
Proizvodnja polprevodnikov je ena najzahtevnejših industrij na svetu. Ne glede na to, ali gre za izdelavo rezin, nanašanje tankih filmov, plazemsko jedkanje ali ionsko implantacijo, je vsak proces odvisen od izjemno nadzorovanega okolja.
V središču mnogih polprevodniških sistemov je vakuumska komora.
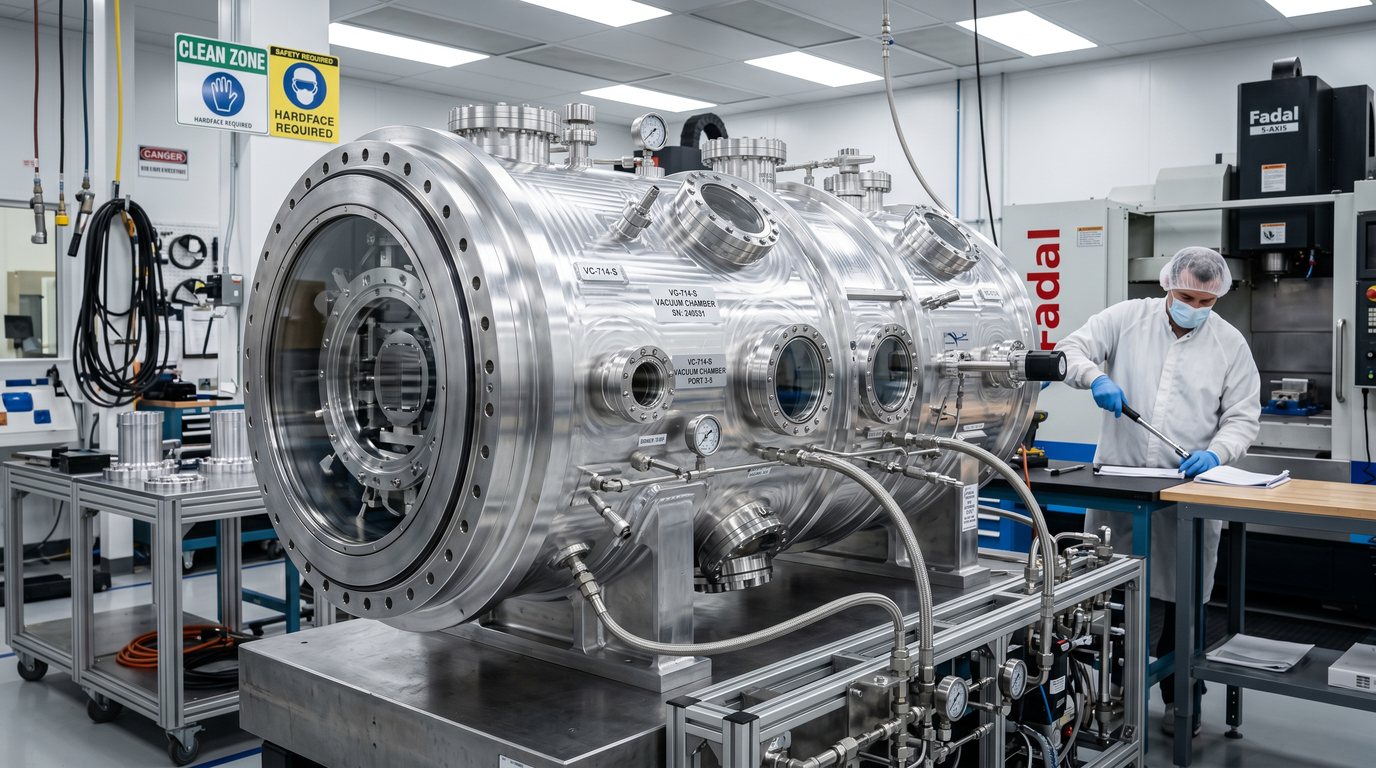
Vakuumska komora je morda videti kot preprosto kovinsko ohišje, vendar je z vidika proizvodnje ena najzahtevnejših komponent za strojno obdelavo. Že majhno dimenzijsko odstopanje, površinska napaka ali onesnaženje lahko ogrozi celovitost vakuuma in vpliva na delovanje opreme.
Videli smo projekte, kjer je mikroskopska napaka na tesnilni površini povzročila puščanje vakuuma med testiranjem, kar je povzročilo drago predelavo in zamude pri dobavi. Pri proizvodnji polprevodnikov natančnost ni le v dimenzijah – neposredno vpliva na stabilnost procesa, izkoristek in zanesljivost opreme.
V tem priročniku bomo raziskali, kako se polprevodniške vakuumske komore obdelujejo s CNC stroji, kateri materiali se pogosto uporabljajo, ključne proizvodne izzive in na kaj morajo biti proizvajalci opreme pozorni pri izbiri dobavitelja strojne obdelave.
Kaj je polprevodniška vakuumska komora?
Polprevodniška vakuumska komora je zaprto ohišje, zasnovano za ustvarjanje in vzdrževanje nadzorovanega vakuumskega okolja za procese proizvodnje polprevodnikov.
Te komore izolirajo rezine in procesno opremo pred atmosfersko kontaminacijo, hkrati pa omogočajo natančen nadzor tlaka, temperature in sestave plina.
Vloga v proizvodnji polprevodnikov
Vakuumske komore so bistvene za številne procese proizvodnje polprevodnikov, vključno z:
- Nanašanje tankih filmov
- Plazemsko jedkanje
- Čiščenje rezin
- Ionska implantacija
- Površinska obdelava
- Spremljanje procesov
Brez stabilnega vakuumskega okolja sta lahko doslednost procesa in kakovost rezin močno prizadeta.
Pogosti polprevodniški procesi
V proizvodnji polprevodnikov se uporabljajo različne vrste vakuumskih komor.
| Postopek | Tipična uporaba vakuumske komore |
|---|---|
| KVB | Nanašanje tankih filmov |
| PVD | Kovinsko premazovanje in naprševanje |
| Plazemsko jedkanje | Odstranjevanje materiala |
| Ionska implantacija | Doping procesi |
| Pregled rezin | Testiranje v nadzorovanem okolju |
Vsak postopek postavlja različne zahteve glede zasnove komore, površinske obdelave in izbire materiala.
Zakaj je integriteta vakuuma pomembna
Celovitost vakuuma je ključnega pomena, saj lahko že manjše puščanje v procesno okolje vnese onesnaževalce, vlago ali neželene pline.
Možne posledice vključujejo:
- Zmanjšana stabilnost procesa
- Kontaminacija z delci
- Izpad opreme
- Izguba pridelka
- Povečani stroški vzdrževanja
Zaradi tega zahtevajo polprevodniške vakuumske komore bistveno strožje proizvodne standarde kot običajne industrijske komponente.
Materiali, ki se pogosto uporabljajo za vakuumske komore
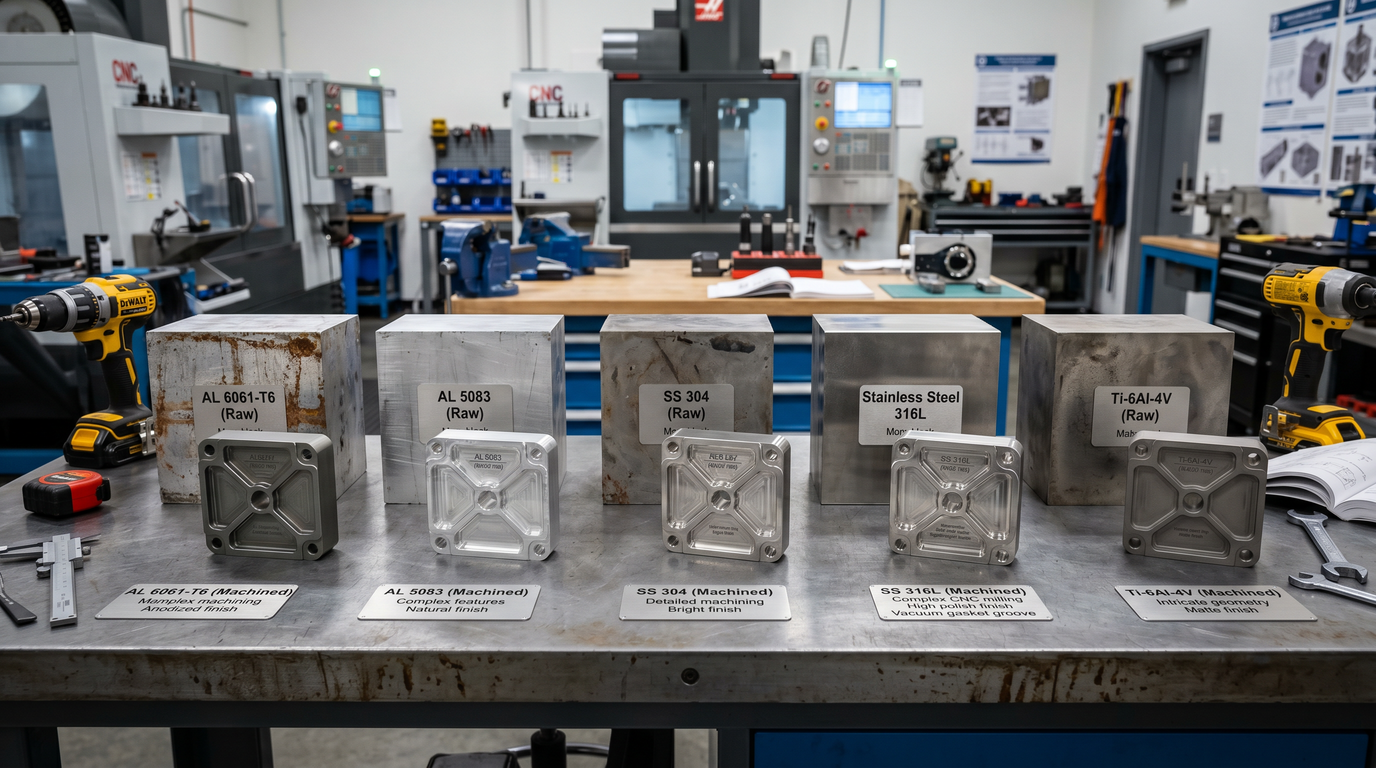
Izbira materiala neposredno vpliva na vakuumsko delovanje, odpornost proti koroziji, toplotno stabilnost in proizvodne stroške.
Aluminij 6061-T6
Aluminij 6061-T6 je eden najpogosteje uporabljenih materialov za polprevodniške vakuumske komore.
Prednosti vključujejo:
- Odlična obdelovalnost
- Lahka konstrukcija
- Dobra odpornost proti koroziji
- Konkurenčni stroški materiala
- Visoka dimenzijska stabilnost
Številne srednje velike vakuumske komore so izdelane iz aluminija 6061-T6.
Aluminij 5083
Aluminij 5083 se pogosto izbere, kadar sta potrebna manjša poroznost in izboljšana vakuumska zmogljivost.
Prednosti vključujejo:
- Boljša varivost
- Zmanjšana notranja poroznost
- Izboljšana združljivost z vakuumom
- Dobra odpornost proti koroziji
Pogosto se uporablja za večje varjene sklope vakuumskih komor.
Nerjaveče jeklo 304
Nerjaveče jeklo 304 ponuja odlično vzdržljivost in kemično odpornost.
Aplikacije vključujejo:
- Procesne komore
- Oprema za ravnanje s kemikalijami
- Visokotemperaturna okolja
Nerjaveče jeklo 316L
Nerjaveče jeklo 316L je prednostno za zahtevnejša okolja, kjer sta odpornost proti koroziji in čistoča ključnega pomena.
Nizka vsebnost ogljika izboljša tudi kakovost varjenja in zmanjša tveganje kontaminacije.
Titan
Titan je običajno rezerviran za specializirane polprevodniške aplikacije, kjer sta potrebna izjemna odpornost proti koroziji in visoko razmerje med trdnostjo in težo.
Primerjava običajnih materialov vakuumskih komor
| Material | Teža | Odpornost proti koroziji | Vakuumska zmogljivost | Tipična uporaba |
|---|---|---|---|---|
| Aluminij 6061-T6 | Svetloba | Dobro | Odlično | Splošne vakuumske komore |
| Aluminij 5083 | Svetloba | Odlično | Odlično | Varjene komore |
| Nerjaveče jeklo 304 | Težka | Odlično | Zelo dobro | Procesna oprema |
| Nerjaveče jeklo 316L | Težka | Superior | Odlično | Sistemi visoke čistosti |
| Titan | Srednje | Izjemno | Odlično | Specializirane aplikacije |
Ključne zahteve za CNC obdelavo vakuumskih komor
Vakuumska obdelava v komori zahteva veliko več kot le izpolnjevanje dimenzijskih toleranc.
Tesne dimenzijske tolerance
Kritične značilnosti komore pogosto zahtevajo tolerance, ki segajo od:
- ±0,05 mm
- ±0,02 mm
- ±0,01 mm
odvisno od zahtev glede tesnjenja in zahtevnosti montaže.
Stikalne površine, mesta prirobnic in kritični vmesniki morajo biti obdelani z izjemno natančnostjo.
Nadzor ravnosti
Tesnilne površine predstavljajo eno najpomembnejših značilnosti vakuumske komore.
Že majhna odstopanja v ravnosti lahko ogrozijo učinkovitost tesnjenja.
Velike prirobnice vakuumskih komor pogosto zahtevajo skrbno nadzorovane strategije obdelave, da se ohrani ravnost po celotni površini.
Zahteve glede koncentričnosti
Pri vratih, odprtinah in spojnih elementih je pogosto potreben strog nadzor koncentričnosti, da se zagotovi pravilna poravnava med montažo.
Slaba koncentričnost lahko povzroči:
- Težave z montažo
- Okvare tesnil
- Povečane koncentracije stresa
Zahteve za površinsko obdelavo
Kakovost površine igra pomembno vlogo pri delovanju vakuuma.
Grobe površine lahko:
- Ujemite onesnaževalce
- Povečajte odplinjevanje
- Zapleteni postopki čiščenja
Za številne polprevodniške aplikacije so potrebne gladke in enakomerne površine po celotni notranjosti komore.
Obdelava brez delcev
Eden največjih izzivov pri proizvodnji polprevodniških komponent je zmanjšanje nastajanja delcev.
Obdelovalne procese je treba skrbno nadzorovati, da se zmanjša:
- Nastanek zarez
- Vgrajeni delci
- Površinska kontaminacija
- Ostanki strojne obdelave
Zahteve glede površinske obdelave v polprevodniških aplikacijah
Površinska obdelava neposredno vpliva na delovanje in čistočo sesalnika.
Standardna strojna obdelava
Za nekritične zunanje površine je lahko sprejemljiva standardna strojna obdelava.
Tipična hrapavost:
Ra 3,2 μm
Fino obdelana površina
Številne površine, ki so v vakuumskem stiku, zahtevajo fino obdelavo.
Tipična hrapavost:
Ra 1,6 μm
ali bolje.
Elektropoliranje
Elektropoliranje se pogosto uporablja za vakuumske komore iz nerjavečega jekla.
Prednosti vključujejo:
- Zmanjšana hrapavost površine
- Izboljšana čistoča
- Boljša odpornost proti koroziji
Anodizacija
Aluminijaste komponente vakuumske komore so pogosto eloksirane za izboljšanje:
- Odpornost proti koroziji
- Odpornost proti obrabi
- Površinska vzdržljivost
Primerjava površinske obdelave
| Končaj | Tipični Ra | Skupna uporaba |
|---|---|---|
| Standardno strojno obdelano | 3,2 μm | Splošne površine |
| Fino strojno obdelano | 1,6 μm | Precizno tesnilna območja |
| Natančna končna obdelava | 0,8 μm | Kritične vakuumske površine |
| Elektropolirano | <0,8 μm | Sistemi visoke čistosti |
| Anodizirano | Spreminja se | Aluminijaste komponente |
Kako lahko puščanje vakuuma povzroči slaba obdelava
Površinske napake
Praske, udrtine in sledi obdelave lahko poškodujejo tesnilne površine.
Tudi manjše nepravilnosti lahko v vakuumskih pogojih postanejo poti puščanja.
Težave s poroznostjo
Poroznost materiala lahko omogoči prehajanje plinov skozi stene komore.
To vprašanje je še posebej pomembno pri izbiri aluminijastih materialov.
Nepravilne tesnilne površine
Slaba kontrola ravnosti lahko prepreči pravilno stiskanje tesnila in povzroči puščanje.
Varilna distorzija
Velike vakuumske komore pogosto vsebujejo varjene strukture.
Nepravilni postopki varjenja lahko povzročijo deformacije, ki vplivajo na tesnilne površine.
Tveganja kontaminacije
Ostanki strojne obdelave, ki ostanejo v komori, lahko onesnažijo polprevodniške procese in vplivajo na izkoristek.
Nadzor kakovosti za polprevodniške vakuumske komore
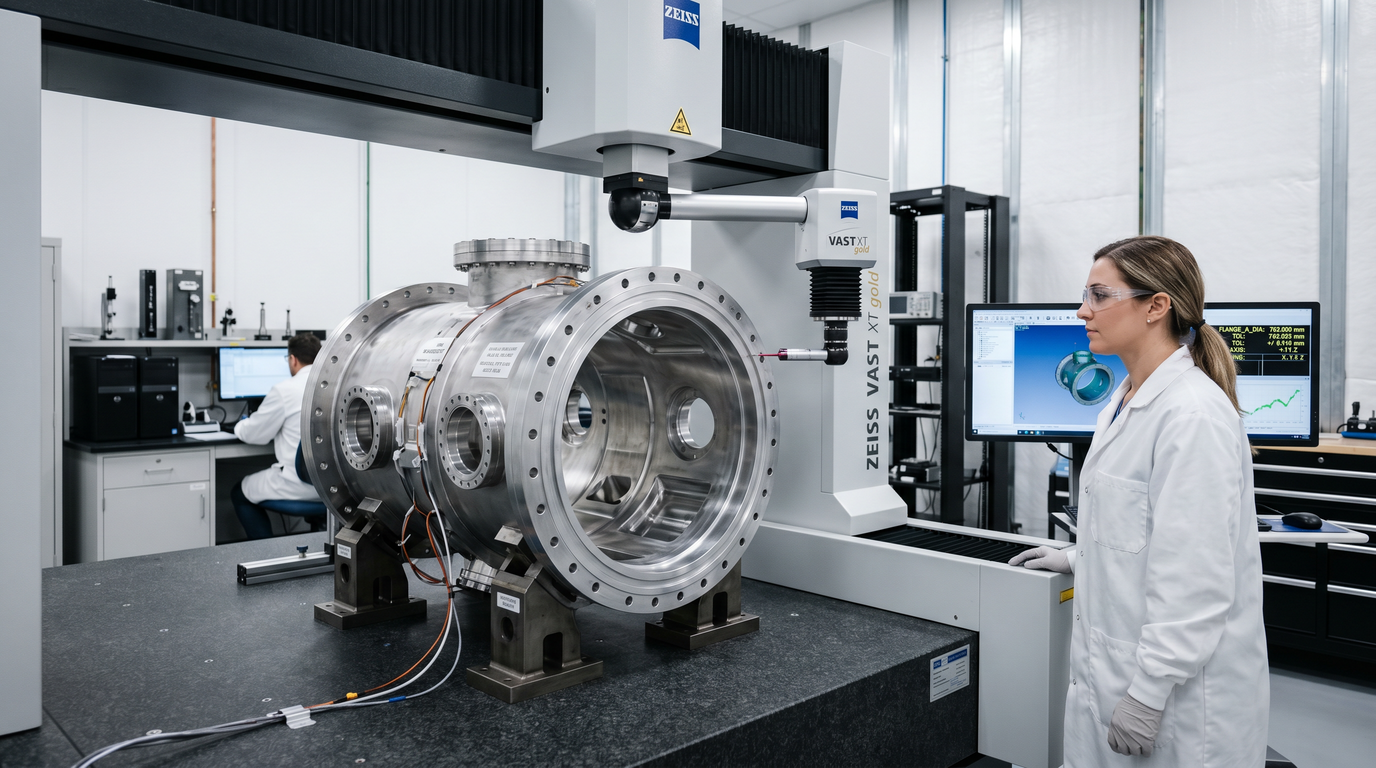
Pregled koordinatnega merilnega stroja (KMS)
Koordinatni merilni stroji (KMS) preverjajo:
- Kritične dimenzije
- Ploskost
- Tolerance položaja
- Geometrijske značilnosti
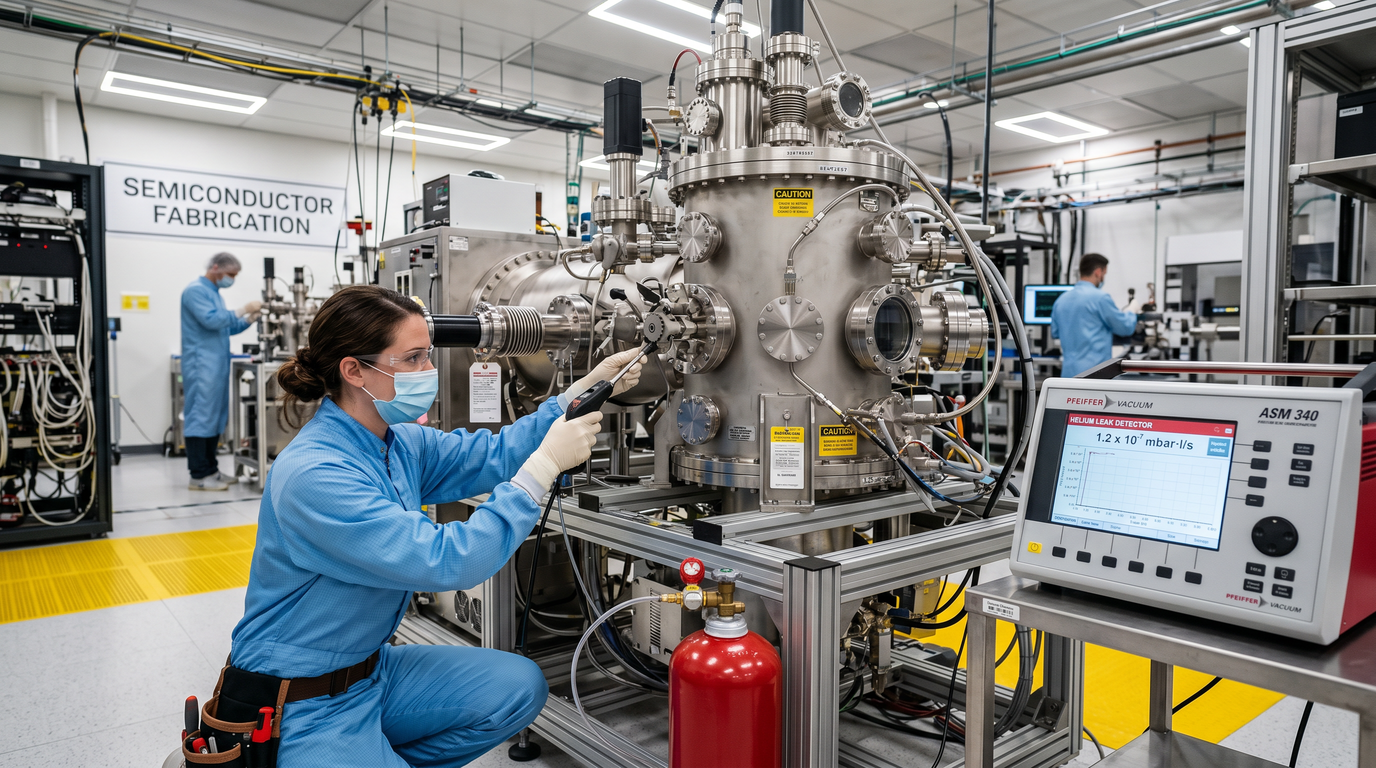
Preizkus tesnosti
Vakuumske komore se pogosto testirajo na tesnost, da se preveri tesnilna sposobnost.
Glede na uporabo lahko metode testiranja vključujejo:
- Preizkus tlaka
- Testiranje vakuumskega zadrževanja
- Zaznavanje puščanja helija
Certificiranje materialov
Certifikati materialov potrjujejo:
- Kemična sestava
- Mehanske lastnosti
- Sledljivost
Merjenje hrapavosti površine
Preizkuševalci hrapavosti površine preverjajo skladnost z določenimi zahtevami glede končne obdelave.
Postopki čiščenja
Pred odpremo so pogosto potrebni končni postopki čiščenja, da se odstranijo onesnaževalci in ostanki strojne obdelave.
Metode pregledovanja, ki se uporabljajo za vakuumske komore
| Metoda pregleda | Namen |
|---|---|
| Pregled koordinatnega merilnega stroja (KMS) | Preverjanje dimenzij |
| Preizkus tesnosti | Validacija integritete vakuuma |
| Certificiranje materialov | Preverjanje sledljivosti |
| Testiranje hrapavosti površine | Potrditev kakovosti površine |
| Končni pregled čiščenja | Preprečevanje kontaminacije |
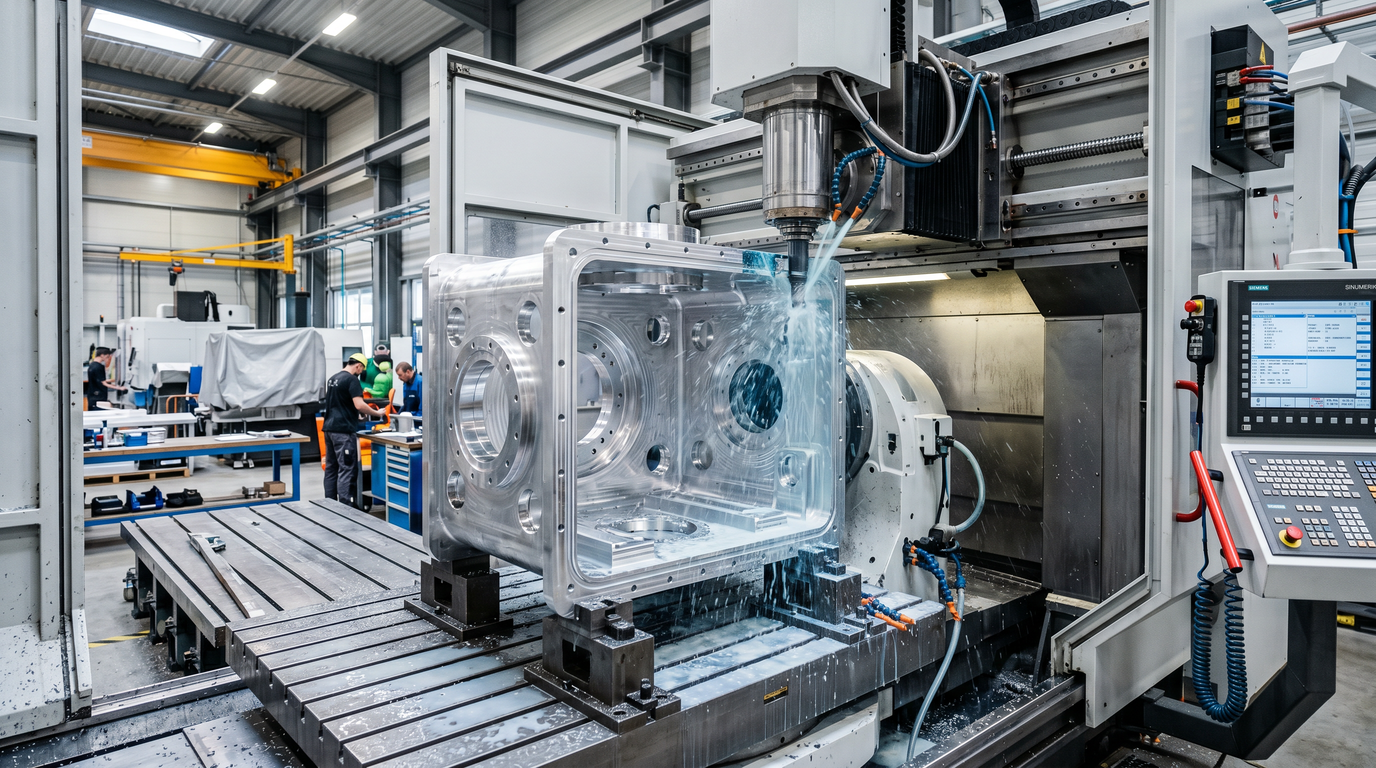
Izzivi pri obdelavi velikih vakuumskih komor
Popačenje delov
Materialne napetosti lahko med obdelavo povzročijo dimenzijske spremembe.
Termična stabilnost
Velike komponente se lahko med daljšimi obdelovalnimi cikli toplotno raztezajo.
Čas obdelave
Velike komore pogosto zahtevajo:
- Več nastavitev
- Podaljšani časi ciklov
- Oprema velike zmogljivosti
Večstranska obdelava
Kompleksne geometrije komor pogosto zahtevajo obdelavo iz več orientacij, kar povečuje kompleksnost namestitve in zahteve glede pregledov.
Proizvodnja vakuumskih komor na Kitajskem v primerjavi z ZDA
Primerjava stroškov
Kitajski proizvajalci pogosto zagotavljajo nižje skupne proizvodne stroške, hkrati pa ohranjajo konkurenčne zmogljivosti natančnosti.
Čas izvedbe
Dobavni roki so odvisni od zahtevnosti projekta, vendar mnogi kitajski dobavitelji upravljajo zelo učinkovite proizvodne sisteme, ki lahko podpirajo tako prototipne kot proizvodne zahteve.
Zmogljivost natančnosti
Sodobni CNC obrati na Kitajskem običajno delujejo:
- 3-osni obdelovalni centri
- 4-osni obdelovalni centri
- 5-osni obdelovalni centri
- Napredni inšpekcijski sistemi
sposoben izpolnjevati zahtevne zahteve glede polprevodnikov.
Inženirska podpora
Najboljši dobavitelji pred začetkom proizvodnje zagotavljajo inženirske preglede, priporočila DFM in optimizacijo proizvodnje.
Kako izbrati dobavitelja CNC za polprevodniške vakuumske komore
Izkušnje v vakuumski industriji
Poiščite dobavitelje z izkušnjami pri podpori proizvajalcem polprevodniške in vakuumske opreme.
Strokovno znanje o materialih
Dobavitelj mora razumeti obnašanje strojne obdelave:
- Aluminij 6061
- Aluminij 5083
- Nerjaveče jeklo 304
- Nerjaveče jeklo 316L
- Titan
Zmogljivost inšpekcijskega pregleda
Ocenite razpoložljivo inšpekcijsko opremo in sisteme kakovosti.
Čisto proizvodno okolje
Čiste proizvodne prakse pomagajo zmanjšati tveganja kontaminacije.
Podpora za preizkus tesnosti
Dobavitelji, ki lahko podpirajo testiranje tesnosti, lahko poenostavijo vodenje projektov in izboljšajo zagotavljanje kakovosti.
Kako Kachi podpira proizvajalce polprevodniške opreme
V podjetju Kachi Precision Manufacturing podpiramo proizvajalce polprevodniške opreme z rešitvami za natančno CNC obdelavo kompleksnih komponent vakuumskih komor in sorodnih sklopov.
Precizno CNC rezkanje
Izdelujemo visoko precizne aluminijaste in nerjaveče jeklene komponente s strogim dimenzijskim nadzorom.
Komponente vakuumske komore
Naša ekipa nudi podporo pri obdelavi teles komor, prirobnic, montažnih struktur in delov vakuumskih sistemov po meri.
Obdelava z ozkimi tolerancami
Redno obdelujemo precizne komponente, ki zahtevajo strog dimenzijski in geometrijski nadzor.
Pregled in dokumentacija
Celoviti postopki inšpekcijskega pregleda in dokumentacija pomagajo zagotoviti doslednost skozi celotno proizvodnjo.
Zaključek
Polprevodniške vakuumske komore predstavljajo nekatere najzahtevnejše projekte CNC obdelave v sodobni proizvodnji.
Uspeh je odvisen od veliko več kot le strojne obdelave dela za tiskanje. Izbira materiala, dimenzijska natančnost, kakovost površinske obdelave, nadzor kontaminacije in vakuumska integriteta igrajo ključno vlogo pri končni učinkovitosti.
Za proizvajalce polprevodniške opreme lahko izbira partnerja za obdelavo z močnimi inženirskimi zmogljivostmi, sistemi za natančno kontrolo in izkušnjami z vakuumskimi aplikacijami znatno zmanjša tveganje projekta in izboljša dolgoročno zanesljivost.
Pogosta vprašanja
Kateri material je najboljši za polprevodniške vakuumske komore?
Aluminij 6061-T6, aluminij 5083, nerjaveče jeklo 304 in nerjaveče jeklo 316L so med najpogosteje uporabljenimi materiali, odvisno od zahtev glede vakuuma in procesnih pogojev.
Zakaj je površinska obdelava pomembna v vakuumskih komorah?
Površinska obdelava vpliva na čistočo, sproščanje plinov, nadzor onesnaženja in tesnilno sposobnost.
Kakšna toleranca je potrebna za obdelavo v vakuumski komori?
Številne kritične značilnosti zahtevajo tolerance med ±0,05 mm in ±0,01 mm, odvisno od zahtev uporabe.
Kako se preverja tesnost vakuumskih komor?
Med pogoste metode spadajo testiranje vakuumskega zadrževanja, testiranje tlaka in odkrivanje puščanja helija.
Ali lahko CNC-obdelane aluminijaste komore dosežejo izjemno visoko vakuumsko zmogljivost?
Da. Pravilna izbira materiala, natančna strojna obdelava, površinska obdelava, čiščenje in testiranje tesnosti lahko aluminijastim komoram omogočijo izpolnjevanje zahtevnih vakuumskih zahtev.
Iščete zanesljivega partnerja za CNC obdelavo polprevodniških komponent vakuumskih komor?
V podjetju Kachi Precision Manufacturing podpiramo proizvajalce polprevodniške opreme s precizno obdelavo, strogim nadzorom toleranc in strogimi postopki pregledovanja komponent in sklopov vakuumskih komor.
Za tehnični pregled in hitro ponudbo se obrnite na našo inženirsko ekipo še danes.
Čas objave: 9. junij 2026






