verfyn.
Die verskaffer “leer” nie meer die onderdeel nie.
Dit alleen verminder vervaardigingskoste aansienlik.
Skaalvoordele begin saak maak
Produksie-omgewings laat verskaffers toe om te optimaliseer:
- Bevestigingstelsels
- Gereedskapslewensbestuur
- Materiaalbenutting
- Groepskedulering
- Masjienbenutting
- Inspeksiewerkvloei
Hierdie doeltreffendheid verminder die koste per onderdeel oor tyd.
Veral in medium- tot hoë volume produksie.
Waarom Prototipe CNC-bewerking meer per onderdeel kos

Ingenieursopstellingskoste word oor minder onderdele versprei
Een van die grootste kostedrywers in prototipe-bewerking is opstelling.
Voordat die bewerking begin, moet verskaffers moontlik:
- Hersien CAD-lêers
- Analiseer vervaardigbaarheid
- Skep bewerkingsprogramme
- Berei toebehore voor
- Kies gereedskap
- Verifieer inspeksiemetodes
Hierdie ingenieurskoste bestaan ongeag of die kliënt bestel:
- 1 deel
- 5 dele
- 500 dele
Vir lae hoeveelhede word die opstellingskoste oor baie min eenhede versprei.
Dit verhoog die eenheidsprys dramaties.
Bewerkingsdoeltreffendheid is gewoonlik laer
Prototipe-bewerking offer dikwels doeltreffendheid op vir buigsaamheid.
Byvoorbeeld:
- Konserwatiewe snyparameters
- Bykomende handmatige inspeksie
- Verskeie instellingsaanpassings
- Verminderde outomatisering
- Ekstra ingenieursverifikasie
Verskaffers prioritiseer risikovermindering eerder as produksiespoed.
Materiaalvermorsing is dikwels hoër
Prototipe-hoeveelhede optimaliseer moontlik nie die gebruik van grondstowwe nie.
Byvoorbeeld:
- Volledige materiaalblaaie mag dalk vir slegs 'n paar dele benodig word
- Standaard voorraadgroottes kan oortollige vermorsing veroorsaak
- Spesiale lugvaartmateriaal mag minimum aankoopvereistes hê
Dit is veral algemeen met:
- Titanium
- Inconel
- Ingenieursplastiek
- Lugvaartaluminiumlegerings
Waarom produksie CNC-bewerking minder kos

Stabiele programme verminder bewerkingstyd
Sodra bewerkingstrategieë gevalideer is, kan verskaffers die volgende optimaliseer:
- Gereedskappaaie
- Snyspoed
- Toebehore posisionering
- Masjienvolgordebepaling
Die vermindering van siklustyd word 'n belangrike fokuspunt.
Selfs klein verbeterings maak saak in produksie.
Deur siklustyd met 30 sekondes te verminder, kan honderde produksieure jaarliks bespaar word.
Toebehore word meer doeltreffend
In produksiebewerking belê verskaffers dikwels in toegewyde toebehore.
Hierdie wedstryde verbeter:
- Posisioneringsakkuraatheid
- Opstelspoed
- Operateurkonsekwentheid
- Meerdelige bewerkingsdoeltreffendheid
Belegging in toebehore kan die aanvanklike projekkoste effens verhoog, maar verminder die langtermyn-eenheidskoste aansienlik.
Outomatisering word ekonomies lewensvatbaar
Vir hoër produksievolumes kan verskaffers die volgende instel:
- Palletstelsels
- Robotiese laai
- Outomatiese peiling
- Gereedskaplewensduurmonitering
- ERP-skeduleringstelsels
Hierdie stelsels verbeter produksiedoeltreffendheid en konsekwentheid.
Maar hulle maak gewoonlik net finansiële sin by groter volumes.
Prototipe vs Produksie CNC Kostevergelyking
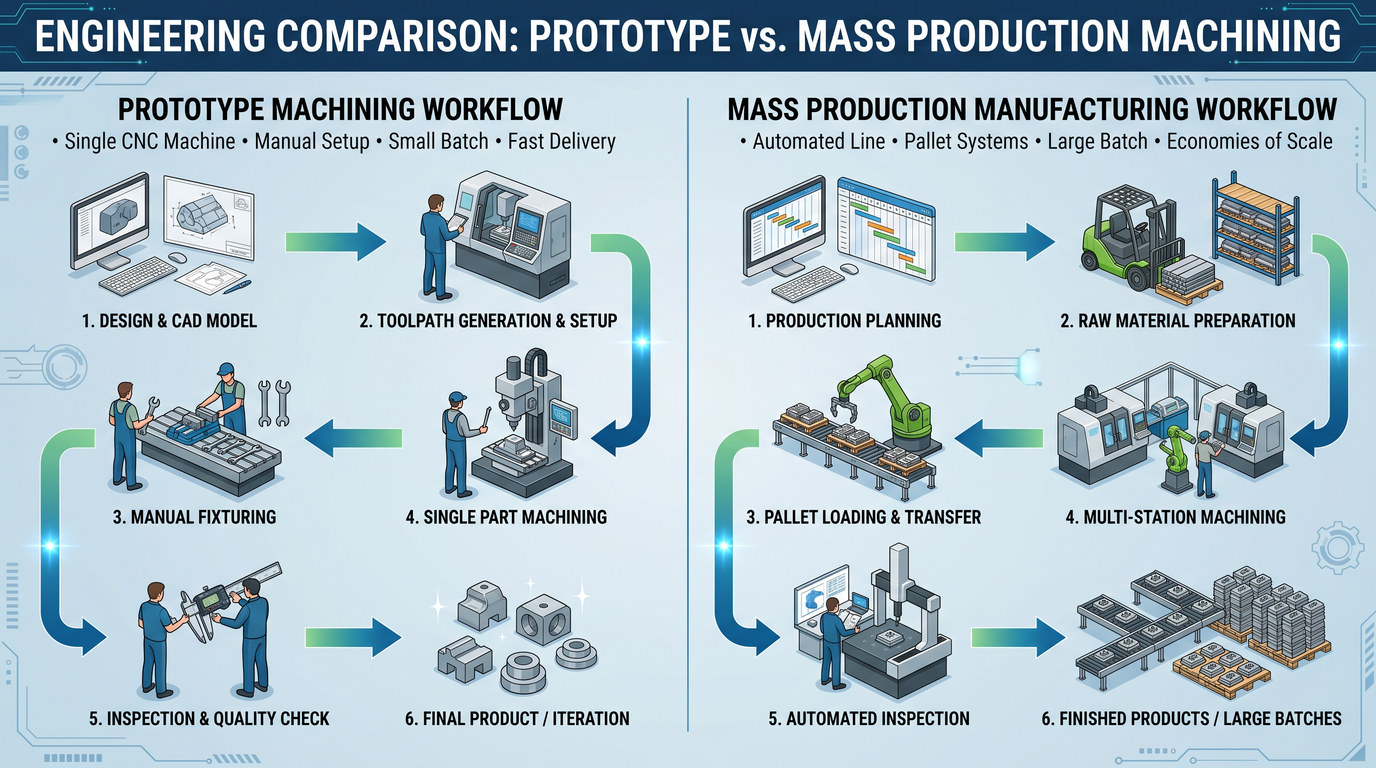
| Faktor | Prototipe-bewerking | Produksiebewerking |
|---|---|---|
| Primêre doelwit | Validering en toetsing | Koste-effektiwiteit en stabiliteit |
| Hoeveelheid | 1–50 dele | 100–100 000+ onderdele |
| Impak van opstelkoste | Baie hoog | Versprei oor groepe |
| Siklustydoptimalisering | Beperk | Uitgebreid |
| Ingenieursveranderinge | Gereelde | Beheer |
| Belegging in toebehore | Minimaal | Dikwels toegewy |
| Inspeksiefrekwensie | Hoër | Prosesbeheerde |
| Koste per onderdeel | Hoog | Laer |
Algemene kostefoute tydens prototipe-ontwikkeling
Ontwerp sonder vervaardigingsinsette
Sommige prototipe-ontwerpe prioritiseer voorkoms- of konsepvalidering sonder om vervaardigingshaalbaarheid in ag te neem.
Dit skep dikwels:
- Oormatige streng toleransies
- Moeilike toegang tot gereedskap
- Dunwandige onstabiliteit
- Onnodige vereistes vir oppervlakafwerking
Hierdie probleme mag dalk nie vir 3 prototipe-onderdele saak maak nie.
Maar hulle word duur in produksie.
Ignoreer toekomstige produksieskaling
'n Prototipe-ontwerp moet nie net meganies werk nie.
Dit moet ook vervaardigbaar bly op produksieskaal.
Andersins kan maatskappye later te kampe hê met:
- Volledige herontwerp van die toebehore
- Groot toenames in bewerkingskoste
- Opbrengs onstabiliteit
- Probleme met lang aanlooptyd
Daarom is DFM-terugvoer tydens prototipering uiters waardevol.
Oorspesifisering van toleransies
Een van die mees algemene verborge kostedrywers is onnodige presisie.
Byvoorbeeld:
- ±0.005 mm toleransies waar ±0.05 mm voldoende is
- Kosmetiese polering op versteekte oppervlaktes
- Streng vlakheidsvereistes sonder funksionele behoefte
Hoër presisie beteken gewoonlik:
- Stadiger bewerking
- Meer inspeksie
- Verhoogde skrootrisiko
- Hoër produksiekoste
Hoe Ingenieurs Totale CNC Vervaardigingskoste Verminder
Dien DFM vroegtydig toe
Hoe vroeër die vervaardigbaarheid hersien word, hoe laer word die totale koste gewoonlik.
Goeie DFM-oorsig evalueer:
- Toeganklikheid van bewerking
- Gereedskapradius-versoenbaarheid
- Wanddikte
- Materiaalkeuse
- Verdraagsaamheidsrasionalisering
- Oppervlakafwerkingvereistes
Klein ontwerpveranderinge vroegtydig kan later groot kostebesparings teweegbring.
Skei prototipe-doelwitte van produksiedoelwitte
Prototipeprioriteite en produksieprioriteite is nie altyd identies nie.
Byvoorbeeld:
| Prototipe Prioriteit | Produksieprioriteit |
|---|---|
| Vinnige validering | Stabiele herhaalbaarheid |
| Vinnige iterasie | Vermindering van siklustyd |
| Buigsame bewerking | Outomatiese doeltreffendheid |
| Handmatige inspeksie | Prosesbeheerde inspeksie |
Om hierdie verskil te verstaan, help ingenieurspanne om beter verkrygingsbesluite te neem.
Kies Verskaffers met Ingenieursondersteuning
Sterk CNC-verskaffers dra meer by as net masjineringskapasiteit.
Hulle verskaf ook:
- DFM-aanbevelings
- Terugvoer oor koste-optimalisering
- Advies oor produksieskaal
- Voorstelle vir wedstrydstrategie
- Materiële alternatiewe
Hierdie samewerking verminder dikwels langtermyn vervaardigingskoste aansienlik.
Wanneer om van prototipe na produksie oor te skakel
Tekens dat 'n ontwerp gereed is vir produksie
'n Onderdeel is gewoonlik gereed vir produksieskalering wanneer:
- Kritieke dimensies word gevalideer
- Monteringsprestasie is stabiel
- Ingenieurshersienings vertraag
- Opbrengs word voorspelbaar
- Verskafferprosesvermoë word geverifieer
Om te vroeg na produksie oor te skakel, skep dikwels duur onstabiliteit.
Produksiegereedheid vereis meer as net goeie onderdele
Selfs suksesvolle prototipes mag steeds die volgende vereis:
- Optimalisering van toebehore
- Inspeksiestandaardisering
- Gereedskaplewe-studies
- Verpakkingsontwikkeling
- Prosesdokumentasie
Produksiegereedheid is 'n oorgang op stelselvlak.
Nie net 'n mylpaal in bewerking nie.
Gevolgtrekking
Prototipe CNC-bewerking en produksie-CNC-bewerking kan dieselfde masjiene gebruik.
Maar ekonomies is hulle heeltemal verskillende vervaardigingsomgewings.
Prototipe-bewerking prioritiseer buigsaamheid, validering en ingenieurspoed.
Produksiebewerking prioritiseer stabiliteit, herhaalbaarheid en langtermyn-doeltreffendheid.
Om hierdie verskil te verstaan, help kopers:
- Skat koste meer akkuraat
- Vermy onrealistiese prysverwagtinge
- Verbeter DFM-besluite
- Verminder later skaalprobleme
In baie projekte vind die belangrikste vervaardigingsbesluite plaas lank voordat massaproduksie begin.
En dikwels word die ware produksiekoste tydens die prototipe-stadium self bepaal.
Gereelde vrae
Waarom is CNC-prototipe-bewerking duurder?
Prototipe-bewerking behels gewoonlik hoër opstelkoste, laer bewerkingsdoeltreffendheid, addisionele ingenieurswerk en kleiner produksiehoeveelhede.
Wat word as lae-volume CNC-produksie beskou?
Lae-volume CNC-produksie wissel tipies van 10 tot etlike honderde onderdele, afhangende van die bedryf en toepassing.
Neem die koste van CNC-bewerking af met volume?
Ja. Hoër produksievolumes maak voorsiening vir die verspreiding van opstellingskoste, optimalisering van toebehore, outomatisering en beter bewerkingsdoeltreffendheid.
Wat beïnvloed CNC-produksiekoste die meeste?
Belangrike kostefaktore sluit in materiaaltipe, bewerkingstyd, toleransies, oppervlakafwerking, opstellingskompleksiteit en produksiehoeveelheid.
Hoe kan ingenieurs CNC-bewerkingskoste verminder?
Die toepassing van DFM-beginsels, die vereenvoudiging van geometrie, die vermyding van onnodige toleransies en die vroeë beplanning vir produksieskalering kan koste aansienlik verminder.
Oproep tot optrede
Het jy hulp nodig om die koste van prototipe-bewerking teenoor produksiekoste vir jou CNC-onderdele te evalueer?
By Kachi Precision Manufacturing ondersteun ons ingenieurspan OEM-kliënte met DFM-optimering, prototipe-bewerking, lae-volume produksie en skaalbare vervaardigingsoplossings.
Stuur vir ons u tekeninge vir ingenieursoorsig en kwotasieondersteuning.
Plasingstyd: 3 Junie 2026





