

Vill Keefer sinn iwwerrascht, wa se hiren éischten CNC-Prototyp-Devis kréien.
Den Deel kéint einfach ausgesinn.
D'Materialkäschte kéinte kleng schéngen.
D'Bearbechtungszäit däerf net exzessiv ausgesinn.
Awer de Präis vun der Eenheet ass dacks vill méi héich wéi erwaart.
Dann, Méint méi spéit, kënnt datselwecht Deel an d'Produktioun - an d'Käschte falen däitlech.
Op den éischte Bléck schéngt dat onkonsequent.
Mee aus enger Produktiounsperspektiv operéieren d'Prototypbearbeitung an d'Produktiounsbearbeitung ënner ganz verschiddene Käschtestrukturen.
Dësen Ënnerscheed ass ee vun de meescht falsch verstanene Beräicher am CNC-Sourcing.
Besonnesch bei Start-ups, Hardware-Entwécklungsteams an Ufänger-OEM-Keefer.
Tatsächlech ass CNC-Prototypbearbeitung net einfach "Produktioun a klenge Quantitéiten".
D'Ingenieursprioritéite sinn anescht.
D'Setup-Strategie ass anescht.
De Risikoniveau ass anescht.
Och d'Aart a Weis wéi Maschinisten den Deel ugoen, kann komplett anescht sinn.
Dës Ënnerscheeder ze verstoen ass wichteg, well vill Problemer mat de Produktiounskäschte während der Prototypphase ufänken.
En Design, deen fir 5 Deeler funktionéiert, kann bei 5.000 Deeler extrem deier ginn.
Och e Prototyp, deen nëmme fir Geschwindegkeet optimiséiert ass, kann spéider bei der Masseproduktioun verstoppte Problemer verursaachen.
Dëse Guide erkläert déi tatsächlech Ënnerscheeder tëscht de Käschte vun der CNC-Prototypbearbeitung an de Produktiounskäschten, wéi d'Liwweranten d'Präisser an all Etapp berechnen, a wéi Ingenieursteams d'Gesamtproduktiounskäschte reduzéiere kënnen, ier d'Produktioun iwwerhaapt ufänkt.
Wat ass CNC Prototypbearbechtung?
Prototypbearbechtung konzentréiert sech op Validatioun
Prototyp CNC-Bearbeitung gëtt haaptsächlech während der Produktentwécklung benotzt.
D'Zil ass normalerweis net d'Produktiounseffizienz.
D'Zil ass Validatioun.
Inklusiv:
- Mechanesch Passform
- Funktionell Tester
- Montageverifizéierung
- Ingenieursbeurteilung
- Bestätegung vun der Erscheinung
- Design-Iteratioun
An dëser Phas si Geschwindegkeet a Flexibilitéit dacks méi wichteg wéi d'Produktiounsoptimiséierung.
Dat ännert déi ganz Käschtestruktur.
Prototypprojeten hunn dacks e méi héicht Risiko mat sech
Prototypbearbechtung ëmfaasst normalerweis:
- Nei Geometrien
- Net verifizéiert Toleranzen
- Experimentell Entwërf
- Heefeg Revisiounen
- Onstabil Dokumentatioun
Aus der Siicht vun engem Liwwerant schaaft dat zousätzlech technesch Onsécherheet.
Maschinisten mussen dacks:
- Upassung vun Tooling-Strategien
- Programmer manuell änneren
- Optiméiert d'Schnëttweeër während der Bearbeitung
- Onvirgesinn Problemer léisen
Dëst erhéicht d'Installatiounszäit däitlech am Verglach mat widderholl Produktiounsaarbechten.
Wat ass CNC-Produktiounsbearbechtung?
Produktiounsbearbechtung prioritéiert Stabilitéit
Soubal en Design validéiert ass, änneren sech d'Produktiounsprioritéiten.
Produktiounsbearbechtung konzentréiert sech op:
- Widderhuelbarkeet
- Reduktioun vum Zykluszäit
- Prozessstabilitéit
- Rendementsoptimiséierung
- Käschteeffizienz
- Liwwerkonsistenz
An dëser Phas sinn d'Bearbechtungsprogrammer scho getest a verfeinert.
De Liwwerant "léiert" den Deel net méi.
Dat eleng reduzéiert d'Produktiounskäschte wesentlech.
Skalenwirtschaftlechkeeten fänken un ze wichteg ze sinn
Produktiounsëmfeld erlaabt et de Fournisseuren ze optimiséieren:
- Befestigungssystemer
- Gestioun vun der Liewensdauer vum Werkzeug
- Materialnotzung
- Batchplanung
- Maschinnenauslastung
- Inspektiounsworkflows
Dës Effizienz reduzéieren d'Käschte pro Deel mat der Zäit.
Besonnesch bei der Produktioun vu mëttel bis héije Volumen.
Firwat Prototyp CNC-Bearbechtung méi pro Deel kascht

D'Käschte fir d'Installatioun vun engem Ingenieursprogramm ginn iwwer manner Deeler verdeelt
Ee vun de gréisste Käschtefaktoren bei der Prototypbearbeitung ass den Opbau.
Ier d'Veraarbechtung ufänkt, mussen d'Liwweranten eventuell:
- CAD-Dateien iwwerpréiwen
- Analyséiert d'Produktivitéit
- Bearbechtungsprogrammer erstellen
- Armaturen virbereeden
- Auswiel vun Tools
- Inspektiounsmethoden iwwerpréiwen
Dës Ingenieurskäschten existéieren egal ob de Client bestellt:
- 1 Deel
- 5 Deeler
- 500 Deeler
Bei klenge Quantitéiten ginn d'Astellungskäschten op ganz wéineg Eenheeten verdeelt.
Dat erhéicht de Präis vun enger Eenheet dramatesch.
D'Maschinéierungseffizienz ass normalerweis méi niddreg
Prototypbearbeitung offert dacks Effizienz fir Flexibilitéit.
Zum Beispill:
- Konservativ Schnëttparameter
- Zousätzlech manuell Inspektioun
- Verschidde Astellungen
- Reduzéiert Automatiséierung
- Zousätzlech Ingenieursverifizéierung
D'Liwweranten prioriséieren d'Risikoreduktioun anstatt d'Produktiounsgeschwindegkeet.
Materialverschwendung ass dacks méi héich
Prototypquantitéite kënnen d'Notzung vu Rohmaterialien net optimiséieren.
Zum Beispill:
- Komplett Materialblieder kënnen nëmme fir e puer Deeler erfuerderlech sinn
- Standardgréissten fir Lager kënnen zu iwwerschëssegem Offall féieren
- Spezialmaterialien fir d'Loftfaart kënne Mindestkafsufuerderunge hunn
Dëst ass besonnesch heefeg mat:
- Titan
- Inconel
- Ingenieursplastik
- Aluminiumlegierungen fir d'Loftfaart
Firwat d'Produktiouns-CNC-Bearbeitung manner kascht

Stabil Programmer reduzéieren d'Bearbechtungszäit
Soubal d'Bearbechtungsstrategien validéiert sinn, kënnen d'Liwweranten optimiséieren:
- Toolweeër
- Schnëttgeschwindegkeeten
- Positionéierung vun der Feststell
- Maschinnsequenzéierung
D'Reduktioun vun der Zykluszäit gëtt e wichtege Schwéierpunkt.
Och kleng Verbesserunge spille bei der Produktioun eng Roll.
D'Reduktioun vun der Zykluszäit ëm 30 Sekonnen kéint Honnerte vu Produktiounsstonnen all Joer spueren.
Armaturen ginn méi effizient
Bei der Produktiounsbearbechtung investéiere Fournisseuren dacks an speziell Befestigungen.
Dës Ariichtungen verbesseren sech:
- Positionéierungsgenauegkeet
- Astellungsgeschwindegkeet
- Operateurkonsistenz
- Effizienz vun der Bearbechtung vu verschiddenen Deeler
Investitiounen an Armaturen kënnen d'initial Projetkäschte liicht erhéijen, awer d'laangfristeg Eenheetskäschte däitlech reduzéieren.
Automatiséierung gëtt wirtschaftlech rentabel
Fir méi héich Produktiounsvolumen kënnen d'Liwweranten aféieren:
- Palettensystemer
- Roboterbelaaschtung
- Automatiséiert Sonding
- Iwwerwaachung vun der Liewensdauer vum Werkzeug
- ERP-Planungssystemer
Dës Systemer verbesseren d'Produktiounseffizienz an d'Konsistenz.
Mee si maachen normalerweis nëmme finanziell Sënn bei gréissere Volumen.
Käschtevergläich tëscht Prototyp a Produktiouns-CNC
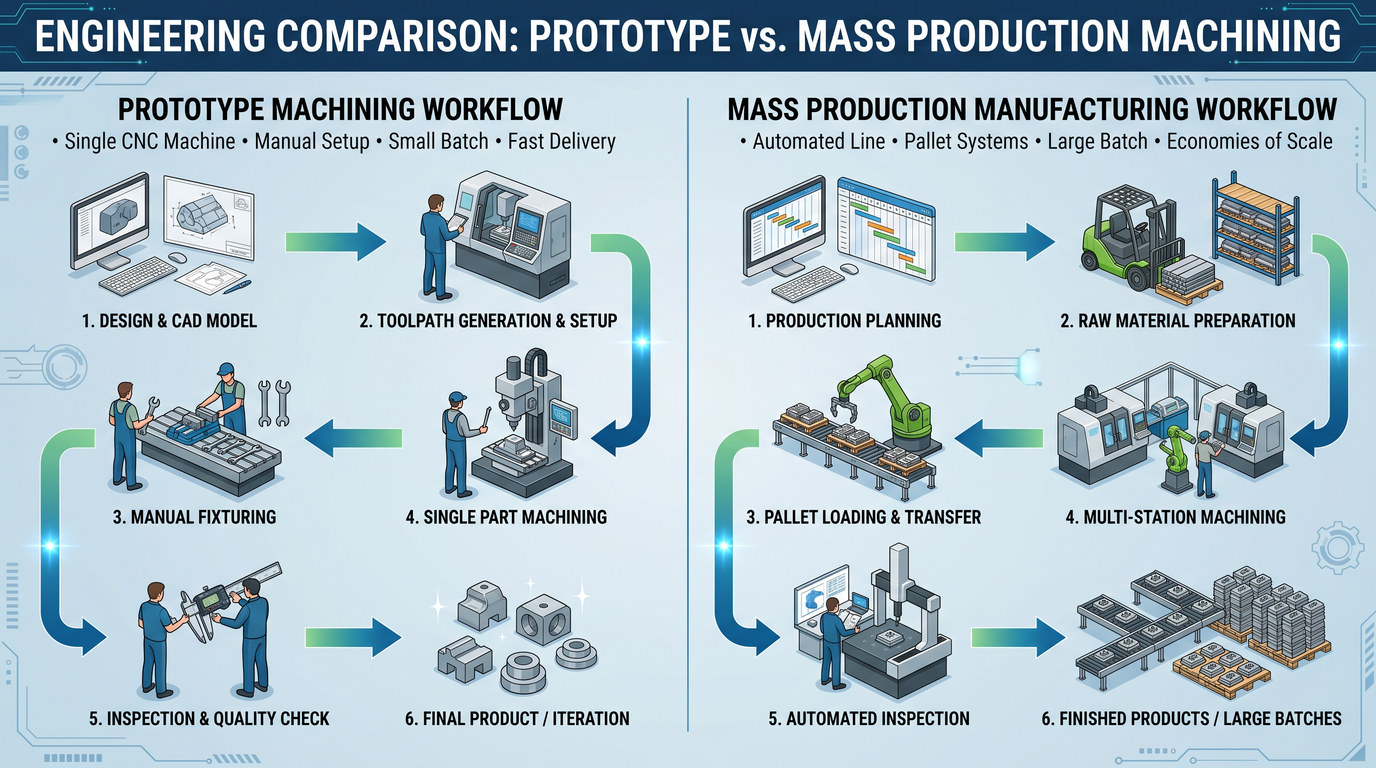
| Faktor | Prototypbearbechtung | Produktiounsbearbechtung |
|---|---|---|
| Haaptzil | Validatioun & Tester | Käschteeffizienz & Stabilitéit |
| Quantitéit | 1–50 Deeler | 100–100.000+ Deeler |
| Impakt op d'Käschte vum Astellungsprozess | Ganz héich | Verdeelt iwwer Chargen |
| Optimiséierung vum Zykluszäit | Limitéiert | Extensiv |
| Ingenieursännerungen | Heefeg | Kontrolléiert |
| Investitiounen an Armaturen | Minimal | Dacks gewidmet |
| Inspektiounsfrequenz | Méi héich | Prozesskontrolléiert |
| Käschte pro Deel | Héich | ënneschten |
Heefeg Käschtefehler bei der Prototypentwécklung
Design ouni Produktiounsinput
E puer Prototypdesignen prioritéieren d'Validatioun vun der Erscheinung oder der Konzeptioun, ouni d'Machbarkeet vun der Produktioun ze berücksichtegen.
Dëst erstellt dacks:
- Exzessiv enk Toleranzen
- Schwieregen Zougang zu Tools
- Dënnwandige Stabilitéit
- Onnéideg Ufuerderunge fir d'Uewerflächenbehandlung
Dës Problemer kéinte fir 3 Prototypdeeler egal sinn.
Mee si ginn deier an der Produktioun.
Ignoréiere vun der zukünfteger Produktiounsskaléierung
E Prototyp-Design soll net nëmme mechanesch funktionéieren.
Et sollt och a Produktiounsskala fabrizéierbar bleiwen.
Soss kéinten d'Entreprisen spéider mat folgende Problemer konfrontéiert ginn:
- Komplett Neidesign vun der Armatur
- Grouss Erhéijunge vun de Bearbeitungskäschten
- Rendementsinstabilitéit
- Problemer mat laangen Liwwerzäiten
Dofir ass DFM-Feedback beim Prototyping extrem wäertvoll.
Iwwerspezifizéierung vun Toleranzen
Ee vun den heefegsten verstoppte Käschtefaktoren ass onnéideg Präzisioun.
Zum Beispill:
- ±0,005 mm Toleranzen, wou ±0,05 mm duer geet
- Kosmetesch Poléierung op verstoppte Flächen
- Enk Ufuerderunge fir d'Flaachheet ouni funktionelle Besoin
Méi héich Präzisioun bedeit normalerweis:
- Méi lues Bearbechtung
- Méi Inspektioun
- Erhéichte Risiko vun Offallentsorgung
- Méi héich Produktiounskäschten
Wéi Ingenieuren d'Gesamtkäschte vun der CNC-Produktioun reduzéieren
DFM fréi uwenden
Wat méi fréi d'Herstellungsfäegkeet iwwerpréift gëtt, wat méi niddreg ginn d'Gesamtkäschte meeschtens.
Eng gutt DFM Bewäertung bewäert:
- Zougänglechkeet vun der Bearbechtung
- Kompatibilitéit vum Toolradius
- Wanddicke
- Materialauswiel
- Toleranzrationaliséierung
- Ufuerderunge fir d'Uewerflächenbehandlung
Kleng Ännerungen am Design kënne spéider grouss Käschtenerspuernisser verursaachen.
Prototypziler vun Produktiounsziler trennen
Prototypprioritéite a Produktiounsprioritéite sinn net ëmmer identesch.
Zum Beispill:
| Prototyp Prioritéit | Produktiounsprioritéit |
|---|---|
| Schnell Validatioun | Stabil Widderhuelbarkeet |
| Schnell Iteratioun | Reduktioun vum Zykluszäit |
| Flexibel Bearbechtung | Automatiséiert Effizienz |
| Manuell Inspektioun | Prozesskontrolléiert Inspektioun |
Dësen Ënnerscheed ze verstoen hëlleft den Ingenieursteams besser Beschaffungsentscheedungen ze treffen.
Wielt Fournisseuren mat technescher Ënnerstëtzung
Staark CNC-Liwweranten droen méi bäi wéi nëmmen d'Bearbechtungskapazitéit.
Si bidden och:
- Empfehlungen vun der DFM
- Feedback iwwer Käschteoptimiséierung
- Berodung fir d'Produktiounsskaléierung
- Virschléi fir d'Strategie vum Spillplang
- Materialalternativen
Dës Zesummenaarbecht reduzéiert d'Produktiounskäschte laangfristeg dacks däitlech.
Wéini soll ee vum Prototyp an d'Produktioun wiesselen?
Zeechent datt en Design fäerdeg ass fir d'Produktioun
En Deel ass normalerweis prett fir d'Produktiounsskaléierung wann:
- Kritesch Dimensioune ginn validéiert
- Montageleistung ass stabil
- Ingenieursrevisiounen verlangsamen sech
- Rendement gëtt virauszesoen
- Prozessfäegkeet vum Liwwerant gëtt verifizéiert
Ze fréi an d'Produktioun ze wiesselen, verursaacht dacks deier Instabilitéit.
Produktiounsbereetschaft erfuerdert méi wéi nëmmen gutt Deeler
Och erfollegräich Prototypen kënnen nach ëmmer folgendes erfuerderen:
- Optimiséierung vun der Fixture
- Inspektiounsstandardiséierung
- Studien iwwer d'Liewensdauer vun den Tools
- Verpackungsentwécklung
- Prozessdokumentatioun
Produktiounsbereetschaft ass en Iwwergang op Systemniveau.
Net nëmmen e Meilesteen an der Bearbechtung.
Conclusioun
Prototyp CNC-Bearbeitung a Produktiouns-CNC-Bearbeitung kënnen déiselwecht Maschinne benotzen.
Mee wirtschaftlech gesinn, si si komplett ënnerschiddlech Produktiounsëmfeld.
D'Prototypbearbeitung setzt Flexibilitéit, Validatioun a Geschwindegkeet vum Ingenieurswiesen an der Prioritéit.
D'Produktiounsbearbeitung setzt Stabilitéit, Widderhuelbarkeet a laangfristeg Effizienz an d'Prioritéit.
Dësen Ënnerscheed ze verstoen hëlleft de Keefer:
- D'Käschte méi genee schätzen
- Vermeit onrealistesch Präiserwaardungen
- DFM-Entscheedungen verbesseren
- Reduzéiert Skalierungsproblemer spéider
A ville Projeten ginn déi wichtegst Produktiounsentscheedungen laang ier d'Masseproduktioun ufänkt, getraff.
An dacks ginn déi tatsächlech Produktiounskäschte schonn an der Prototypphase selwer festgeluecht.
FAQ
Firwat ass CNC-Prototypbearbeitung méi deier?
Prototypbearbeitung bréngt normalerweis méi héich Opstellungskäschten, eng méi niddreg Bearbeitungseffizienz, zousätzlech Ingenieursaarbechten a méi kleng Produktiounsquantitéiten mat sech.
Wat gëllt als CNC-Produktioun mat klenge Volumen?
D'CNC-Produktioun a klenge Volumen läit typescherweis tëscht 10 an e puer honnert Deeler, ofhängeg vun der Industrie an der Uwendung.
Ginn d'Käschte fir CNC-Bearbeitung mam Volumen erof?
Jo. Méi héich Produktiounsvolumen erlaben d'Käschteverdeelung vun der Astellung, d'Optimiséierung vun de Befestigungselementer, d'Automatiséierung an eng besser Bearbeitungseffizienz.
Wat beaflosst d'Käschte vun der CNC-Produktioun am meeschten?
Zu de wichtegsten Käschtefaktoren gehéieren d'Materialart, d'Bearbechtungszäit, d'Toleranzen, d'Uewerflächenqualitéit, d'Installatiounskomplexitéit an d'Produktiounsquantitéit.
Wéi kënnen Ingenieuren d'Käschte vun der CNC-Bearbeitung reduzéieren?
D'Applikatioun vun DFM-Prinzipien, d'Vereinfachung vun der Geometrie, d'Vermeidung vun onnéidegen Toleranzen an d'Fréiplanung vun der Produktiounsskaléierung kënnen d'Käschte däitlech reduzéieren.
Uruff zur Opruff zum Opruff
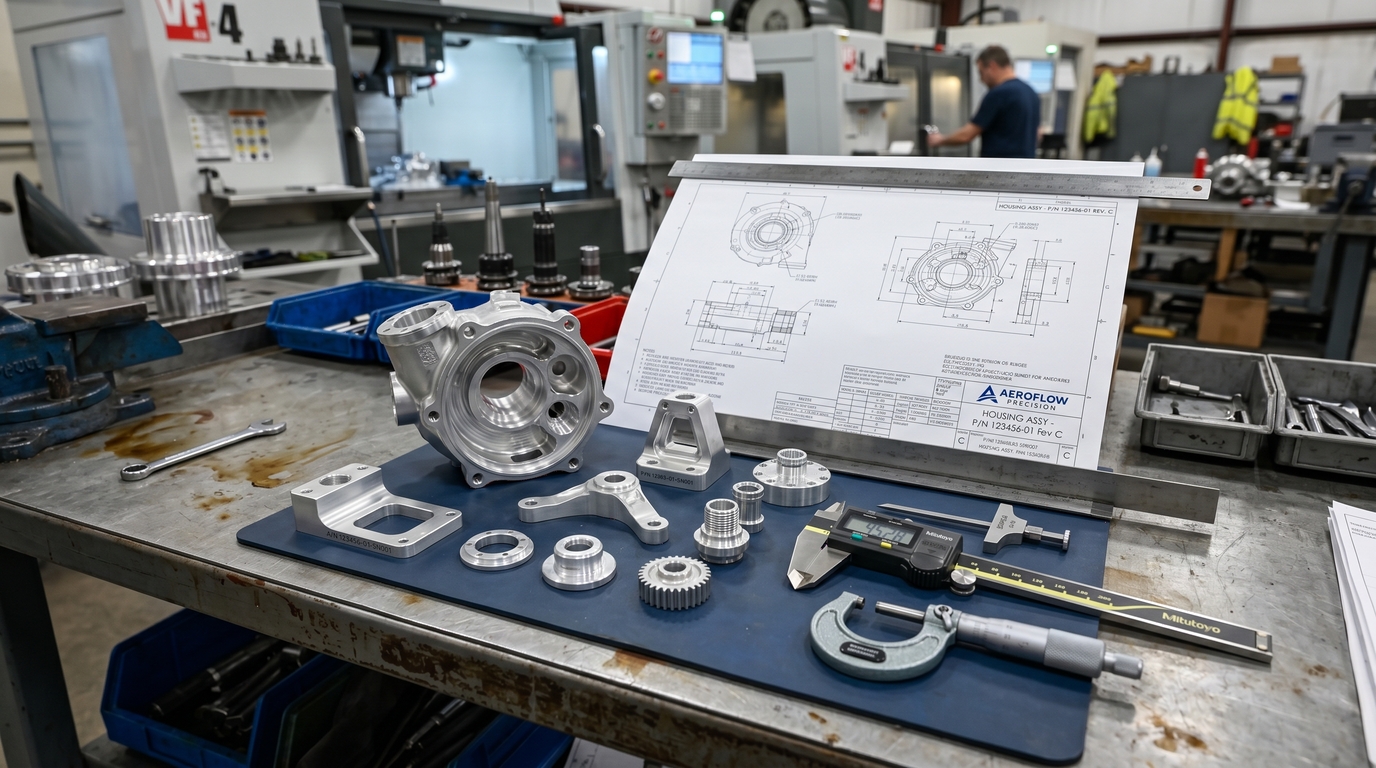
Braucht Dir Hëllef bei der Evaluatioun vun de Käschte fir d'Prototypbearbechtung am Verglach zu de Produktiounskäschte fir Är CNC-Deeler?
Bei Kachi Precision Manufacturing ënnerstëtzt eis Ingenieurséquipe OEM-Clienten mat DFM-Optimiséierung, Prototypbearbeitung, Produktioun a klenge Volumen a skalierbare Produktiounsléisungen.
Schéckt eis Är Zeechnunge fir eng technesch Iwwerpréiwung an eng Offertënnerstëtzung.
Zäitpunkt vun der Verëffentlechung: 03. Juni 2026





