
Puslaidininkių gamyba yra viena iš paklausiausių pramonės šakų pasaulyje. Nesvarbu, ar tai būtų plokštelių gamyba, plonasluoksnis nusodinimas, plazminis ėsdinimas ar jonų implantavimas, kiekvienas procesas priklauso nuo itin kontroliuojamos aplinkos.
Daugelio puslaidininkinių sistemų centre yra vakuuminė kamera.
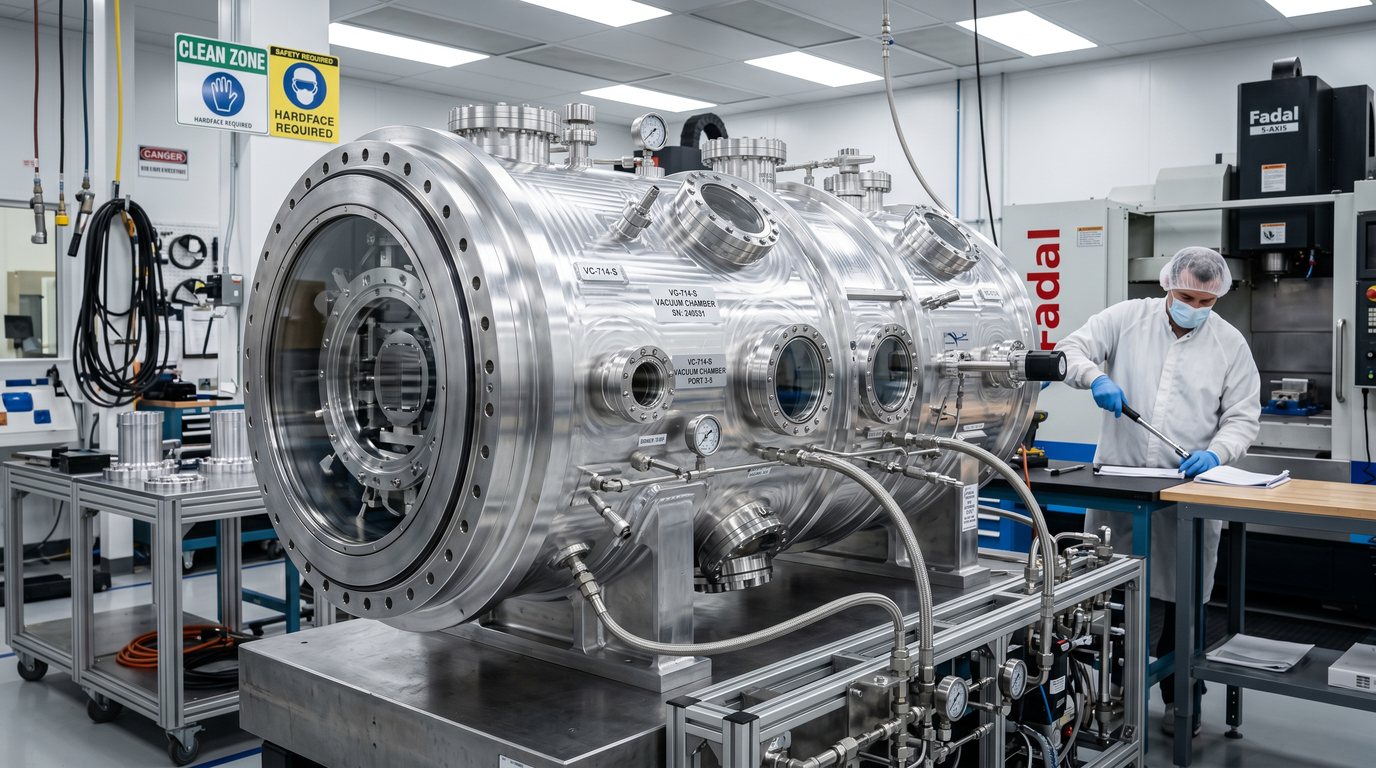
Vakuuminė kamera gali atrodyti kaip paprastas metalinis korpusas, tačiau gamybos požiūriu tai yra vienas sudėtingiausių apdirbamų komponentų. Net ir nedidelis matmenų nuokrypis, paviršiaus defektas ar užterštumo problema gali pakenkti vakuumo vientisumui ir paveikti įrangos veikimą.
Esame matę projektų, kuriuose mikroskopinis sandarinimo paviršiaus defektas bandymo metu sukėlė vakuuminį nuotėkį, dėl kurio teko brangiai perdaryti ir vėluoti pristatymai. Puslaidininkių gamyboje tikslumas susijęs ne tik su matmenimis – jis tiesiogiai veikia proceso stabilumą, našumą ir įrangos patikimumą.
Šiame vadove nagrinėsime, kaip puslaidininkinės vakuuminės kameros yra apdirbamos CNC staklėmis, dažniausiai naudojamos medžiagos, pagrindiniai gamybos iššūkiai ir į ką įrangos gamintojai turėtų atkreipti dėmesį rinkdamiesi apdirbimo tiekėją.
Kas yra puslaidininkinė vakuuminė kamera?
Puslaidininkių vakuuminė kamera yra sandarus korpusas, skirtas sukurti ir palaikyti kontroliuojamą vakuuminę aplinką puslaidininkių gamybos procesuose.
Šios kameros izoliuoja plokšteles ir proceso įrangą nuo atmosferos užterštumo, tuo pačiu metu užtikrindamos tikslų slėgio, temperatūros ir dujų sudėties valdymą.
Vaidmuo puslaidininkių gamyboje
Vakuuminės kameros yra būtinos daugeliui puslaidininkių gamybos procesų, įskaitant:
- Plonasluoksnis nusodinimas
- Plazminis ėsdinimas
- Vaflių valymas
- Jonų implantacija
- Paviršiaus apdorojimas
- Proceso stebėsena
Be stabilios vakuuminės aplinkos, proceso nuoseklumas ir plokštelių kokybė gali būti labai paveikta.
Įprasti puslaidininkių procesai
Puslaidininkių gamyboje naudojami įvairių tipų vakuuminės kameros.
| Procesas | Tipinis vakuuminės kameros pritaikymas |
|---|---|
| ŠSD | Plonasluoksnis nusodinimas |
| PVD | Metalo dengimas ir purškimas |
| Plazminis ėsdinimas | Medžiagos pašalinimas |
| Jonų implantacija | Dopingo procesai |
| Vaflių patikrinimas | Kontroliuojamos aplinkos testavimas |
Kiekvienas procesas kelia skirtingus reikalavimus kameros konstrukcijai, paviršiaus apdailai ir medžiagų parinkimui.
Kodėl svarbu vakuumo vientisumas
Vakuumo vientisumas yra labai svarbus, nes net ir nedidelis nuotėkis gali į proceso aplinką įtraukti teršalų, drėgmės ar nepageidaujamų dujų.
Galimos pasekmės:
- Sumažėjęs proceso stabilumas
- Dalelių užterštumas
- Įrangos prastovos
- Derliaus nuostoliai
- Padidėjusios priežiūros išlaidos
Dėl šios priežasties puslaidininkinėms vakuuminėms kameroms reikalingi žymiai griežtesni gamybos standartai nei įprastiems pramoniniams komponentams.
Vakuuminėms kameroms dažniausiai naudojamos medžiagos
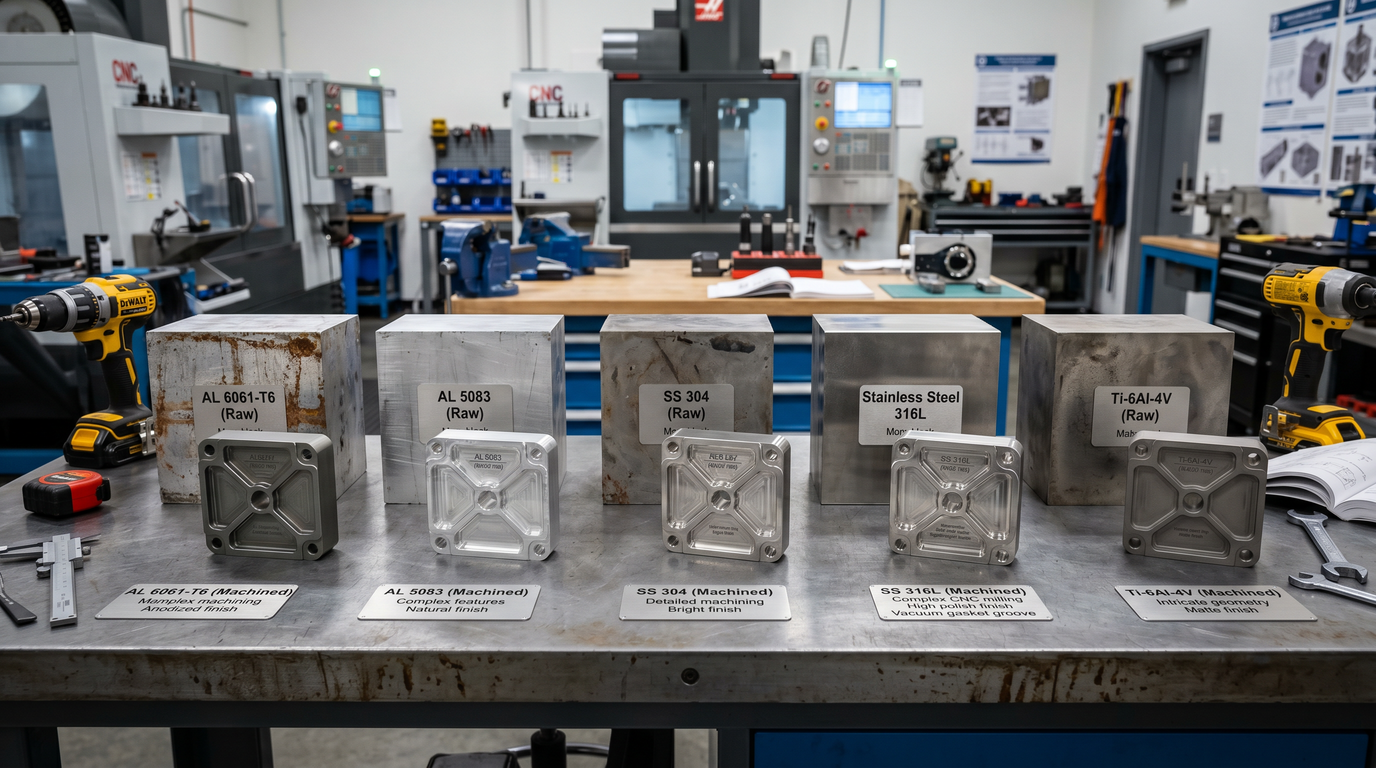
Medžiagų pasirinkimas tiesiogiai veikia vakuuminį veikimą, atsparumą korozijai, terminį stabilumą ir gamybos sąnaudas.
Aliuminis 6061-T6
Aliuminis 6061-T6 yra viena iš dažniausiai naudojamų medžiagų puslaidininkių vakuuminėms kameroms.
Privalumai:
- Puikus apdirbamumas
- Lengva konstrukcija
- Geras atsparumas korozijai
- Konkurencingos medžiagų kainos
- Didelis matmenų stabilumas
Daugelis vidutinio dydžio vakuuminių kamerų yra pagamintos iš 6061-T6 aliuminio.
Aliuminis 5083
Aliuminis 5083 dažnai pasirenkamas, kai reikalingas mažesnis poringumas ir geresnis vakuuminis našumas.
Privalumai:
- Geresnis suvirinamumas
- Sumažintas vidinis poringumas
- Patobulintas suderinamumas su vakuumu
- Geras atsparumas korozijai
Jis dažnai naudojamas didesniems suvirintiems vakuuminės kameros mazgams.
Nerūdijantis plienas 304
Nerūdijantis plienas 304 pasižymi puikiu patvarumu ir atsparumu cheminėms medžiagoms.
Programos apima:
- Proceso kameros
- Cheminių medžiagų tvarkymo įranga
- Aukštos temperatūros aplinka
Nerūdijantis plienas 316L
316L nerūdijantis plienas yra tinkamesnis sudėtingesnėms aplinkoms, kur atsparumas korozijai ir švara yra labai svarbūs.
Mažas anglies kiekis taip pat pagerina suvirinimo kokybę ir sumažina užteršimo riziką.
Titanas
Titanas paprastai naudojamas specializuotose puslaidininkių srityse, kur reikalingas išskirtinis atsparumas korozijai ir didelis stiprumo bei svorio santykis.
Įprastų vakuuminių kamerų medžiagų palyginimas
| Medžiaga | Svoris | Atsparumas korozijai | Vakuuminis našumas | Tipinis taikymas |
|---|---|---|---|---|
| Aliuminis 6061-T6 | Šviesa | Gerai | Puiku | Bendrosios vakuuminės kameros |
| Aliuminis 5083 | Šviesa | Puiku | Puiku | Suvirintos kameros |
| Nerūdijantis plienas 304 | Sunkus | Puiku | Labai gerai | Proceso įranga |
| Nerūdijantis plienas 316L | Sunkus | Geresnis | Puiku | Didelio grynumo sistemos |
| Titanas | Vidutinis | Išskirtinis | Puiku | Specializuotos programos |
Pagrindiniai CNC apdirbimo reikalavimai vakuuminėms kameroms
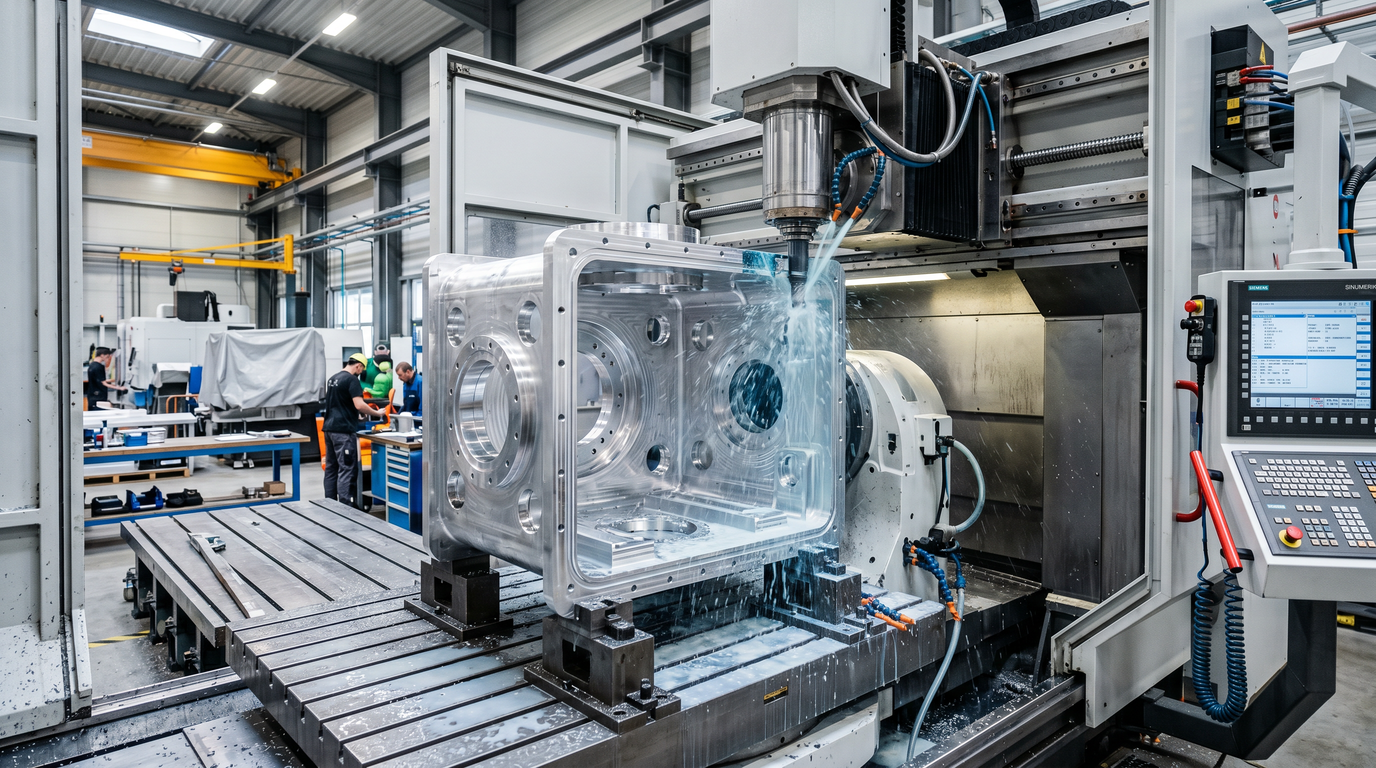
Vakuuminės kameros apdirbimas reikalauja daug daugiau nei vien matmenų tolerancijų laikymosi.
Griežti matmenų tolerancijos
Svarbiausioms kameros savybėms dažnai reikalingi tolerancijos lygiai:
- ±0,05 mm
- ±0,02 mm
- ±0,01 mm
priklausomai nuo sandarinimo reikalavimų ir surinkimo sudėtingumo.
Sujungimo paviršiai, flanšų vietos ir svarbiausios sąsajos turi būti apdirbtos itin tiksliai.
Plokštumo kontrolė
Sandarinimo paviršiai yra viena iš svarbiausių vakuuminės kameros savybių.
Net ir maži plokštumos nuokrypiai gali sumažinti sandarinimo efektyvumą.
Didelėms vakuuminės kameros flanšams dažnai reikia kruopščiai kontroliuojamų apdirbimo strategijų, kad būtų išlaikytas lygumas visame paviršiuje.
Koncentriškumo reikalavimai
Angos, angos ir sujungimo elementai dažnai reikalauja griežtos koncentriškumo kontrolės, kad būtų užtikrintas tinkamas suderinimas surinkimo metu.
Prastas koncentriškumas gali sukelti:
- Asamblėjos problemos
- Sandarinimo gedimai
- Padidėjusi streso koncentracija
Paviršiaus apdailos reikalavimai
Paviršiaus kokybė vaidina svarbų vaidmenį vakuumo veikimui.
Nelygūs paviršiai gali:
- Sulaikyti teršalus
- Padidinti dujų išsiskyrimą
- Sudėtingos valymo procedūros
Daugeliui puslaidininkių pritaikymų reikalingi lygūs ir nuoseklūs paviršiai visoje kameros viduje.
Apdirbimas be dalelių
Vienas didžiausių iššūkių puslaidininkių komponentų gamyboje yra dalelių susidarymo mažinimas.
Apdirbimo procesai turi būti kruopščiai kontroliuojami, siekiant sumažinti:
- Burr formavimas
- Įterptosios dalelės
- Paviršiaus užterštumas
- Likusios apdirbimo atliekos
Paviršiaus apdailos reikalavimai puslaidininkių taikymuose
Paviršiaus apdaila tiesiogiai veikia dulkių siurblio veikimą ir švarą.
Standartinė apdirbta apdaila
Standartinė apdirbta apdaila gali būti priimtina nesvarbiems išoriniams paviršiams.
Tipinis šiurkštumas:
Ra 3,2 μm
Smulkiai apdirbtas paviršius
Daugeliui vakuume besiliečiančių paviršių reikia smulkesnio apdirbimo.
Tipinis šiurkštumas:
Ra 1,6 μm
arba geriau.
Elektropoliravimas
Elektropoliravimas dažniausiai naudojamas nerūdijančio plieno vakuuminėms kameroms.
Privalumai:
- Sumažintas paviršiaus šiurkštumas
- Pagerinta švara
- Geresnis atsparumas korozijai
Anodavimas
Aliuminio vakuuminės kameros komponentai dažnai anoduojami, siekiant pagerinti:
- Atsparumas korozijai
- Atsparumas dilimui
- Paviršiaus patvarumas
Paviršiaus apdailos palyginimas
| Baigti | Tipinis Ra | Bendras taikymas |
|---|---|---|
| Standartinis apdirbimas | 3,2 μm | Bendrieji paviršiai |
| Smulkiai apdirbtas | 1,6 μm | Tikslaus sandarinimo zonos |
| Tikslus apdirbimas | 0,8 μm | Kritiniai vakuuminiai paviršiai |
| Elektropoliruotas | <0,8 μm | Didelio grynumo sistemos |
| Anoduotas | Skiriasi | Aliuminio komponentai |
Kaip dėl prasto apdirbimo gali atsirasti vakuuminis nuotėkis
Paviršiaus defektai
Įbrėžimai, įlenkimai ir apdirbimo žymės gali pažeisti sandarinimo paviršius.
Net ir nedideli defektai vakuumo sąlygomis gali tapti nuotėkio takais.
Poringumo problemos
Medžiagos poringumas gali leisti dujoms prasiskverbti pro kameros sieneles.
Šis klausimas yra ypač svarbus renkantis aliuminio medžiagas.
Netinkami sandarinimo paviršiai
Prastas lygumo valdymas gali trukdyti tinkamai suspausti tarpinę ir sukelti nuotėkį.
Suvirinimo iškraipymas
Didelėse vakuuminėse kamerose dažnai būna suvirintų konstrukcijų.
Netinkamos suvirinimo procedūros gali sukelti deformacijas, kurios paveikia sandarinimo paviršius.
Užteršimo rizika
Kameros viduje likusios apdirbimo liekanos gali užteršti puslaidininkių procesus ir paveikti išeigą.
Puslaidininkių vakuuminių kamerų kokybės kontrolė
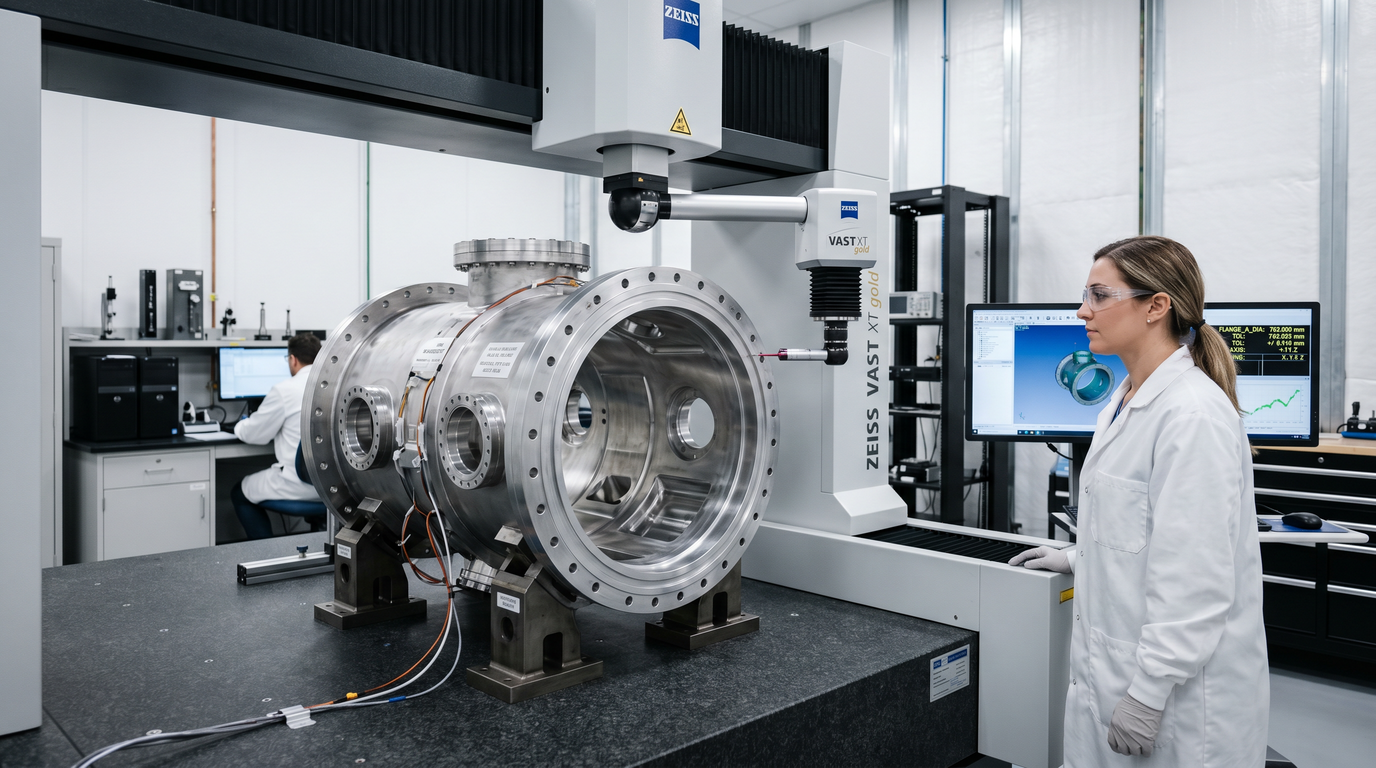
KMM patikra
Koordinatinės matavimo mašinos (KMM) tikrina:
- Kritiniai matmenys
- Plokštumas
- Padėties tolerancijos
- Geometriniai elementai
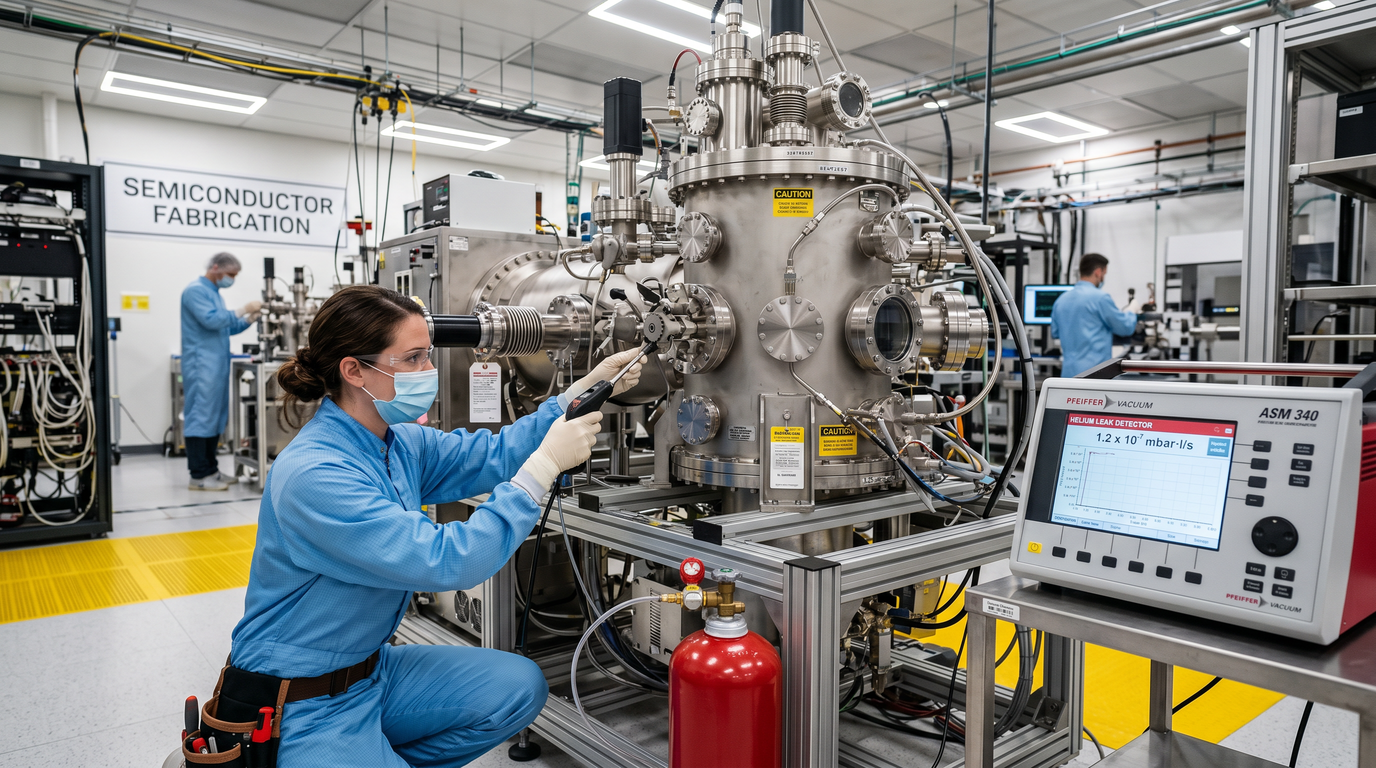
Nuotėkio bandymas
Vakuuminės kameros dažnai tikrinamos sandarumu, siekiant patikrinti sandarumą.
Priklausomai nuo taikymo, bandymo metodai gali apimti:
- Slėgio bandymas
- Vakuuminio laikymo bandymas
- Helio nuotėkio aptikimas
Medžiagų sertifikavimas
Medžiagų sertifikatai patvirtina:
- Cheminė sudėtis
- Mechaninės savybės
- Atsekamumas
Paviršiaus šiurkštumo matavimas
Paviršiaus šiurkštumo matuokliai tikrina atitiktį nurodytiems apdailos reikalavimams.
Valymo procedūros
Prieš išsiuntimą dažnai reikalingi galutiniai valymo procesai, siekiant pašalinti teršalus ir apdirbimo likučius.
Vakuuminių kamerų tikrinimo metodai
| Tikrinimo metodas | Tikslas |
|---|---|
| KMM patikra | Matmenų patikrinimas |
| Nuotėkio bandymas | Vakuuminio vientisumo patvirtinimas |
| Medžiagų sertifikavimas | Atsekamumo patikrinimas |
| Paviršiaus šiurkštumo bandymas | Paviršiaus kokybės patvirtinimas |
| Galutinis valymo patikrinimas | Užteršimo prevencija |
Didelių vakuuminių kamerų apdirbimo iššūkiai
Dalinis iškraipymas
Medžiagos įtempimas apdirbimo metu gali sukelti matmenų pokyčius.
Terminis stabilumas
Ilgų apdirbimo ciklų metu dideli komponentai gali patirti šiluminį plėtimąsi.
Apdirbimo laikas
Didelėms kameroms dažnai reikia:
- Keli nustatymai
- Pailgintas ciklo laikas
- Didelės talpos įranga
Daugiapusis apdirbimas
Sudėtingos kamerų geometrijos dažnai reikalauja apdirbimo keliomis orientacijomis, todėl padidėja nustatymo sudėtingumas ir tikrinimo reikalavimai.
Kinijos ir JAV vakuuminių kamerų gamyba
Kainų palyginimas
Kinijos gamintojai dažnai siūlo mažesnes bendras gamybos sąnaudas, išlaikydami konkurencingas tikslumo galimybes.
Pristatymo laikas
Pristatymo laikas priklauso nuo projekto sudėtingumo, tačiau daugelis Kinijos tiekėjų naudoja labai efektyvias gamybos sistemas, galinčias patenkinti tiek prototipų, tiek gamybos reikalavimus.
Tikslumo galimybės
Šiuolaikinės CNC gamyklos Kinijoje paprastai veikia:
- 3 ašių apdirbimo centrai
- 4 ašių apdirbimo centrai
- 5 ašių apdirbimo centrai
- Pažangios patikros sistemos
galintis atitikti griežtus puslaidininkių reikalavimus.
Inžinerinė pagalba
Geriausi tiekėjai prieš pradedant gamybą pateikia inžinerines apžvalgas, DFM rekomendacijas ir gamybos optimizavimą.
Kaip pasirinkti CNC tiekėją puslaidininkių vakuuminėms kameroms
Patirtis vakuuminių dulkių siurblių pramonėje
Ieškokite tiekėjų, turinčių patirties teikiant paslaugas puslaidininkių ir vakuuminės įrangos gamintojams.
Medžiagų ekspertizė
Tiekėjas turėtų suprasti apdirbimo elgseną:
- Aliuminis 6061
- Aliuminis 5083
- Nerūdijantis plienas 304
- Nerūdijantis plienas 316L
- Titanas
Tikrinimo galimybės
Įvertinkite turimą tikrinimo įrangą ir kokybės sistemas.
Švari gamybos aplinka
Švarios gamybos praktikos padeda sumažinti užteršimo riziką.
Nuotėkio testo palaikymas
Tiekėjai, galintys atlikti nuotėkių bandymus, gali supaprastinti projektų valdymą ir pagerinti kokybės užtikrinimą.
Kaip „Kachi“ remia puslaidininkių įrangos gamintojus
„Kachi Precision Manufacturing“ teikiame pagalbą puslaidininkių įrangos gamintojams, teikdami tikslius CNC apdirbimo sprendimus sudėtingiems vakuuminių kamerų komponentams ir susijusiems mazgams.
Tikslus CNC frezavimas
Gaminame didelio tikslumo aliuminio ir nerūdijančio plieno komponentus, griežtai kontroliuojant matmenis.
Vakuuminės kameros komponentai
Mūsų komanda teikia kamerų korpusų, flanšų, tvirtinimo konstrukcijų ir nestandartinių vakuuminių sistemų dalių mechaninio apdirbimo paslaugas.
Griežto tolerancijos apdirbimas
Mes reguliariai apdirbame tikslius komponentus, kuriems reikalinga griežta matmenų ir geometrijos kontrolė.
Patikrinimas ir dokumentacija
Išsamūs tikrinimo procesai ir dokumentacija padeda užtikrinti nuoseklumą visoje gamyboje.
Išvada
Puslaidininkių vakuuminės kameros yra vieni iš sudėtingiausių CNC apdirbimo projektų šiuolaikinėje gamyboje.
Sėkmė priklauso ne tik nuo detalės apdirbimo spausdinimui. Medžiagų pasirinkimas, matmenų tikslumas, paviršiaus apdailos kokybė, užterštumo kontrolė ir vakuumo vientisumas vaidina svarbų vaidmenį galutiniam rezultatui.
Puslaidininkių įrangos gamintojams pasirinkimas apdirbimo partnerio, turinčio stiprius inžinerinius pajėgumus, tikslias tikrinimo sistemas ir patirtį vakuuminių taikymų srityje, gali žymiai sumažinti projekto riziką ir pagerinti ilgalaikį patikimumą.
DUK
Kokia medžiaga geriausiai tinka puslaidininkių vakuuminėms kameroms?
Aliuminis 6061-T6, aliuminis 5083, nerūdijantis plienas 304 ir nerūdijantis plienas 316L yra vienos iš dažniausiai naudojamų medžiagų, priklausomai nuo vakuumo reikalavimų ir proceso sąlygų.
Kodėl paviršiaus apdaila yra svarbi vakuuminėse kamerose?
Paviršiaus apdaila turi įtakos švarai, dujų išsiskyrimui, užterštumo kontrolei ir sandarumo savybėms.
Kokio tolerancijos lygio reikia apdirbant vakuuminėje kameroje?
Daugeliui svarbių savybių reikalingi tolerancijos nuo ±0,05 mm iki ±0,01 mm, priklausomai nuo taikymo reikalavimų.
Kaip tikrinamas vakuuminių kamerų sandarumas?
Įprasti metodai apima vakuuminį bandymą, slėgio bandymą ir helio nuotėkio aptikimą.
Ar CNC apdirbtos aliuminio kameros gali pasiekti itin aukštą vakuumo našumą?
Taip. Tinkamas medžiagų parinkimas, tikslus apdirbimas, paviršiaus apdorojimas, valymas ir sandarumo bandymas gali padėti aliuminio kameroms atitikti griežtus vakuumo reikalavimus.
Ieškote patikimo CNC apdirbimo partnerio puslaidininkių vakuuminės kameros komponentams?
„Kachi Precision Manufacturing“ teikiame puslaidininkių įrangos gamintojams pagalbą teikdami tikslius apdirbimo, griežtos tolerancijos kontrolės ir griežtų vakuuminių kamerų komponentų bei mazgų tikrinimo procesus.
Susisiekite su mūsų inžinierių komanda šiandien dėl techninės apžvalgos ir greitos kainos pasiūlymo.
Įrašo laikas: 2026 m. birželio 9 d.





