
Yarımkeçirici istehsalı dünyanın ən tələbkar sahələrindən biridir. İstər lövhə istehsalı, istər nazik təbəqə çökdürmə, istər plazma aşındırma, istərsə də ion implantasiyası olsun, hər bir proses son dərəcə nəzarətli mühitdən asılıdır.
Bir çox yarımkeçirici sistemlərin mərkəzində vakuum kamerası yerləşir.
Vakuum kamerası sadə metal korpus kimi görünə bilər, lakin istehsal baxımından maşın üçün ən çətin komponentlərdən biridir. Hətta kiçik ölçülü sapma, səth qüsuru və ya çirklənmə problemi belə vakuumun bütövlüyünü poza və avadanlığın işinə təsir göstərə bilər.
Mikroskopik möhürləmə səthindəki qüsurun sınaq zamanı vakuum sızmasına səbəb olduğu və bunun bahalı yenidən işləmə və çatdırılma gecikmələrinə səbəb olduğu layihələr gördük. Yarımkeçirici istehsalında dəqiqlik yalnız ölçülərlə bağlı deyil - bu, prosesin sabitliyinə, məhsuldarlığına və avadanlığın etibarlılığına birbaşa təsir göstərir.
Bu təlimatda, yarımkeçirici vakuum kameralarının CNC ilə necə işləndiyini, tez-tez istifadə olunan materialları, əsas istehsal çətinliklərini və avadanlıq istehsalçılarının emal təchizatçısı seçərkən nələrə diqqət etməli olduqlarını araşdıracağıq.
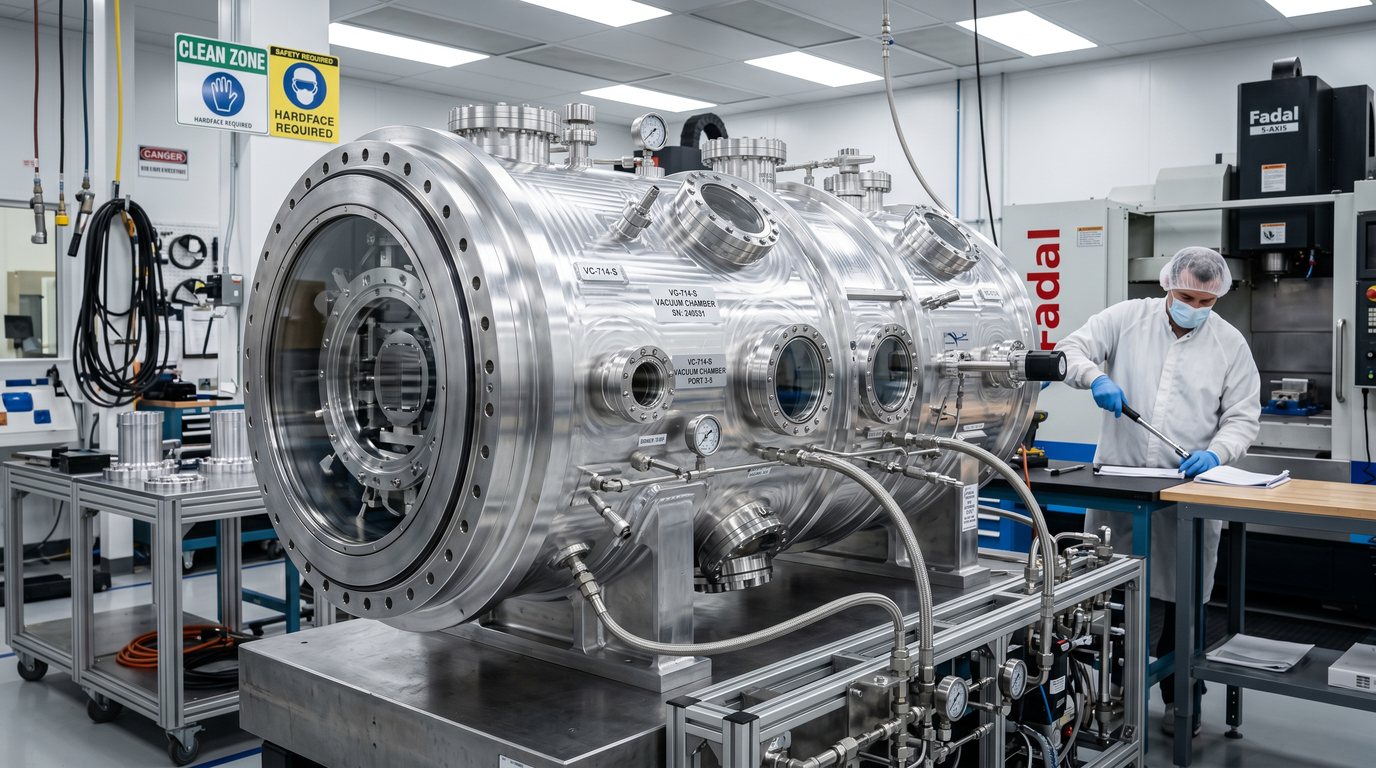
Yarımkeçirici Vakuum Kamerası nədir?
Yarımkeçirici vakuum kamerası, yarımkeçirici istehsal prosesləri üçün idarə olunan vakuum mühiti yaratmaq və saxlamaq üçün hazırlanmış möhürlənmiş bir korpusdur.
Bu kameralar lövhələri və emal avadanlıqlarını atmosfer çirklənməsindən təcrid edir və eyni zamanda təzyiq, temperatur və qaz tərkibinin dəqiq idarə olunmasına imkan verir.
Yarımkeçirici İstehsalında Rol
Vakuum kameraları bir çox yarımkeçirici istehsal prosesləri üçün vacibdir, o cümlədən:
- Nazik təbəqə çöküntüsü
- Plazma aşındırma
- Vafli təmizləmə
- İon implantasiyası
- Səthi müalicə
- Proses monitorinqi
Sabit bir vakuum mühiti olmadan, prosesin tutarlılığı və lövhənin keyfiyyəti ciddi şəkildə təsirlənə bilər.
Ümumi Yarımkeçirici Proseslər
Yarımkeçiricilərin istehsalında müxtəlif növ vakuum kameraları istifadə olunur.
| Proses | Tipik Vakuum Kamera Tətbiqi |
|---|---|
| Ürək-damar xəstəliyi | Nazik təbəqə çöküntüsü |
| PVD | Metal örtük və püskürtmə |
| Plazma Aşındırma | Materialın çıxarılması |
| İon İmplantasiyası | Dopinq prosesləri |
| Vafli Təftişi | Nəzarətli mühit testi |
Hər bir proses kamera dizaynına, səth örtüyünə və material seçiminə fərqli tələblər qoyur.
Vakuumun Bütövlüyü Niyə Vacibdir
Vakuumun bütövlüyü vacibdir, çünki hətta kiçik sızma belə çirkləndiriciləri, nəmi və ya istənməyən qazları proses mühitinə daxil edə bilər.
Potensial nəticələrə aşağıdakılar daxildir:
- Proses sabitliyinin azalması
- Hissəciklərin çirklənməsi
- Avadanlığın dayanma müddəti
- Məhsul itkisi
- Artan texniki xidmət xərcləri
Bu səbəbdən, yarımkeçirici vakuum kameraları ənənəvi sənaye komponentlərinə nisbətən daha sərt istehsal standartları tələb edir.
Vakuum Kameraları üçün Tez-tez İstifadə Edilən Materiallar
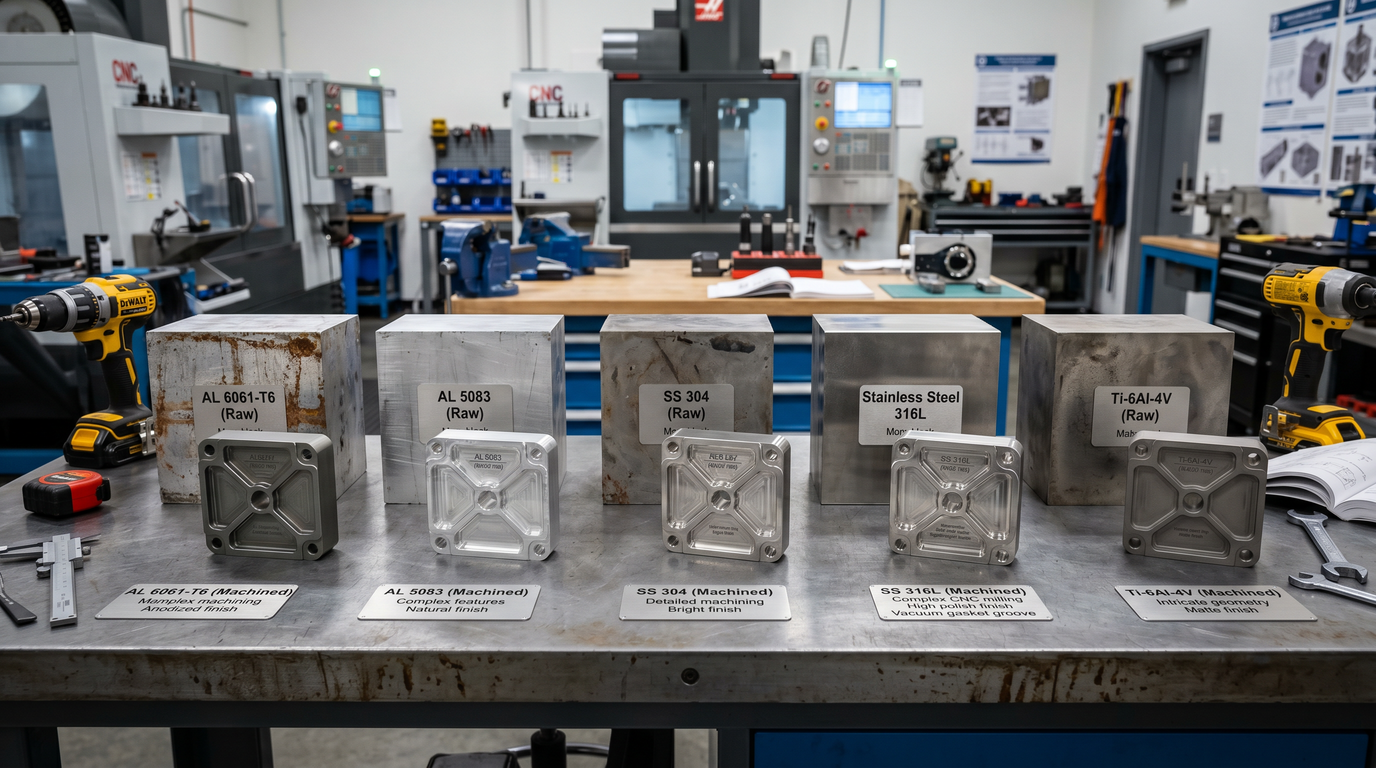
Material seçimi vakuumun performansına, korroziyaya davamlılığına, istilik sabitliyinə və istehsal xərcinə birbaşa təsir göstərir.
Alüminium 6061-T6
Alüminium 6061-T6, yarımkeçirici vakuum kameraları üçün ən çox istifadə edilən materiallardan biridir.
Üstünlüklərə aşağıdakılar daxildir:
- Əla işləmə qabiliyyəti
- Yüngül quruluş
- Yaxşı korroziyaya davamlılıq
- Rəqabətli material dəyəri
- Yüksək ölçülü sabitlik
Bir çox orta ölçülü vakuum kameraları 6061-T6 alüminiumdan istehsal olunur.
Alüminium 5083
Alüminium 5083, daha aşağı məsaməlilik və təkmilləşdirilmiş vakuum performansı tələb olunduqda tez-tez seçilir.
Faydalara aşağıdakılar daxildir:
- Daha yaxşı qaynaq qabiliyyəti
- Daxili məsaməliyin azalması
- Təkmilləşdirilmiş vakuum uyğunluğu
- Yaxşı korroziyaya davamlılıq
Tez-tez daha böyük qaynaqlı vakuum kamerası yığımları üçün istifadə olunur.
Paslanmayan Polad 304
Paslanmayan Polad 304 əla davamlılıq və kimyəvi müqavimət təklif edir.
Tətbiqlərə aşağıdakılar daxildir:
- Proses kameraları
- Kimyəvi maddələrlə işləmə avadanlığı
- Yüksək temperaturlu mühitlər
Paslanmayan Polad 316L
316L paslanmayan polad, korroziyaya davamlılığın və təmizliyin vacib olduğu daha tələbkar mühitlər üçün üstünlük təşkil edir.
Tərkibindəki aşağı karbon tərkibi qaynaq keyfiyyətini artırır və çirklənmə riskini azaldır.
Titan
Titan, ümumiyyətlə, müstəsna korroziyaya davamlılıq və yüksək möhkəmlik-çəki nisbətlərinin tələb olunduğu ixtisaslaşmış yarımkeçirici tətbiqlər üçün qorunur.
Ümumi Vakuum Kamera Materiallarının Müqayisəsi
| Material | Çəki | Korroziyaya davamlılıq | Vakuum Performansı | Tipik Tətbiq |
|---|---|---|---|---|
| Alüminium 6061-T6 | İşıq | Yaxşı | Əla | Ümumi vakuum kameraları |
| Alüminium 5083 | İşıq | Əla | Əla | Qaynaqlanmış kameralar |
| Paslanmayan Polad 304 | Ağır | Əla | Çox Yaxşı | Proses avadanlığı |
| Paslanmayan Polad 316L | Ağır | Üstün | Əla | Yüksək təmizlik sistemləri |
| Titan | Orta | Müstəsna | Əla | Xüsusi tətbiqlər |
Vakuum Kameraları üçün Əsas CNC Emal Tələbləri
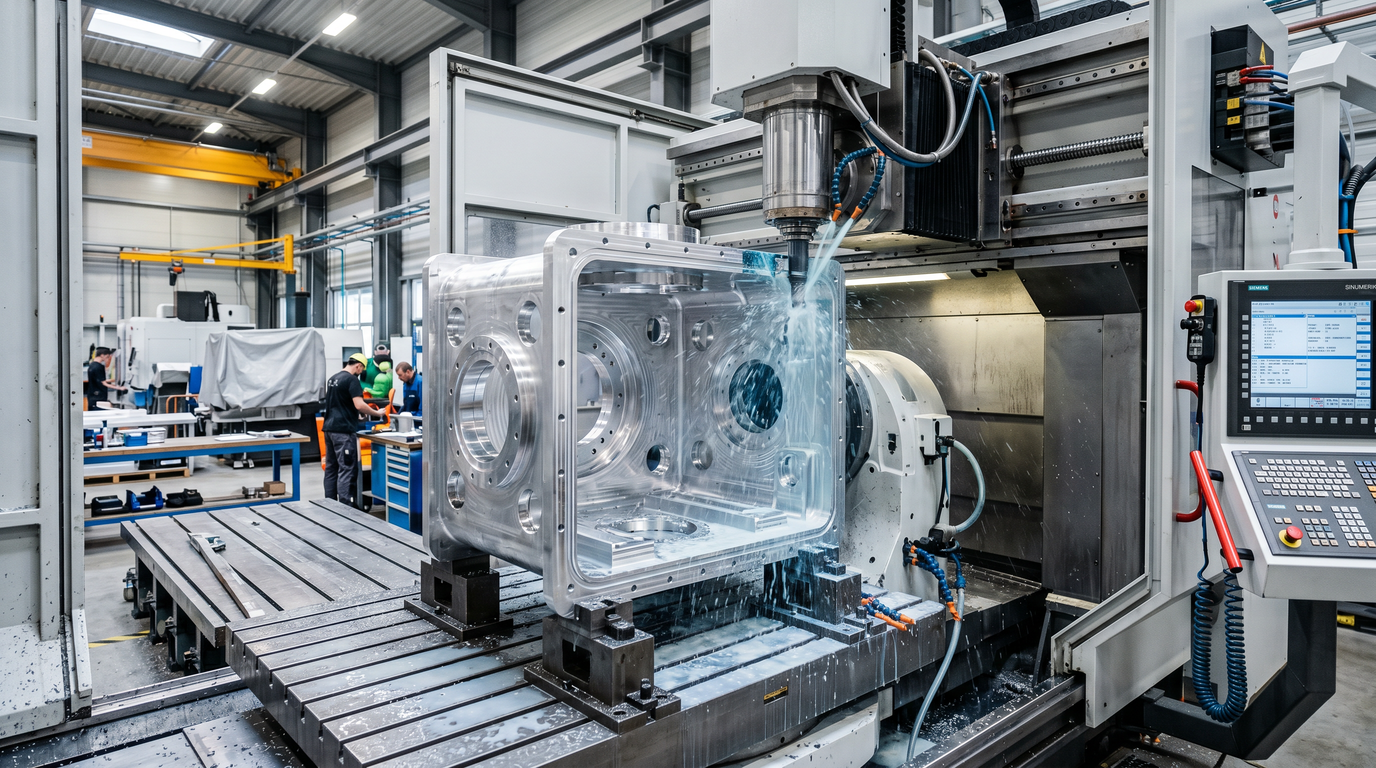
Vakuum kameralı emal sadəcə ölçülü toleranslara cavab verməkdən daha çox şey tələb edir.
Sıx Ölçülü Toleranslar
Kritik kamera xüsusiyyətləri tez-tez aşağıdakılardan ibarət tolerantlıq tələb edir:
- ±0.05 mm
- ±0.02 mm
- ±0.01 mm
möhürləmə tələblərindən və montaj mürəkkəbliyindən asılı olaraq.
Çiftleşən səthlər, flanş yerləri və vacib interfeyslər müstəsna dəqiqliklə işlənməlidir.
Düzlüyə Nəzarət
Sızdırmaz səthlər vakuum kamerasının ən vacib xüsusiyyətlərindən biridir.
Hətta kiçik düzlük sapmaları belə möhürləmə effektivliyinə mənfi təsir göstərə bilər.
Böyük vakuum kameralı flanşlar, bütün səthdə düzlüyü qorumaq üçün tez-tez diqqətlə idarə olunan emal strategiyaları tələb edir.
Konsentriklik Tələbləri
Portlar, dəliklər və birləşmə xüsusiyyətləri montaj zamanı düzgün uyğunlaşmanı təmin etmək üçün tez-tez sıx konsentriklik nəzarəti tələb edir.
Zəif konsentriklik aşağıdakılara səbəb ola bilər:
- Məclis məsələləri
- Möhür nasazlıqları
- Artan stress konsentrasiyaları
Səthi bitirmə tələbləri
Səth keyfiyyəti vakuumun işində mühüm rol oynayır.
Kobud səthlər aşağıdakı kimi ola bilər:
- Tələ çirkləndiriciləri
- Qazın çıxmasını artırın
- Təmizləmə prosedurlarını mürəkkəbləşdirin
Bir çox yarımkeçirici tətbiqlər üçün kameranın daxili hissəsində hamar və ardıcıl səthlər tələb olunur.
Hissəciksiz Emal
Yarımkeçirici komponent istehsalında ən böyük çətinliklərdən biri hissəciklərin əmələ gəlməsini minimuma endirməkdir.
Aşağıdakıları azaltmaq üçün emal proseslərinə diqqətlə nəzarət edilməlidir:
- Burr əmələ gəlməsi
- Yerləşdirilmiş hissəciklər
- Səth çirklənməsi
- Qalıq emal qalıqları
Yarımkeçirici Tətbiqlərdə Səthi Örtük Tələbləri
Səth örtüyü tozsoranın işinə və təmizliyinə birbaşa təsir göstərir.
Standart İşlənmiş Finiş
Kritik olmayan xarici səthlər üçün standart işlənmiş örtük məqbul ola bilər.
Tipik pürüzlülük:
Ra 3.2 μm
İncə işlənmiş səth
Bir çox vakuumla təmasda olan səthlər daha incə emal tələb edir.
Tipik pürüzlülük:
Ra 1.6 μm
və ya daha yaxşı.
Elektro cilalama
Elektrocilalama, paslanmayan polad vakuum kameraları üçün geniş istifadə olunur.
Faydalara aşağıdakılar daxildir:
- Səth pürüzlülüyünün azaldılması
- Təkmilləşdirilmiş təmizlik
- Daha yaxşı korroziyaya davamlılıq
Anodlaşdırma
Alüminium vakuum kamerasının komponentləri tez-tez aşağıdakıları yaxşılaşdırmaq üçün anodlaşdırılır:
- Korroziyaya davamlılıq
- Aşınma müqaviməti
- Səth davamlılığı
Səthi bitirmə müqayisəsi
| Bitir | Tipik Ra | Ümumi Tətbiq |
|---|---|---|
| Standart İşlənmiş | 3.2 μm | Ümumi səthlər |
| İncə işlənmiş | 1.6 μm | Dəqiq möhürləmə sahələri |
| Dəqiq Finiş | 0.8 μm | Kritik vakuum səthləri |
| Elektropolizə edilmiş | <0.8 μm | Yüksək təmizlik sistemləri |
| Anodlaşdırılmış | Dəyişir | Alüminium komponentləri |
Vakuum sızmalarının keyfiyyətsiz emaldan necə yarana biləcəyi
Səth qüsurları
Cızıqlar, əyilmələr və emal izləri möhürləyici səthlərə zərər verə bilər.
Hətta kiçik qüsurlar belə vakuum şəraitində sızma yollarına çevrilə bilər.
Məsaməlilik Problemləri
Materialın məsaməliliyi qazların kamera divarlarından keçməsinə imkan verə bilər.
Bu məsələ alüminium materialları seçərkən xüsusilə vacibdir.
Yanlış möhürləmə səthləri
Zəif düzlük nəzarəti contanın düzgün sıxılmasının qarşısını ala və sızmaya səbəb ola bilər.
Qaynaq Təhrifləri
Böyük vakuum kameralarında tez-tez qaynaqlanmış konstruksiyalar olur.
Yanlış qaynaq prosedurları möhürləmə səthlərinə təsir edən deformasiyaya səbəb ola bilər.
Çirklənmə riskləri
Kameranın içərisində qalan emal qalıqları yarımkeçirici prosesləri çirkləndirə və məhsuldarlığa təsir göstərə bilər.
Yarımkeçirici Vakuum Kameraları üçün Keyfiyyətə Nəzarət
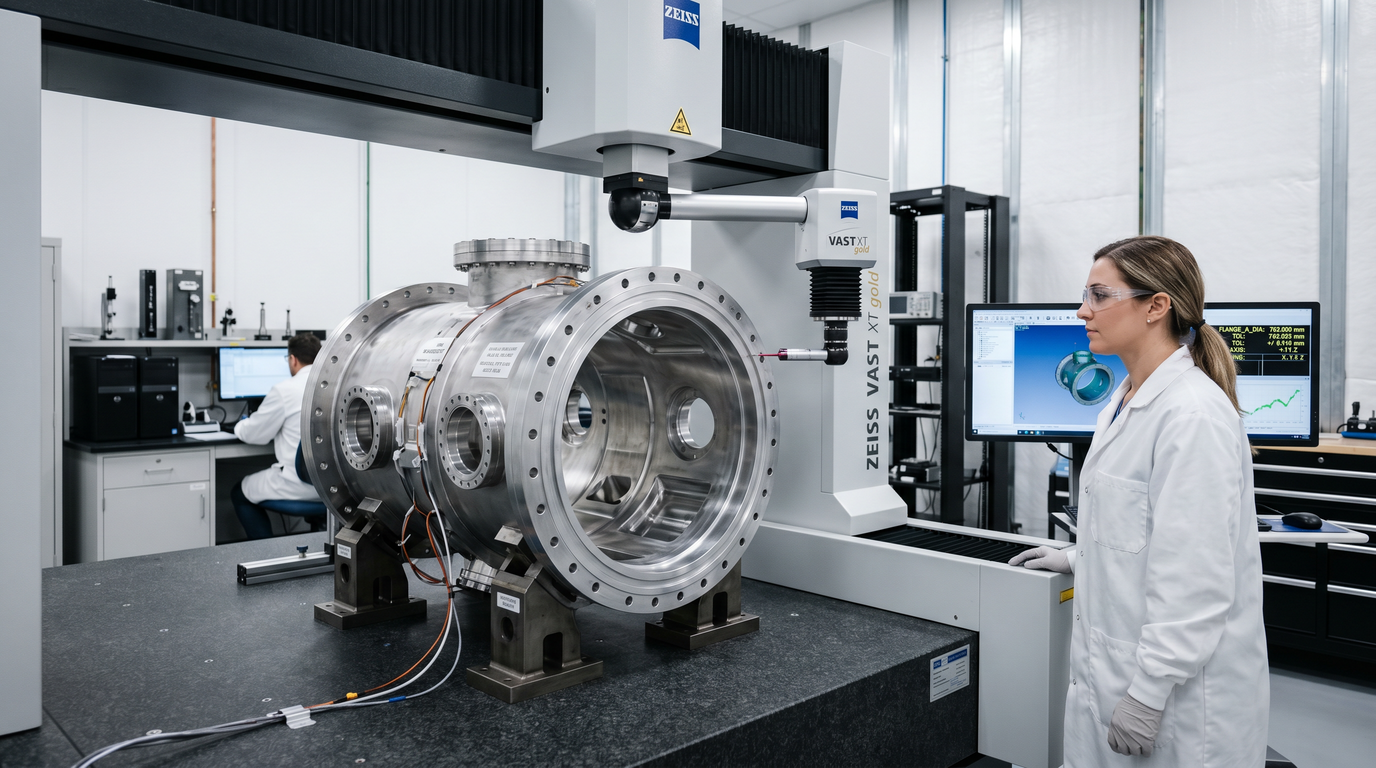
CMM Təftişi
Koordinat Ölçmə Maşınları (KÖM) yoxlayır:
- Kritik ölçülər
- Düzlük
- Mövqe toleransları
- Həndəsi xüsusiyyətlər
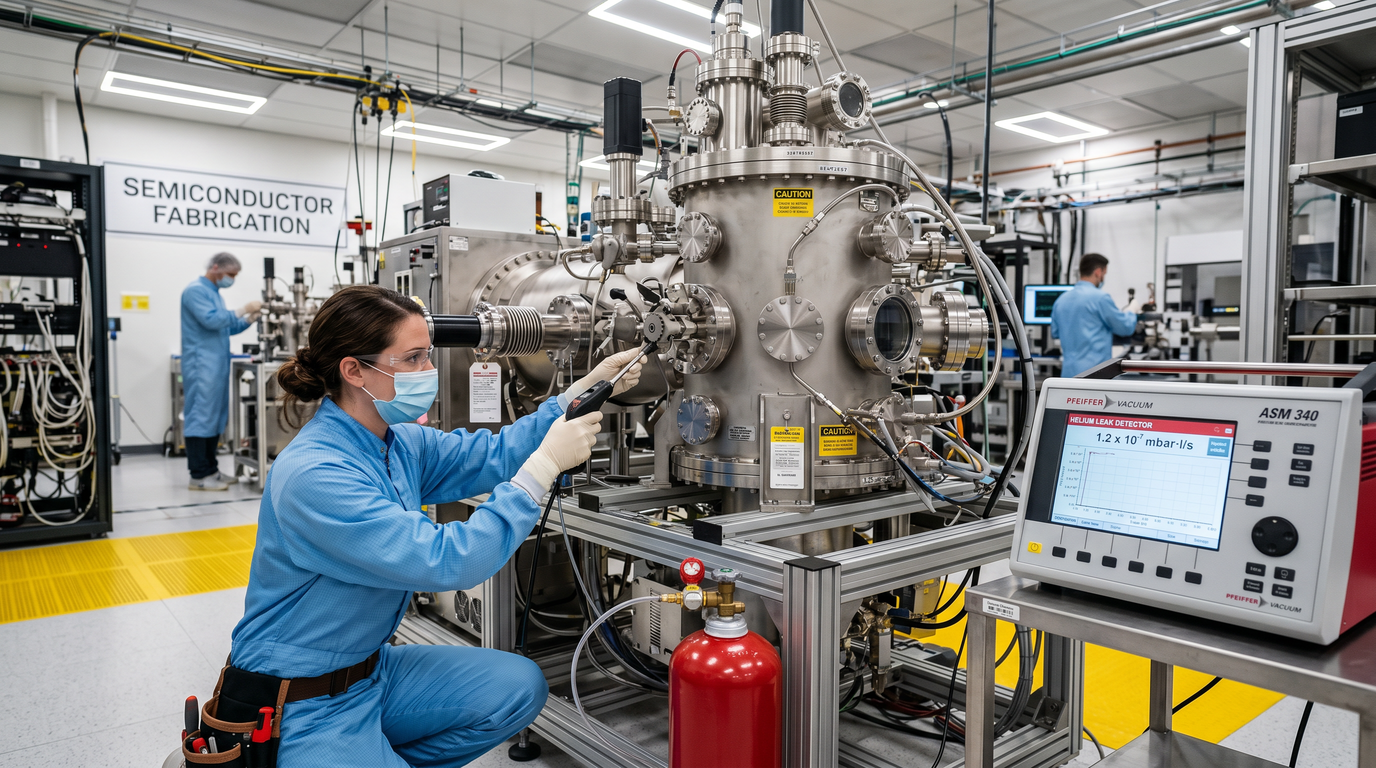
Sızma Testi
Vakuum kameraları tez-tez möhürləmə işini yoxlamaq üçün sızma testindən keçir.
Tətbiqdən asılı olaraq, sınaq metodlarına aşağıdakılar daxil ola bilər:
- Təzyiq testi
- Vakuum tutma testi
- Helium sızmasının aşkarlanması
Material Sertifikatı
Material sertifikatları təsdiqləyir:
- Kimyəvi tərkib
- Mexaniki xüsusiyyətlər
- İzlənilə bilənlik
Səth Kobudluğunun Ölçülməsi
Səth pürüzlülüyü testçiləri müəyyən edilmiş bitirmə tələblərinə uyğunluğunu yoxlayır.
Təmizləmə Prosedurları
Çirkləndiriciləri və emal qalıqlarını təmizləmək üçün göndərilmədən əvvəl tez-tez son təmizləmə prosesləri tələb olunur.
Vakuum Kameraları üçün İstifadə Edilən Yoxlama Metodları
| Yoxlama Metodu | Məqsəd |
|---|---|
| CMM Təftişi | Ölçü yoxlaması |
| Sızma Testi | Vakuum bütövlüyünün yoxlanılması |
| Material Sertifikatı | İzlənilə bilənlik yoxlaması |
| Səth Kobudluğunun Testi | Səth keyfiyyətinin təsdiqlənməsi |
| Son Təmizlik Yoxlaması | Çirklənmənin qarşısının alınması |
Böyük Vakuum Kameralarının Emalındakı Çətinliklər
Hissə Təhrifləri
Material gərginliyi emal zamanı ölçü dəyişikliklərinə səbəb ola bilər.
Termal Sabitlik
Böyük komponentlər uzun emal dövrləri zamanı istilik genişlənməsinə məruz qala bilər.
Emal Vaxtı
Böyük otaqlar tez-tez tələb edir:
- Birdən çox quraşdırma
- Genişləndirilmiş dövr müddətləri
- Böyük tutumlu avadanlıq
Çoxtərəfli emal
Mürəkkəb kamera həndəsələri tez-tez birdən çox istiqamətdən emal tələb edir ki, bu da quraşdırma mürəkkəbliyini və yoxlama tələblərini artırır.
Çin və ABŞ Vakuum Kamera İstehsalı
Xərc müqayisəsi
Çin istehsalçıları rəqabət dəqiqliyi qabiliyyətlərini qoruyarkən tez-tez daha aşağı ümumi istehsal xərcləri təklif edirlər.
Qurğuşun vaxtı
Təchizat müddəti layihənin mürəkkəbliyindən asılıdır, lakin bir çox Çin təchizatçısı həm prototip, həm də istehsal tələblərini dəstəkləyə bilən yüksək səmərəli istehsal sistemlərindən istifadə edir.
Dəqiqlik Qabiliyyəti
Çində müasir CNC qurğuları adətən aşağıdakı kimi fəaliyyət göstərir:
- 3 oxlu emal mərkəzləri
- 4 oxlu emal mərkəzləri
- 5 oxlu emal mərkəzləri
- Qabaqcıl yoxlama sistemləri
yarımkeçiricilərin tələblərinə cavab verə bilir.
Mühəndislik Dəstəyi
Ən yaxşı təchizatçılar istehsal başlamazdan əvvəl mühəndislik icmalları, DFM tövsiyələri və istehsal optimallaşdırması təqdim edirlər.
Yarımkeçirici Vakuum Kameraları üçün CNC Təchizatçısını Necə Seçmək olar
Tozsoran Sənayesi Təcrübəsi
Yarımkeçirici və vakuum avadanlığı istehsalçılarını dəstəkləmək təcrübəsi olan təchizatçılar axtarın.
Material Ekspertizası
Təchizatçı aşağıdakıların emal davranışını başa düşməlidir:
- Alüminium 6061
- Alüminium 5083
- Paslanmayan Polad 304
- Paslanmayan Polad 316L
- Titan
Yoxlama Qabiliyyəti
Mövcud yoxlama avadanlıqlarını və keyfiyyət sistemlərini qiymətləndirin.
Təmiz İstehsal Mühiti
Təmiz istehsal təcrübələri çirklənmə risklərini azaltmağa kömək edir.
Sızma Testi Dəstəyi
Sızma testini dəstəkləyə bilən təchizatçılar layihənin idarə edilməsini sadələşdirə və keyfiyyətə zəmanəti artıra bilərlər.
Kachi Yarımkeçirici Avadanlıq İstehsalçılarını Necə Dəstəkləyir
Kachi Precision Manufacturing şirkətində biz yarımkeçirici avadanlıq istehsalçılarını mürəkkəb vakuum kamerası komponentləri və əlaqəli yığımlar üçün dəqiq CNC emal həlləri ilə dəstəkləyirik.
Dəqiq CNC Freze
Biz yüksək dəqiqlikli alüminium və paslanmayan polad komponentləri sıx ölçülü nəzarətlə istehsal edirik.
Vakuum Kamera Komponentləri
Komandamız kamera gövdələrinin, flanşların, montaj konstruksiyalarının və xüsusi vakuum sistemi hissələrinin emalını dəstəkləyir.
Sıx Tolerantlıq Emalı
Biz müntəzəm olaraq ciddi ölçülü və həndəsi nəzarət tələb edən dəqiq komponentləri emal edirik.
Yoxlama və Sənədləşdirmə
Hərtərəfli yoxlama prosesləri və sənədləşmə istehsal boyunca ardıcıllığı təmin etməyə kömək edir.
Nəticə
Yarımkeçirici vakuum kameraları müasir istehsalda ən tələbkar CNC emal layihələrindən bəzilərini təmsil edir.
Uğur sadəcə bir hissənin çap üçün emal edilməsindən daha çox şeydən asılıdır. Material seçimi, ölçü dəqiqliyi, səthin keyfiyyəti, çirklənməyə nəzarət və vakuum bütövlüyü - bunların hamısı son performansda mühüm rol oynayır.
Yarımkeçirici avadanlıq istehsalçıları üçün güclü mühəndislik imkanlarına, dəqiq yoxlama sistemlərinə və vakuum tətbiqləri ilə bağlı təcrübəyə malik emal tərəfdaşı seçmək layihə riskini əhəmiyyətli dərəcədə azalda və uzunmüddətli etibarlılığı artıra bilər.
Tez-tez verilən suallar
Yarımkeçirici vakuum kameraları üçün hansı material ən yaxşısıdır?
Vakuum tələblərindən və proses şərtlərindən asılı olaraq, ən çox istifadə edilən materiallar arasında alüminium 6061-T6, alüminium 5083, paslanmayan polad 304 və paslanmayan polad 316L var.
Vakuum kameralarında səth örtüyü niyə vacibdir?
Səth örtüyü təmizliyə, qazın xaric olmasına, çirklənmənin idarə olunmasına və möhürləmə performansına təsir göstərir.
Vakuum kameralı emal üçün hansı tolerantlıq tələb olunur?
Bir çox vacib xüsusiyyətlər, tətbiq tələblərindən asılı olaraq ±0,05 mm ilə ±0,01 mm arasında tolerantlıq tələb edir.
Vakuum kameralarının sızması necə yoxlanılır?
Ümumi metodlara vakuum tutma testi, təzyiq testi və helium sızmasının aşkarlanması daxildir.
CNC ilə işlənmiş alüminium kameralar ultra yüksək vakuum performansına nail ola bilərmi?
Bəli. Düzgün material seçimi, dəqiq emal, səth emalı, təmizləmə və sızma testi alüminium kameraların tələb olunan vakuum tələblərinə cavab verməsinə imkan verə bilər.
Yarımkeçirici Vakuum Kamera Komponentləri üçün Etibarlı CNC Emal Tərəfdaşı axtarırsınız?
Kachi Precision Manufacturing şirkətində biz yarımkeçirici avadanlıq istehsalçılarını dəqiq emal, sərt tolerantlıq nəzarəti və vakuum kamerası komponentləri və yığımları üçün ciddi yoxlama prosesləri ilə dəstəkləyirik.
Texniki baxış və sürətli qiymət təklifi üçün bu gün mühəndislik qrupumuzla əlaqə saxlayın.
Yazı vaxtı: 09 iyun 2026





