
Pusvadītāju ražošana ir viena no pieprasītākajām nozarēm pasaulē. Neatkarīgi no tā, vai tā ir plāšu izgatavošana, plānkārtiņu uzklāšana, plazmas kodināšana vai jonu implantācija, katrs process ir atkarīgs no ārkārtīgi kontrolētas vides.
Daudzu pusvadītāju sistēmu centrā ir vakuuma kamera.
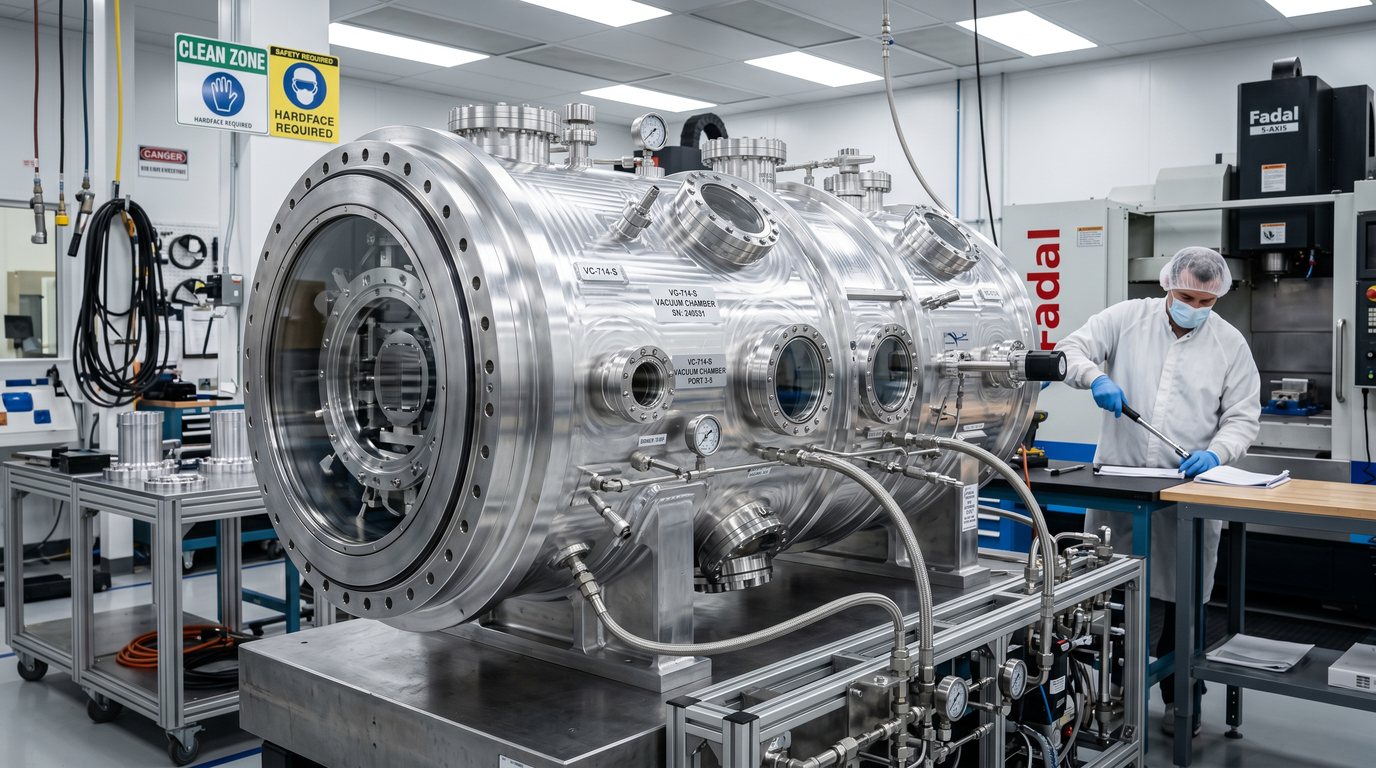
Vakuuma kamera var izskatīties pēc vienkārša metāla korpusa, taču no ražošanas viedokļa tā ir viena no sarežģītākajām apstrādes sastāvdaļām. Pat neliela izmēru novirze, virsmas defekts vai piesārņojuma problēma var apdraudēt vakuuma integritāti un ietekmēt iekārtu darbību.
Esam redzējuši projektus, kuros mikroskopisks blīvējuma virsmas defekts testēšanas laikā izraisīja vakuuma noplūdi, kā rezultātā bija nepieciešama dārga pārstrāde un piegādes kavēšanās. Pusvadītāju ražošanā precizitāte nav tikai izmēri — tā tieši ietekmē procesa stabilitāti, ražu un iekārtu uzticamību.
Šajā rokasgrāmatā mēs izpētīsim, kā pusvadītāju vakuuma kameras tiek apstrādātas ar CNC, kādus materiālus parasti izmanto, galvenās ražošanas problēmas un ko iekārtu ražotājiem vajadzētu ņemt vērā, izvēloties apstrādes piegādātāju.
Kas ir pusvadītāju vakuuma kamera?
Pusvadītāju vakuuma kamera ir noslēgts korpuss, kas paredzēts, lai izveidotu un uzturētu kontrolētu vakuuma vidi pusvadītāju ražošanas procesos.
Šīs kameras izolē plāksnes un procesa iekārtas no atmosfēras piesārņojuma, vienlaikus nodrošinot precīzu spiediena, temperatūras un gāzes sastāva kontroli.
Loma pusvadītāju ražošanā
Vakuuma kameras ir būtiskas daudziem pusvadītāju ražošanas procesiem, tostarp:
- Plānas plēves nogulsnēšana
- Plazmas kodināšana
- Vafeļu tīrīšana
- Jonu implantācija
- Virsmas apstrāde
- Procesa uzraudzība
Bez stabilas vakuuma vides var nopietni ciest procesa konsekvence un vafeļu kvalitāte.
Bieži sastopamie pusvadītāju procesi
Pusvadītāju ražošanā tiek izmantoti dažādi vakuuma kameru veidi.
| Process | Tipisks vakuuma kameras pielietojums |
|---|---|
| Sirds un asinsvadu slimības (SAS) | Plānas plēves nogulsnēšana |
| PVD | Metāla pārklāšana un izsmidzināšana |
| Plazmas kodināšana | Materiāla noņemšana |
| Jonu implantācija | Dopinga procesi |
| Vafeļu pārbaude | Kontrolētas vides testēšana |
Katrs process izvirza atšķirīgas prasības kameras konstrukcijai, virsmas apdarei un materiālu izvēlei.
Kāpēc vakuuma integritāte ir svarīga
Vakuuma integritāte ir kritiski svarīga, jo pat neliela noplūde var ienest procesa vidē piesārņotājus, mitrumu vai nevēlamas gāzes.
Iespējamās sekas ir šādas:
- Samazināta procesa stabilitāte
- Daļiņu piesārņojums
- Iekārtu dīkstāve
- Ražas zudums
- Paaugstinātas uzturēšanas izmaksas
Šī iemesla dēļ pusvadītāju vakuuma kamerām ir nepieciešami ievērojami stingrāki ražošanas standarti nekā parastajām rūpnieciskajām detaļām.
Materiāli, ko parasti izmanto vakuuma kamerām
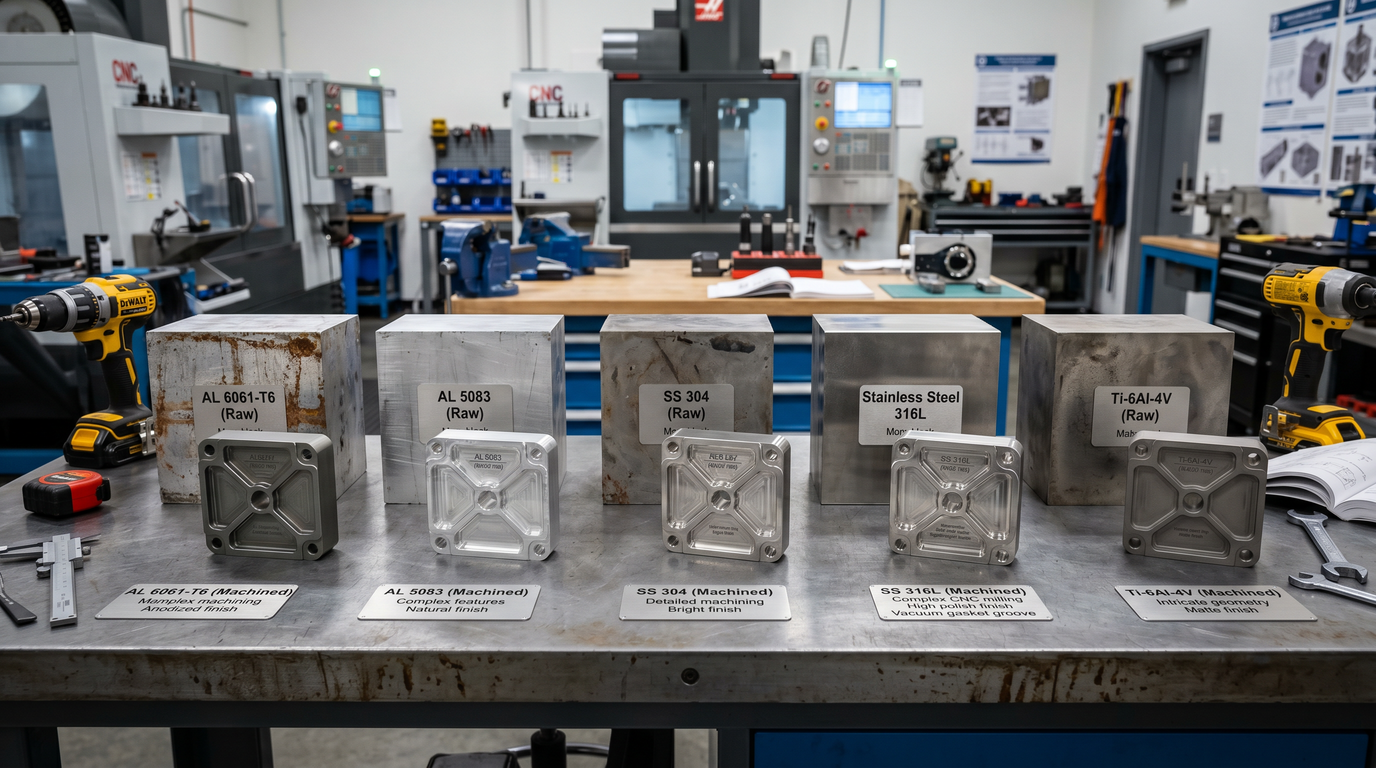
Materiālu izvēle tieši ietekmē vakuuma veiktspēju, izturību pret koroziju, termisko stabilitāti un ražošanas izmaksas.
Alumīnijs 6061-T6
Alumīnijs 6061-T6 ir viens no visbiežāk izmantotajiem materiāliem pusvadītāju vakuuma kamerām.
Priekšrocības ietver:
- Lieliska apstrādājamība
- Viegla konstrukcija
- Laba izturība pret koroziju
- Konkurētspējīgas materiālu izmaksas
- Augsta izmēru stabilitāte
Daudzas vidēja izmēra vakuuma kameras ir izgatavotas no 6061-T6 alumīnija.
Alumīnijs 5083
Alumīnijs 5083 bieži tiek izvēlēts, ja nepieciešama zemāka porainība un uzlabota vakuuma veiktspēja.
Ieguvumi ietver:
- Labāka metināmība
- Samazināta iekšējā porainība
- Uzlabota vakuuma saderība
- Laba izturība pret koroziju
To bieži izmanto lielākiem metinātiem vakuuma kameras mezgliem.
Nerūsējošais tērauds 304
Nerūsējošais tērauds 304 piedāvā izcilu izturību un ķīmisko izturību.
Pieteikumi ietver:
- Procesa kameras
- Ķīmisko vielu apstrādes iekārtas
- Augstas temperatūras vide
Nerūsējošais tērauds 316L
316L nerūsējošais tērauds ir vēlams piemērotākām vidēm, kur izturība pret koroziju un tīrība ir kritiski svarīga.
Zemais oglekļa saturs arī uzlabo metināšanas kvalitāti un samazina piesārņojuma risku.
Titāns
Titāns parasti tiek izmantots specializētiem pusvadītāju lietojumiem, kur nepieciešama izcila izturība pret koroziju un augsta stiprības un svara attiecība.
Bieži sastopamo vakuuma kameru materiālu salīdzinājums
| Materiāls | Svars | Korozijas izturība | Vakuuma veiktspēja | Tipisks pielietojums |
|---|---|---|---|---|
| Alumīnijs 6061-T6 | Gaisma | Labi | Lieliski | Vispārējās vakuuma kameras |
| Alumīnijs 5083 | Gaisma | Lieliski | Lieliski | Metinātas kameras |
| Nerūsējošais tērauds 304 | Smags | Lieliski | Ļoti labi | Procesa iekārtas |
| Nerūsējošais tērauds 316L | Smags | Augstāks | Lieliski | Augstas tīrības sistēmas |
| Titāns | Vidējs | Izcils | Lieliski | Specializētas lietojumprogrammas |
Galvenās CNC apstrādes prasības vakuuma kamerām
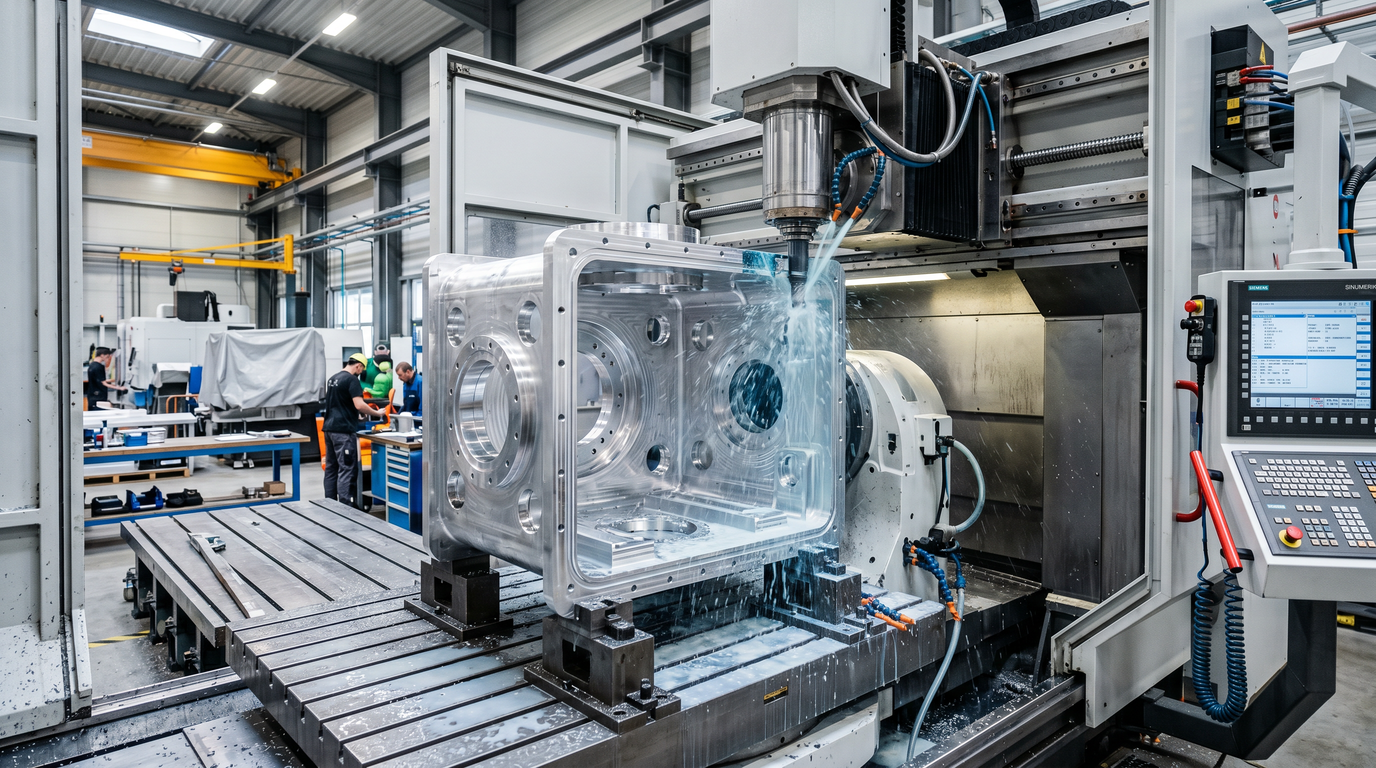
Vakuuma kameras apstrādei ir nepieciešams daudz vairāk nekā tikai izmēru pielaižu ievērošana.
Stingras izmēru pielaides
Kritiskām kameras īpašībām bieži vien ir nepieciešamas pielaides, sākot no:
- ±0,05 mm
- ±0,02 mm
- ±0,01 mm
atkarībā no blīvēšanas prasībām un montāžas sarežģītības.
Saskaršanās virsmas, atloku atrašanās vietas un kritiskās saskarnes ir jāapstrādā ar īpašu precizitāti.
Plakanuma kontrole
Blīvējošās virsmas ir viena no vakuuma kameras svarīgākajām īpašībām.
Pat nelielas līdzenuma novirzes var apdraudēt blīvējuma efektivitāti.
Lieliem vakuuma kameras atlokiem bieži vien ir nepieciešamas rūpīgi kontrolētas apstrādes stratēģijas, lai saglabātu līdzenumu visā virsmā.
Koncentriskuma prasības
Portiem, atverēm un savienošanas elementiem bieži ir nepieciešama stingra koncentriskuma kontrole, lai nodrošinātu pareizu izlīdzināšanu montāžas laikā.
Slikta koncentriskuma rezultātā var rasties:
- Montāžas jautājumi
- Blīvējumu bojājumi
- Paaugstināta stresa koncentrācija
Virsmas apdares prasības
Virsmas kvalitātei ir liela nozīme vakuuma veiktspējā.
Nelīdzenas virsmas var:
- Saslaucīt piesārņotājus
- Palielināt izplūdi
- Sarežģītas tīrīšanas procedūras
Daudziem pusvadītāju lietojumiem visā kameras iekšpusē ir nepieciešamas gludas un vienmērīgas virsmas.
Apstrāde bez daļiņām
Viens no lielākajiem izaicinājumiem pusvadītāju komponentu ražošanā ir daļiņu ģenerēšanas samazināšana līdz minimumam.
Apstrādes procesi ir rūpīgi jākontrolē, lai samazinātu:
- Atgriezumu veidošanās
- Iegultās daļiņas
- Virsmas piesārņojums
- Atlikušie apstrādes atkritumi
Virsmas apdares prasības pusvadītāju lietojumos
Virsmas apdare tieši ietekmē vakuuma veiktspēju un tīrību.
Standarta mehāniskā apdare
Standarta mehāniski apstrādāta apdare var būt pieņemama nekritiskām ārējām virsmām.
Tipisks raupjums:
Ra 3,2 μm
Smalki apstrādāta virsma
Daudzām vakuuma saskares virsmām nepieciešama smalkāka apstrāde.
Tipisks raupjums:
Ra 1,6 μm
vai labāk.
Elektropulēšana
Elektropulēšana parasti tiek izmantota nerūsējošā tērauda vakuuma kamerām.
Ieguvumi ietver:
- Samazināta virsmas raupjuma
- Uzlabota tīrība
- Labāka izturība pret koroziju
Anodēšana
Alumīnija vakuuma kameras komponenti bieži tiek anodēti, lai uzlabotu:
- Korozijas izturība
- Nodilumizturība
- Virsmas izturība
Virsmas apdares salīdzinājums
| Pabeigt | Tipisks Ra | Bieži sastopams pielietojums |
|---|---|---|
| Standarta mehāniski apstrādāts | 3,2 μm | Vispārējas virsmas |
| Smalki apstrādāts | 1,6 μm | Precīzas blīvēšanas zonas |
| Precīza apdare | 0,8 μm | Kritiskās vakuuma virsmas |
| Elektropulēts | <0,8 μm | Augstas tīrības sistēmas |
| Anodēts | Atšķiras | Alumīnija komponenti |
Kā sliktas apstrādes dēļ var rasties vakuuma noplūdes
Virsmas defekti
Skrāpējumi, iespiedumi un apstrādes pēdas var sabojāt blīvējuma virsmas.
Pat nelielas nepilnības vakuuma apstākļos var kļūt par noplūdes ceļiem.
Porainības problēmas
Materiāla porainība var ļaut gāzēm iekļūt caur kameras sienām.
Šis jautājums ir īpaši svarīgs, izvēloties alumīnija materiālus.
Nepareizas blīvēšanas virsmas
Slikta līdzenuma kontrole var novērst pareizu blīves saspiešanu un izraisīt noplūdi.
Metināšanas deformācija
Lielās vakuuma kamerās bieži ir metinātas konstrukcijas.
Nepareizas metināšanas procedūras var radīt deformācijas, kas ietekmē blīvējuma virsmas.
Piesārņojuma riski
Kamerā palikušie apstrādes atlikumi var piesārņot pusvadītāju procesus un ietekmēt ražu.
Pusvadītāju vakuuma kameru kvalitātes kontrole
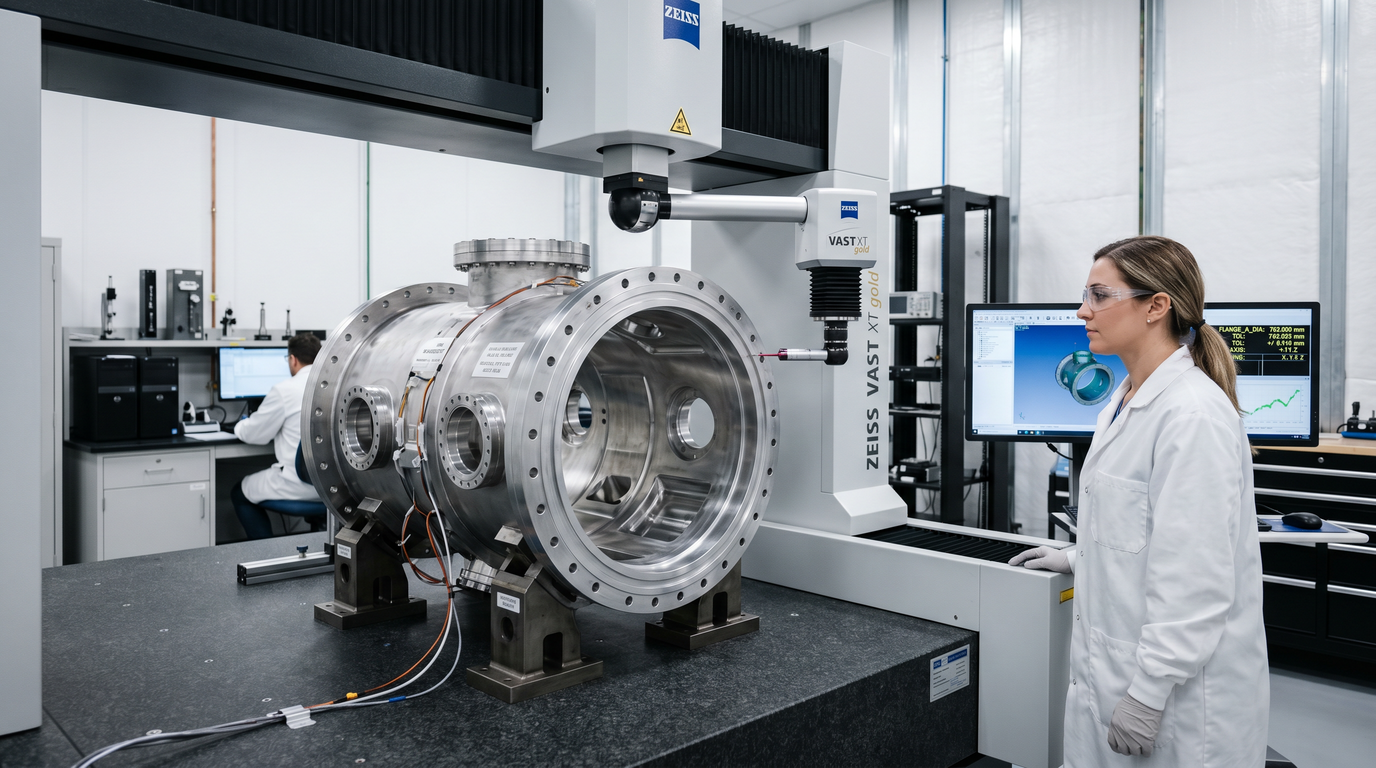
CMM pārbaude
Koordinātu mērierīces (CMM) pārbauda:
- Kritiskie izmēri
- Plakanums
- Pozīcijas pielaides
- Ģeometriskās iezīmes
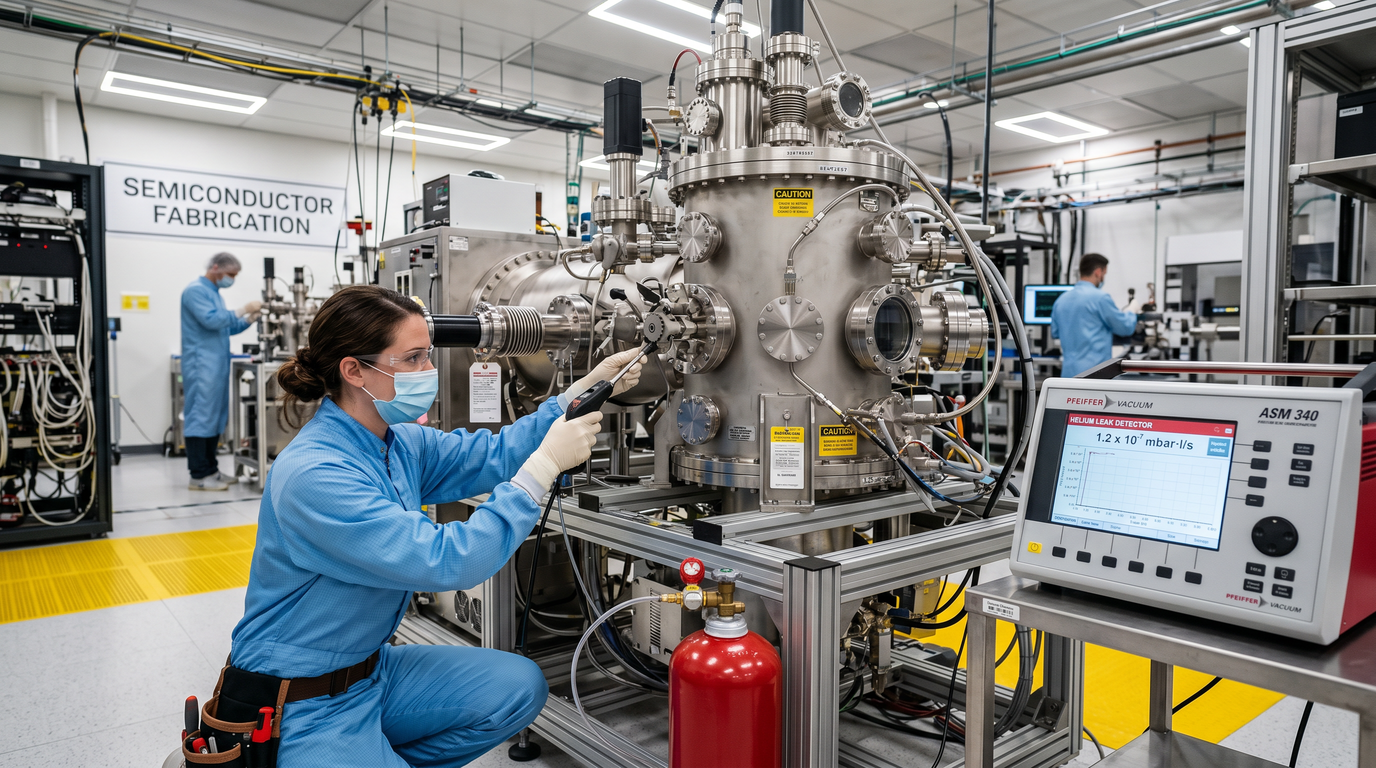
Noplūžu pārbaude
Vakuuma kamerām bieži tiek veiktas noplūdes pārbaudes, lai pārbaudītu blīvējuma veiktspēju.
Atkarībā no pielietojuma testēšanas metodes var ietvert:
- Spiediena pārbaude
- Vakuuma turēšanas pārbaude
- Hēlija noplūdes noteikšana
Materiālu sertifikācija
Materiālu sertifikāti apliecina:
- Ķīmiskais sastāvs
- Mehāniskās īpašības
- Izsekojamība
Virsmas raupjuma mērīšana
Virsmas raupjuma testeri pārbauda atbilstību noteiktajām apdares prasībām.
Tīrīšanas procedūras
Pirms nosūtīšanas bieži vien ir nepieciešami galīgie tīrīšanas procesi, lai noņemtu piesārņotājus un apstrādes atlikumus.
Vakuuma kameru pārbaudes metodes
| Pārbaudes metode | Mērķis |
|---|---|
| CMM pārbaude | Izmēru pārbaude |
| Noplūžu pārbaude | Vakuuma integritātes validācija |
| Materiālu sertifikācija | Izsekojamības pārbaude |
| Virsmas raupjuma pārbaude | Virsmas kvalitātes apstiprinājums |
| Noslēguma tīrīšanas pārbaude | Piesārņojuma novēršana |
Izaicinājumi lielu vakuuma kameru apstrādē
Daļēja kropļošana
Materiāla spriegums apstrādes laikā var izraisīt izmēru izmaiņas.
Termiskā stabilitāte
Ilgu apstrādes ciklu laikā lieliem komponentiem var rasties termiskā izplešanās.
Apstrādes laiks
Lielām kamerām bieži vien ir nepieciešams:
- Vairāki iestatījumi
- Pagarināts cikla laiks
- Lielas ietilpības aprīkojums
Daudzpusīga apstrāde
Sarežģītas kameru ģeometrijas bieži vien prasa apstrādi no vairākām orientācijām, kas palielina iestatīšanas sarežģītību un pārbaudes prasības.
Ķīnas un ASV vakuuma kameru ražošana
Izmaksu salīdzinājums
Ķīnas ražotāji bieži vien nodrošina zemākas kopējās ražošanas izmaksas, vienlaikus saglabājot konkurētspējīgas precizitātes iespējas.
Izpildes laiks
Izpildes laiki ir atkarīgi no projekta sarežģītības, taču daudzi Ķīnas piegādātāji izmanto ļoti efektīvas ražošanas sistēmas, kas spēj atbalstīt gan prototipa, gan ražošanas prasības.
Precīzijas spēja
Mūsdienu CNC iekārtas Ķīnā parasti darbojas:
- 3 asu apstrādes centri
- 4 asu apstrādes centri
- 5 asu apstrādes centri
- Uzlabotas pārbaudes sistēmas
spēj izpildīt augstās pusvadītāju prasības.
Inženiertehniskais atbalsts
Labākie piegādātāji pirms ražošanas uzsākšanas sniedz inženiertehniskos pārskatus, DFM ieteikumus un ražošanas optimizāciju.
Kā izvēlēties CNC piegādātāju pusvadītāju vakuuma kamerām
Pieredze vakuuma nozarē
Meklējiet piegādātājus ar pieredzi pusvadītāju un vakuuma iekārtu ražotāju atbalstīšanā.
Materiālu ekspertīze
Piegādātājam ir jāsaprot šādu detaļu apstrādes uzvedība:
- Alumīnijs 6061
- Alumīnijs 5083
- Nerūsējošais tērauds 304
- Nerūsējošais tērauds 316L
- Titāns
Pārbaudes iespējas
Novērtējiet pieejamo pārbaudes aprīkojumu un kvalitātes sistēmas.
Tīra ražošanas vide
Tīras ražošanas prakses palīdz samazināt piesārņojuma risku.
Noplūžu testu atbalsts
Piegādātāji, kas spēj atbalstīt noplūžu testēšanu, var vienkāršot projektu vadību un uzlabot kvalitātes nodrošināšanu.
Kā Kachi atbalsta pusvadītāju iekārtu ražotājus
Uzņēmumā Kachi Precision Manufacturing mēs atbalstām pusvadītāju iekārtu ražotājus ar precīziem CNC apstrādes risinājumiem sarežģītām vakuuma kameru detaļām un saistītajām mezgliem.
Precīza CNC frēzēšana
Mēs ražojam augstas precizitātes alumīnija un nerūsējošā tērauda detaļas ar stingru izmēru kontroli.
Vakuuma kameras komponenti
Mūsu komanda atbalsta kameru korpusu, atloku, montāžas konstrukciju un pielāgotu vakuuma sistēmu detaļu apstrādi.
Stingras tolerances apstrāde
Mēs regulāri apstrādājam precīzas detaļas, kurām nepieciešama stingra izmēru un ģeometrijas kontrole.
Pārbaude un dokumentācija
Visaptveroši pārbaudes procesi un dokumentācija palīdz nodrošināt konsekvenci visā ražošanas procesā.
Secinājums
Pusvadītāju vakuuma kameras ir vieni no visprasīgākajiem CNC apstrādes projektiem mūsdienu ražošanā.
Panākumi ir atkarīgi ne tikai no detaļas izgatavošanas drukāšanai. Materiālu izvēlei, izmēru precizitātei, virsmas apdares kvalitātei, piesārņojuma kontrolei un vakuuma integritātei ir izšķiroša nozīme galīgajā sniegumā.
Pusvadītāju iekārtu ražotājiem, izvēloties apstrādes partneri ar spēcīgām inženiertehniskajām spējām, precīzām pārbaudes sistēmām un pieredzi vakuuma lietojumprogrammās, var ievērojami samazināt projekta risku un uzlabot ilgtermiņa uzticamību.
Bieži uzdotie jautājumi
Kāds materiāls ir vislabākais pusvadītāju vakuuma kamerām?
Alumīnijs 6061-T6, alumīnijs 5083, nerūsējošais tērauds 304 un nerūsējošais tērauds 316L ir vieni no visbiežāk izmantotajiem materiāliem atkarībā no vakuuma prasībām un procesa apstākļiem.
Kāpēc virsmas apdare ir svarīga vakuuma kamerās?
Virsmas apdare ietekmē tīrību, gāzu izdalīšanās īpašības, piesārņojuma kontroli un blīvēšanas veiktspēju.
Kāda pielaide ir nepieciešama vakuuma kameras apstrādei?
Daudzām kritiskām iezīmēm ir nepieciešamas pielaides no ±0,05 mm līdz ±0,01 mm atkarībā no pielietojuma prasībām.
Kā tiek pārbaudīta vakuuma kameru hermētiskums?
Izplatītākās metodes ietver vakuuma pārbaudi, spiediena pārbaudi un hēlija noplūdes noteikšanu.
Vai CNC apstrādātas alumīnija kameras var sasniegt īpaši augstu vakuuma veiktspēju?
Jā. Pareiza materiālu izvēle, precīza apstrāde, virsmas apstrāde, tīrīšana un hermētiskuma pārbaude var nodrošināt, lai alumīnija kameras atbilstu stingrajām vakuuma prasībām.
Meklējat uzticamu CNC apstrādes partneri pusvadītāju vakuuma kameras komponentiem?
Uzņēmumā Kachi Precision Manufacturing mēs atbalstām pusvadītāju iekārtu ražotājus ar precīzu apstrādi, stingru pielaides kontroli un stingriem pārbaudes procesiem vakuuma kameras komponentiem un mezgliem.
Sazinieties ar mūsu inženieru komandu jau šodien, lai saņemtu tehnisku pārskatu un ātru cenu piedāvājumu.
Publicēšanas laiks: 2026. gada 9. jūnijs






