
Halvlederproduksjon er en av de mest krevende industriene i verden. Enten det er waferfabrikasjon, tynnfilmavsetning, plasmaetsing eller ionimplantasjon, er hver prosess avhengig av et ekstremt kontrollert miljø.
I sentrum av mange halvledersystemer er vakuumkammeret.
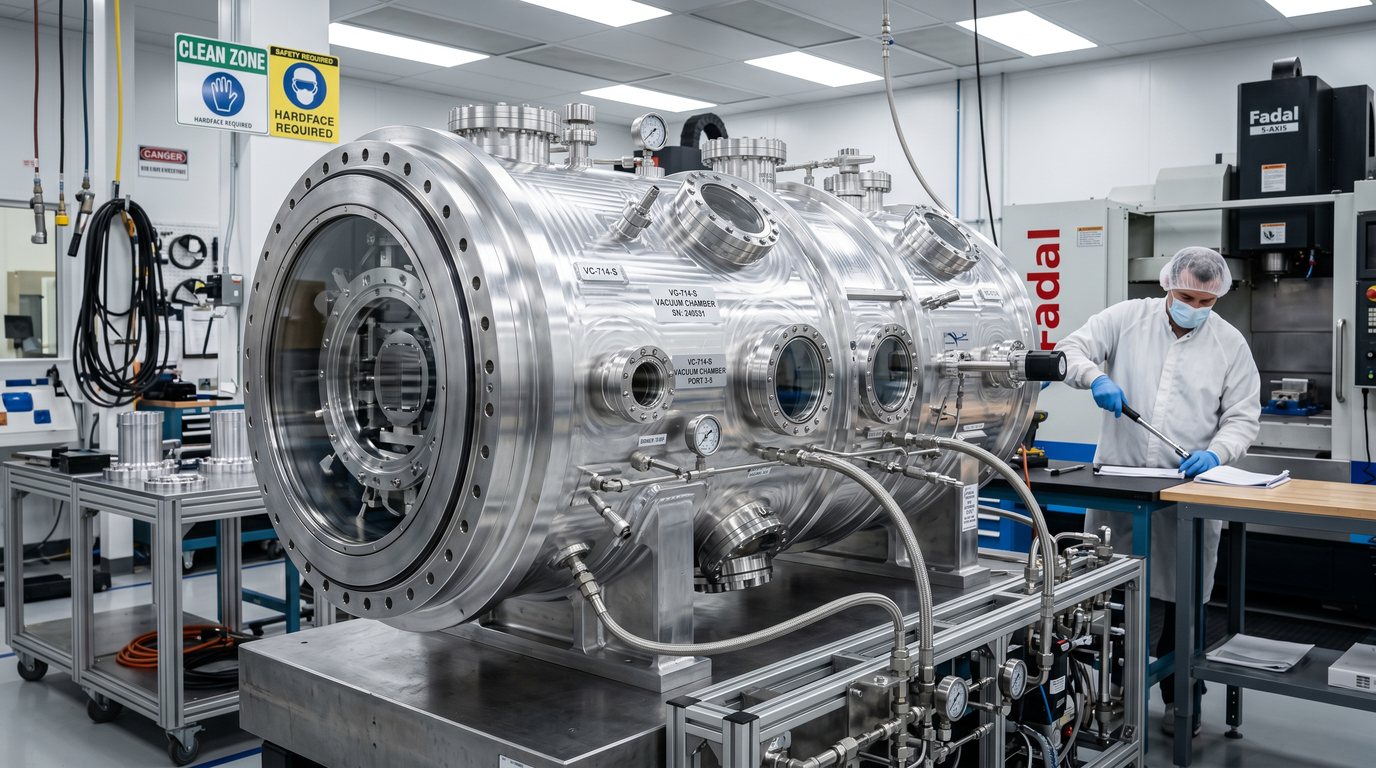
Et vakuumkammer kan se ut som et enkelt metallskap, men fra et produksjonsperspektiv er det en av de mest utfordrende komponentene å maskinere. Selv et mindre dimensjonsavvik, overflatefeil eller forurensningsproblem kan kompromittere vakuumintegriteten og påvirke utstyrets ytelse.
Vi har sett prosjekter der en mikroskopisk defekt i tetningsflaten forårsaket vakuumlekkasje under testing, noe som resulterte i kostbart omarbeid og leveringsforsinkelser. I halvlederproduksjon handler ikke presisjon bare om dimensjoner – det påvirker direkte prosesstabilitet, utbytte og utstyrets pålitelighet.
I denne veiledningen skal vi utforske hvordan halvledervakuumkamre CNC-maskineres, materialene som vanligvis brukes, viktige produksjonsutfordringer og hva utstyrsprodusenter bør se etter når de velger en leverandør av maskinering.
Hva er et halvledervakuumkammer?
Et halvledervakuumkammer er et forseglet kabinett designet for å skape og opprettholde et kontrollert vakuummiljø for halvlederproduksjonsprosesser.
Disse kamrene isolerer wafere og prosessutstyr fra atmosfærisk forurensning, samtidig som de muliggjør presis kontroll av trykk, temperatur og gassammensetning.
Roll i halvlederproduksjon
Vakuumkamre er viktige for mange produksjonsprosesser for halvledere, inkludert:
- Tynnfilmavsetning
- Plasmaetsing
- Rengjøring av vaffel
- Ionimplantasjon
- Overflatebehandling
- Prosessovervåking
Uten et stabilt vakuummiljø kan prosesskonsistens og waferkvalitet bli alvorlig påvirket.
Vanlige halvlederprosesser
Ulike typer vakuumkamre brukes i halvlederproduksjon.
| Behandle | Typisk bruk av vakuumkammer |
|---|---|
| Hjerte- og kardiovaskulær sykdom | Tynnfilmavsetning |
| PVD | Metallbelegg og sputtering |
| Plasmaetsing | Materialfjerning |
| Ionimplantasjon | Dopingprosesser |
| Waferinspeksjon | Testing av kontrollert miljø |
Hver prosess stiller forskjellige krav til kammerdesign, overflatefinish og materialvalg.
Hvorfor vakuumintegritet er viktig
Vakuumintegritet er kritisk fordi selv mindre lekkasjer kan introdusere forurensninger, fuktighet eller uønskede gasser i prosessmiljøet.
Potensielle konsekvenser inkluderer:
- Redusert prosessstabilitet
- Partikkelforurensning
- Nedetid for utstyr
- Avlingstap
- Økte vedlikeholdskostnader
Av denne grunn krever halvledervakuumkamre betydelig strengere produksjonsstandarder enn konvensjonelle industrikomponenter.
Materialer som vanligvis brukes til vakuumkamre
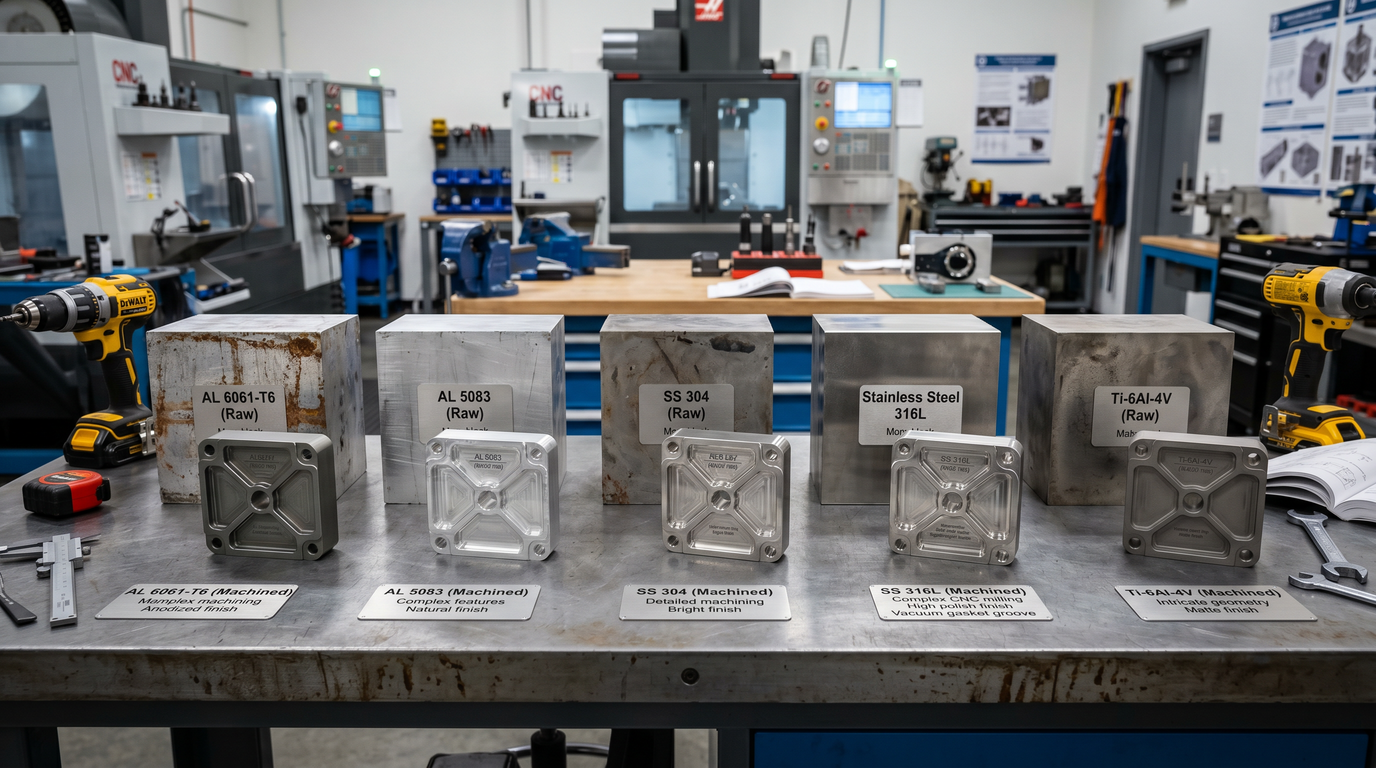
Materialvalg påvirker direkte vakuumytelse, korrosjonsbestandighet, termisk stabilitet og produksjonskostnader.
Aluminium 6061-T6
Aluminium 6061-T6 er et av de mest brukte materialene for halvledervakuumkamre.
Fordeler inkluderer:
- Utmerket maskinbarhet
- Lettvektsstruktur
- God korrosjonsbestandighet
- Konkurransedyktig materialkostnad
- Høy dimensjonsstabilitet
Mange mellomstore vakuumkamre er produsert av 6061-T6 aluminium.
Aluminium 5083
Aluminium 5083 velges ofte når det kreves lavere porøsitet og forbedret vakuumytelse.
Fordeler inkluderer:
- Bedre sveiseevne
- Redusert indre porøsitet
- Forbedret vakuumkompatibilitet
- God korrosjonsbestandighet
Den brukes ofte til større sveisede vakuumkammerenheter.
Rustfritt stål 304
Rustfritt stål 304 tilbyr utmerket holdbarhet og kjemisk motstand.
Bruksområder inkluderer:
- Prosesskammere
- Kjemikaliehåndteringsutstyr
- Høytemperaturmiljøer
Rustfritt stål 316L
316L rustfritt stål er å foretrekke for mer krevende miljøer der korrosjonsbestandighet og renslighet er avgjørende.
Det lave karboninnholdet forbedrer også sveisekvaliteten og reduserer risikoen for forurensning.
Titan
Titan er vanligvis reservert for spesialiserte halvlederapplikasjoner der det kreves eksepsjonell korrosjonsbestandighet og høye styrke-til-vekt-forhold.
Sammenligning av vanlige vakuumkammermaterialer
| Materiale | Vekt | Korrosjonsbestandighet | Vakuumytelse | Typisk bruk |
|---|---|---|---|---|
| Aluminium 6061-T6 | Lys | God | Glimrende | Generelle vakuumkamre |
| Aluminium 5083 | Lys | Glimrende | Glimrende | Sveisede kamre |
| Rustfritt stål 304 | Tung | Glimrende | Veldig bra | Prosessutstyr |
| Rustfritt stål 316L | Tung | Overlegen | Glimrende | Høyrenhetssystemer |
| Titan | Medium | Eksepsjonell | Glimrende | Spesialiserte applikasjoner |
Viktige CNC-maskineringskrav for vakuumkamre
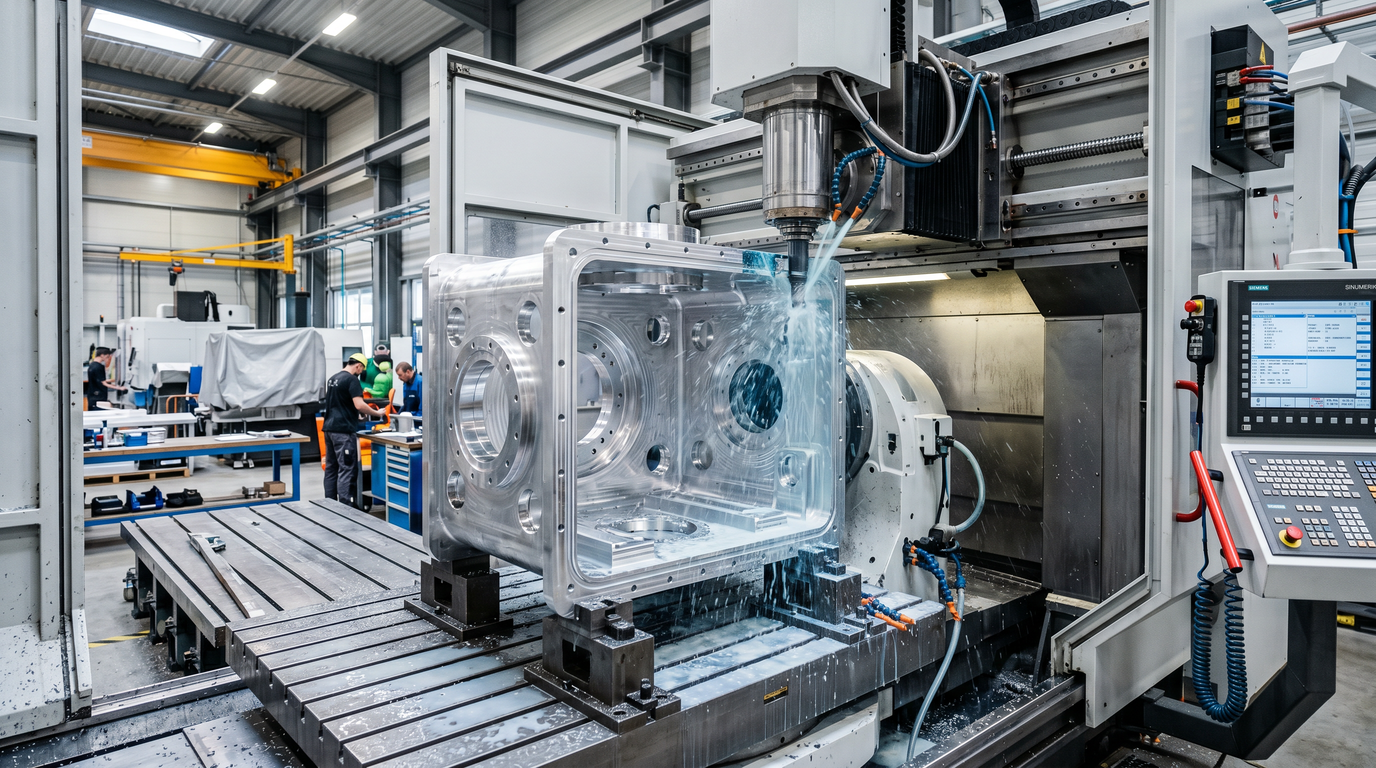
Vakuumkammermaskinering krever langt mer enn bare å overholde dimensjonstoleranser.
Snære dimensjonstoleranser
Kritiske kammerfunksjoner krever ofte toleranser fra:
- ±0,05 mm
- ±0,02 mm
- ±0,01 mm
avhengig av tetningskrav og monteringskompleksitet.
Kontaktflater, flensplasseringer og kritiske grensesnitt må maskineres med eksepsjonell presisjon.
Flathetskontroll
Tetningsflater representerer en av de viktigste egenskapene til et vakuumkammer.
Selv små avvik i planhet kan svekke tetningseffektiviteten.
Store vakuumkammerflenser krever ofte nøye kontrollerte maskineringsstrategier for å opprettholde flathet over hele overflaten.
Krav til konsentrisitet
Porter, åpninger og sammenkoblingsfunksjoner krever ofte streng konsentrisitetskontroll for å sikre riktig justering under montering.
Dårlig konsentrisitet kan føre til:
- Monteringsproblemer
- Tetningsfeil
- Økte stresskonsentrasjoner
Krav til overflatebehandling
Overflatekvalitet spiller en viktig rolle i vakuumets ytelse.
Ru overflater kan:
- Fang forurensninger
- Øk utgassing
- Kompliser rengjøringsprosedyrer
For mange halvlederapplikasjoner kreves glatte og konsistente overflater i hele kammerets indre.
Partikkelfri maskinering
En av de største utfordringene innen produksjon av halvlederkomponenter er å minimere partikkelgenerering.
Maskineringsprosesser må kontrolleres nøye for å redusere:
- Graddannelse
- Innebygde partikler
- Overflateforurensning
- Rester av maskineringsavfall
Krav til overflatebehandling i halvlederapplikasjoner
Overflatefinish påvirker direkte støvsugerens ytelse og renhet.
Standard maskinert finish
En standard maskinert overflate kan være akseptabel for ikke-kritiske utvendige overflater.
Typisk ruhet:
Ra 3,2 μm
Finmaskinert overflate
Mange vakuumkontaktoverflater krever finere maskinering.
Typisk ruhet:
Ra 1,6 μm
eller bedre.
Elektropolering
Elektropolering brukes ofte for vakuumkamre i rustfritt stål.
Fordeler inkluderer:
- Redusert overflateruhet
- Forbedret renslighet
- Bedre korrosjonsbestandighet
Anodisering
Aluminiums vakuumkammerkomponenter anodiseres ofte for å forbedre:
- Korrosjonsbestandighet
- Slitasjemotstand
- Overflatebestandighet
Sammenligning av overflatefinish
| Fullfør | Typisk Ra | Felles søknad |
|---|---|---|
| Standard maskinert | 3,2 μm | Generelle overflater |
| Finmaskinert | 1,6 μm | Presisjonsforseglingsområder |
| Presisjonsfinish | 0,8 μm | Kritiske vakuumoverflater |
| Elektropolert | <0,8 μm | Høyrenhetssystemer |
| Anodisert | Varierer | Aluminiumskomponenter |
Hvordan vakuumlekkasjer kan forårsakes av dårlig maskinering
Overflatefeil
Riper, bulker og maskineringsmerker kan skade tetningsflatene.
Selv mindre ufullkommenheter kan bli lekkasjeveier under vakuumforhold.
Problemer med porøsitet
Materialporøsitet kan tillate gasser å trenge gjennom kammerveggene.
Dette spørsmålet er spesielt viktig når man velger aluminiumsmaterialer.
Feilaktige tetningsflater
Dårlig flathetskontroll kan forhindre riktig pakningskompresjon og føre til lekkasje.
Sveiseforvrengning
Store vakuumkamre inneholder ofte sveisede strukturer.
Feilaktige sveiseprosedyrer kan føre til forvrengning som påvirker tetningsflatene.
Forurensningsrisikoer
Maskineringsrester som blir igjen inne i kammeret kan forurense halvlederprosesser og påvirke utbyttet.
Kvalitetskontroll for vakuumkamre for halvledere
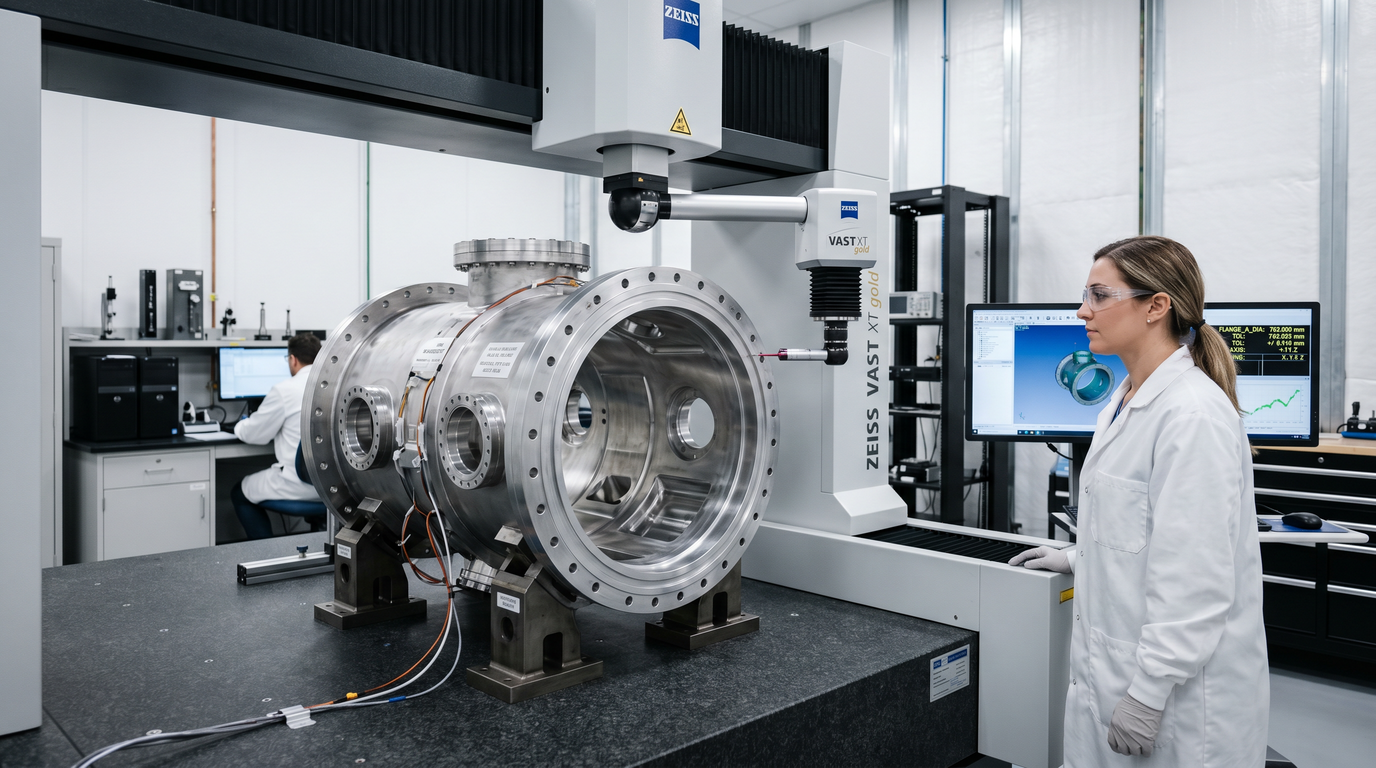
CMM-inspeksjon
Koordinatmålemaskiner (CMM-er) verifiserer:
- Kritiske dimensjoner
- Flathet
- Posisjonstoleranser
- Geometriske trekk
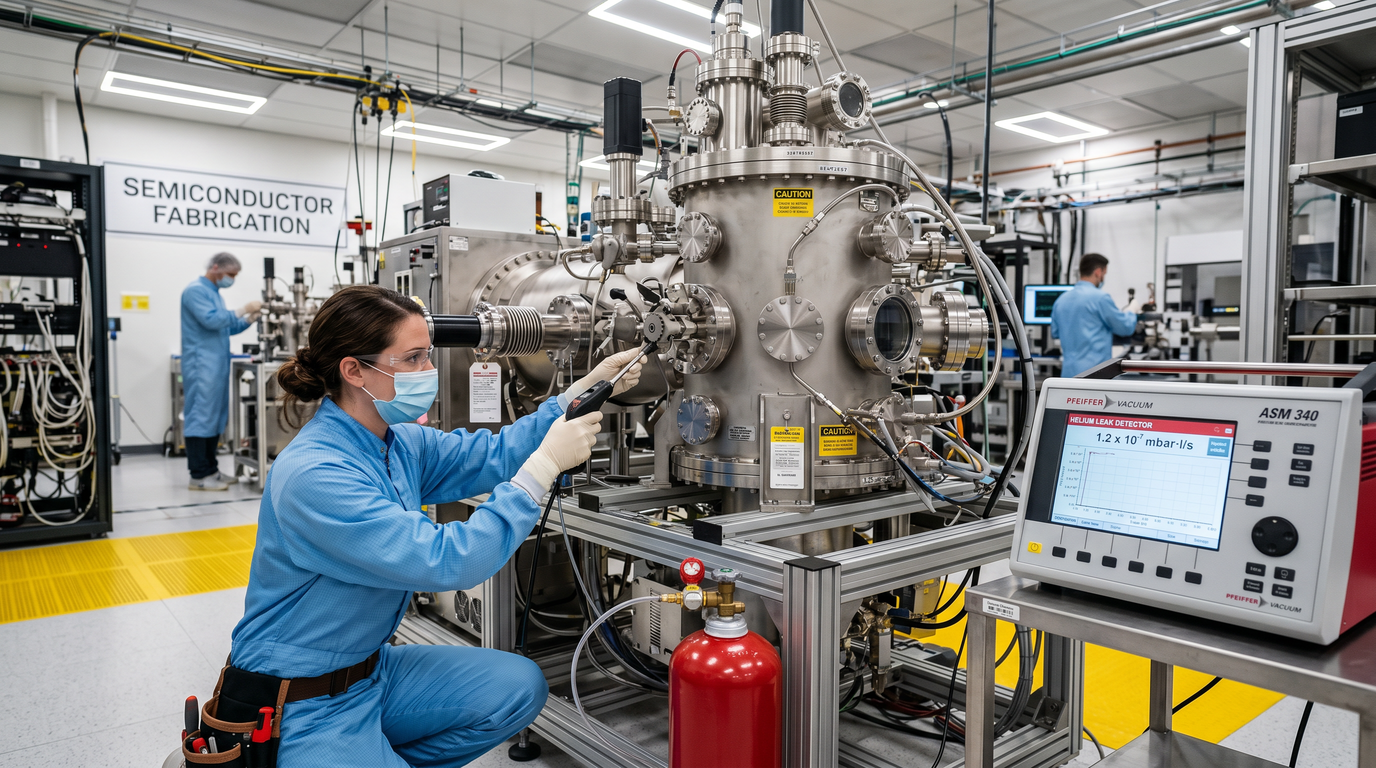
Lekkasjetesting
Vakuumkamre gjennomgår ofte lekkasjetesting for å bekrefte tetningsevnen.
Avhengig av applikasjonen kan testmetodene omfatte:
- Trykktesting
- Vakuumholdtesting
- Heliumlekkasjedeteksjon
Materialsertifisering
Materialsertifikater bekrefter:
- Kjemisk sammensetning
- Mekaniske egenskaper
- Sporbarhet
Måling av overflateruhet
Overflateruhetstestere verifiserer samsvar med spesifiserte finishkrav.
Rengjøringsprosedyrer
Sluttrengjøringsprosesser er ofte nødvendige før forsendelse for å fjerne forurensninger og maskineringsrester.
Inspeksjonsmetoder brukt for vakuumkamre
| Inspeksjonsmetode | Hensikt |
|---|---|
| CMM-inspeksjon | Dimensjonsverifisering |
| Lekkasjetesting | Validering av vakuumintegritet |
| Materialsertifisering | Sporbarhetsverifisering |
| Testing av overflateruhet | Bekreftelse av overflatekvalitet |
| Sluttrengjøringsinspeksjon | Forebygging av forurensning |
Utfordringer ved maskinering av store vakuumkamre
Delforvrengning
Materialspenninger kan forårsake dimensjonsendringer under maskinering.
Termisk stabilitet
Store komponenter kan oppleve termisk utvidelse under lengre maskineringssykluser.
Maskineringstid
Store kamre krever ofte:
- Flere oppsett
- Utvidede syklustider
- Utstyr med stor kapasitet
Flersidig maskinering
Komplekse kammergeometrier krever ofte maskinering fra flere retninger, noe som øker kompleksiteten ved oppsett og inspeksjonskrav.
Kina vs USA Vakuumkammerproduksjon
Kostnadssammenligning
Kinesiske produsenter tilbyr ofte lavere totale produksjonskostnader samtidig som de opprettholder konkurransedyktige presisjonskapasiteter.
Ledetid
Ledetider avhenger av prosjektets kompleksitet, men mange kinesiske leverandører bruker svært effektive produksjonssystemer som er i stand til å støtte både prototype- og produksjonskrav.
Presisjonskapasitet
Moderne CNC-anlegg i Kina opererer vanligvis:
- 3-aksede maskineringssentre
- 4-aksede maskineringssentre
- 5-aksede maskineringssentre
- Avanserte inspeksjonssystemer
i stand til å oppfylle strenge krav til halvledere.
Ingeniørstøtte
De beste leverandørene tilbyr tekniske gjennomganger, DFM-anbefalinger og produksjonsoptimalisering før produksjonen starter.
Hvordan velge en CNC-leverandør for vakuumkamre for halvledere
Erfaring med vakuumindustrien
Se etter leverandører med erfaring fra støtte til produsenter av halvleder- og vakuumutstyr.
Materialekspertise
Leverandøren bør forstå maskineringsatferden til:
- Aluminium 6061
- Aluminium 5083
- Rustfritt stål 304
- Rustfritt stål 316L
- Titan
Inspeksjonskapasitet
Evaluer tilgjengelig inspeksjonsutstyr og kvalitetssystemer.
Rent produksjonsmiljø
Rene produksjonspraksiser bidrar til å redusere risikoen for forurensning.
Støtte for lekkasjetesting
Leverandører som kan støtte lekkasjetesting kan forenkle prosjektledelsen og forbedre kvalitetssikringen.
Hvordan Kachi støtter produsenter av halvlederutstyr
Hos Kachi Precision Manufacturing støtter vi produsenter av halvlederutstyr med presisjons-CNC-maskineringsløsninger for komplekse vakuumkammerkomponenter og relaterte sammenstillinger.
Presisjons-CNC-fresing
Vi produserer høypresisjonskomponenter i aluminium og rustfritt stål med streng dimensjonskontroll.
Komponenter i vakuumkammeret
Teamet vårt støtter maskinering av kammerkropper, flenser, monteringsstrukturer og spesialtilpassede vakuumsystemdeler.
Maskinering med tett toleranse
Vi maskinerer rutinemessig presisjonskomponenter som krever streng dimensjons- og geometrisk kontroll.
Inspeksjon og dokumentasjon
Omfattende inspeksjonsprosesser og dokumentasjon bidrar til å sikre konsistens gjennom hele produksjonen.
Konklusjon
Halvledervakuumkamre representerer noen av de mest krevende CNC-maskineringsprosjektene i moderne produksjon.
Suksess avhenger av langt mer enn bare å maskinere en del for utskrift. Materialvalg, dimensjonsnøyaktighet, overflatekvalitet, forurensningskontroll og vakuumintegritet spiller alle avgjørende roller i den endelige ytelsen.
For produsenter av halvlederutstyr kan det å velge en maskineringspartner med sterke ingeniørferdigheter, presisjonsinspeksjonssystemer og erfaring med vakuumapplikasjoner redusere prosjektrisikoen betydelig og forbedre langsiktig pålitelighet.
Vanlige spørsmål
Hvilket materiale er best for halvledervakuumkamre?
Aluminium 6061-T6, aluminium 5083, rustfritt stål 304 og rustfritt stål 316L er blant de mest brukte materialene, avhengig av vakuumkrav og prosessforhold.
Hvorfor er overflatefinish viktig i vakuumkamre?
Overflatefinish påvirker renslighet, avgassingsegenskaper, forurensningskontroll og tetningsytelse.
Hvilken toleranse kreves for vakuumkammermaskinering?
Mange kritiske funksjoner krever toleranser mellom ±0,05 mm og ±0,01 mm, avhengig av applikasjonskravene.
Hvordan testes vakuumkamre med lekkasje?
Vanlige metoder inkluderer vakuumtesting, trykktesting og heliumlekkasjedeteksjon.
Kan CNC-maskinerte aluminiumskamre oppnå ultrahøy vakuumytelse?
Ja. Riktig materialvalg, presisjonsbearbeiding, overflatebehandling, rengjøring og lekkasjetesting kan gjøre det mulig for aluminiumskamre å oppfylle strenge vakuumkrav.
Leter du etter en pålitelig CNC-maskineringspartner for vakuumkammerkomponenter til halvledere?
Hos Kachi Precision Manufacturing støtter vi produsenter av halvlederutstyr med presisjonsmaskinering, streng toleransekontroll og strenge inspeksjonsprosesser for vakuumkammerkomponenter og -enheter.
Kontakt vårt ingeniørteam i dag for en teknisk gjennomgang og et raskt tilbud.
Publisert: 09.06.2026





