
Halvledartillverkning är en av de mest krävande industrierna i världen. Oavsett om det gäller tillverkning av wafers, tunnfilmsdeponering, plasmaetsning eller jonimplantation, är varje process beroende av en extremt kontrollerad miljö.
I centrum för många halvledarsystem finns vakuumkammaren.
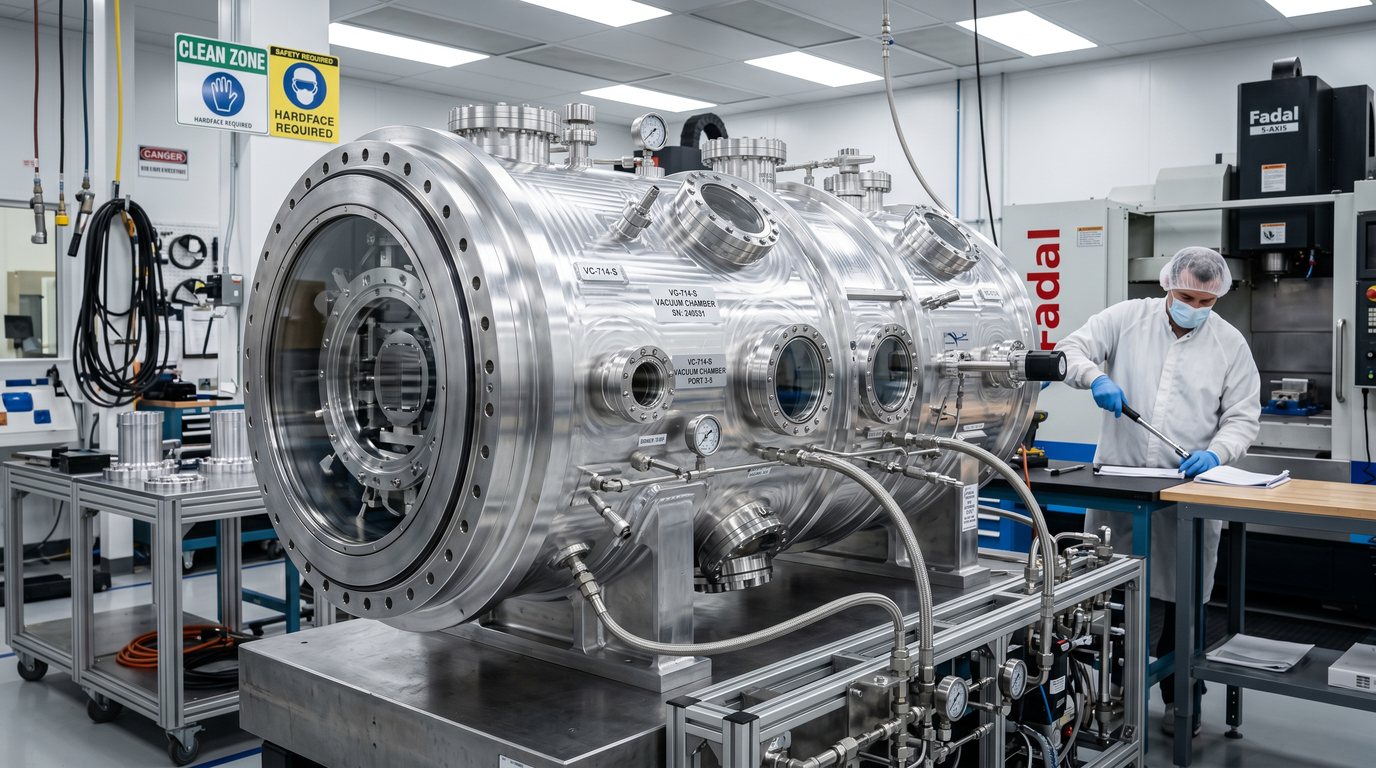
En vakuumkammare kan se ut som ett enkelt metallhölje, men ur ett tillverkningsperspektiv är det en av de mest utmanande komponenterna att bearbeta. Även en mindre dimensionsavvikelse, ytdefekt eller kontamineringsproblem kan äventyra vakuumets integritet och påverka utrustningens prestanda.
Vi har sett projekt där en mikroskopisk defekt i tätningsytan orsakade vakuumläckage under testning, vilket resulterade i dyra omarbetningar och leveransförseningar. Inom halvledartillverkning handlar precision inte bara om dimensioner – den påverkar direkt processstabilitet, utbyte och utrustningens tillförlitlighet.
I den här guiden utforskar vi hur halvledarvakuumkammare CNC-frästs, de material som vanligtvis används, viktiga tillverkningsutmaningar och vad utrustningstillverkare bör leta efter när de väljer en leverantör av bearbetningsmaskiner.
Vad är en halvledarvakuumkammare?
En halvledarvakuumkammare är en förseglad hölje utformad för att skapa och upprätthålla en kontrollerad vakuummiljö för halvledartillverkningsprocesser.
Dessa kammare isolerar wafers och processutrustning från atmosfärisk kontaminering samtidigt som de möjliggör exakt kontroll av tryck, temperatur och gassammansättning.
Roll inom halvledartillverkning
Vakuumkammare är viktiga för många halvledarproduktionsprocesser, inklusive:
- Tunnfilmsavsättning
- Plasmaetsning
- Rengöring av skivor
- Jonimplantation
- Ytbehandling
- Processövervakning
Utan en stabil vakuummiljö kan processkonsistensen och waferkvaliteten påverkas allvarligt.
Vanliga halvledarprocesser
Olika typer av vakuumkammare används inom halvledartillverkning.
| Behandla | Typisk vakuumkammarapplikation |
|---|---|
| CVD | Tunnfilmsavsättning |
| PVD-kod | Metallbeläggning och sputtring |
| Plasmaetsning | Materialborttagning |
| Jonimplantation | Dopningsprocesser |
| Waferinspektion | Kontrollerad miljötestning |
Varje process ställer olika krav på kammarens design, ytfinish och materialval.
Varför vakuumintegritet är viktigt
Vakuumintegritet är avgörande eftersom även mindre läckage kan introducera föroreningar, fukt eller oönskade gaser i processmiljön.
Potentiella konsekvenser inkluderar:
- Minskad processstabilitet
- Partikelförorening
- Utrustningens driftstopp
- Avkastningsförlust
- Ökade underhållskostnader
Av denna anledning kräver halvledarvakuumkammare betydligt strängare tillverkningsstandarder än konventionella industrikomponenter.
Material som vanligtvis används för vakuumkammare
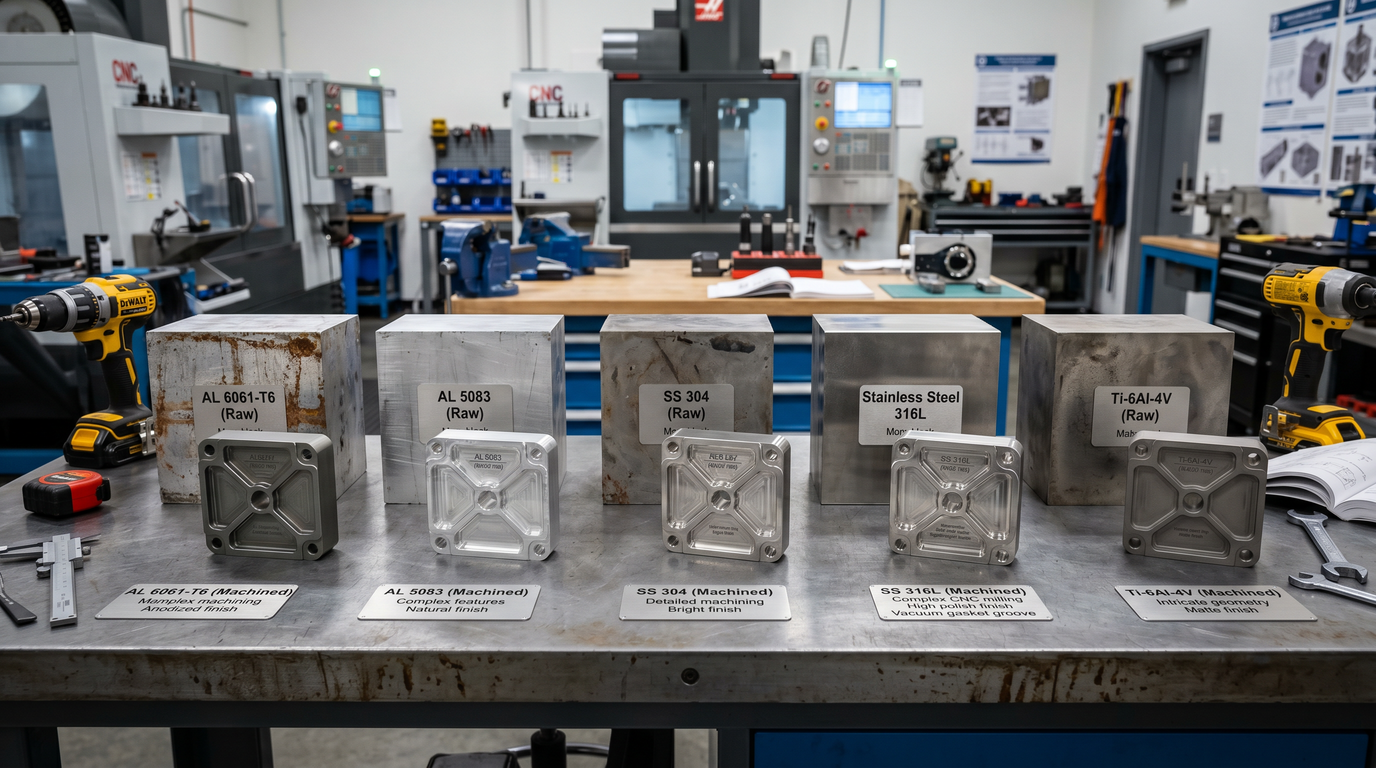
Materialval påverkar direkt vakuumprestanda, korrosionsbeständighet, termisk stabilitet och tillverkningskostnad.
Aluminium 6061-T6
Aluminium 6061-T6 är ett av de vanligaste materialen för vakuumkammare för halvledare.
Fördelar inkluderar:
- Utmärkt bearbetbarhet
- Lättviktsstruktur
- Bra korrosionsbeständighet
- Konkurrenskraftig materialkostnad
- Hög dimensionsstabilitet
Många medelstora vakuumkammare är tillverkade av 6061-T6 aluminium.
Aluminium 5083
Aluminium 5083 väljs ofta när lägre porositet och förbättrad vakuumprestanda krävs.
Fördelar inkluderar:
- Bättre svetsbarhet
- Minskad inre porositet
- Förbättrad vakuumkompatibilitet
- Bra korrosionsbeständighet
Det används ofta för större svetsade vakuumkammaraggregat.
Rostfritt stål 304
Rostfritt stål 304 erbjuder utmärkt hållbarhet och kemisk resistens.
Användningsområden inkluderar:
- Processkammare
- Utrustning för hantering av kemiska ämnen
- Högtemperaturmiljöer
Rostfritt stål 316L
316L rostfritt stål är att föredra för mer krävande miljöer där korrosionsbeständighet och renlighet är avgörande.
Dess låga kolhalt förbättrar också svetskvaliteten och minskar risken för kontaminering.
Titan
Titan är generellt reserverat för specialiserade halvledarapplikationer där exceptionell korrosionsbeständighet och höga hållfasthets-viktförhållanden krävs.
Vanliga jämförelse av vakuumkammarmaterial
| Material | Vikt | Korrosionsbeständighet | Vakuumprestanda | Typisk tillämpning |
|---|---|---|---|---|
| Aluminium 6061-T6 | Ljus | Bra | Excellent | Allmänna vakuumkammare |
| Aluminium 5083 | Ljus | Excellent | Excellent | Svetsade kammare |
| Rostfritt stål 304 | Tung | Excellent | Mycket bra | Processutrustning |
| Rostfritt stål 316L | Tung | Överlägsen | Excellent | Högrenhetssystem |
| Titan | Medium | Exceptionell | Excellent | Specialiserade applikationer |
Viktiga CNC-bearbetningskrav för vakuumkammare
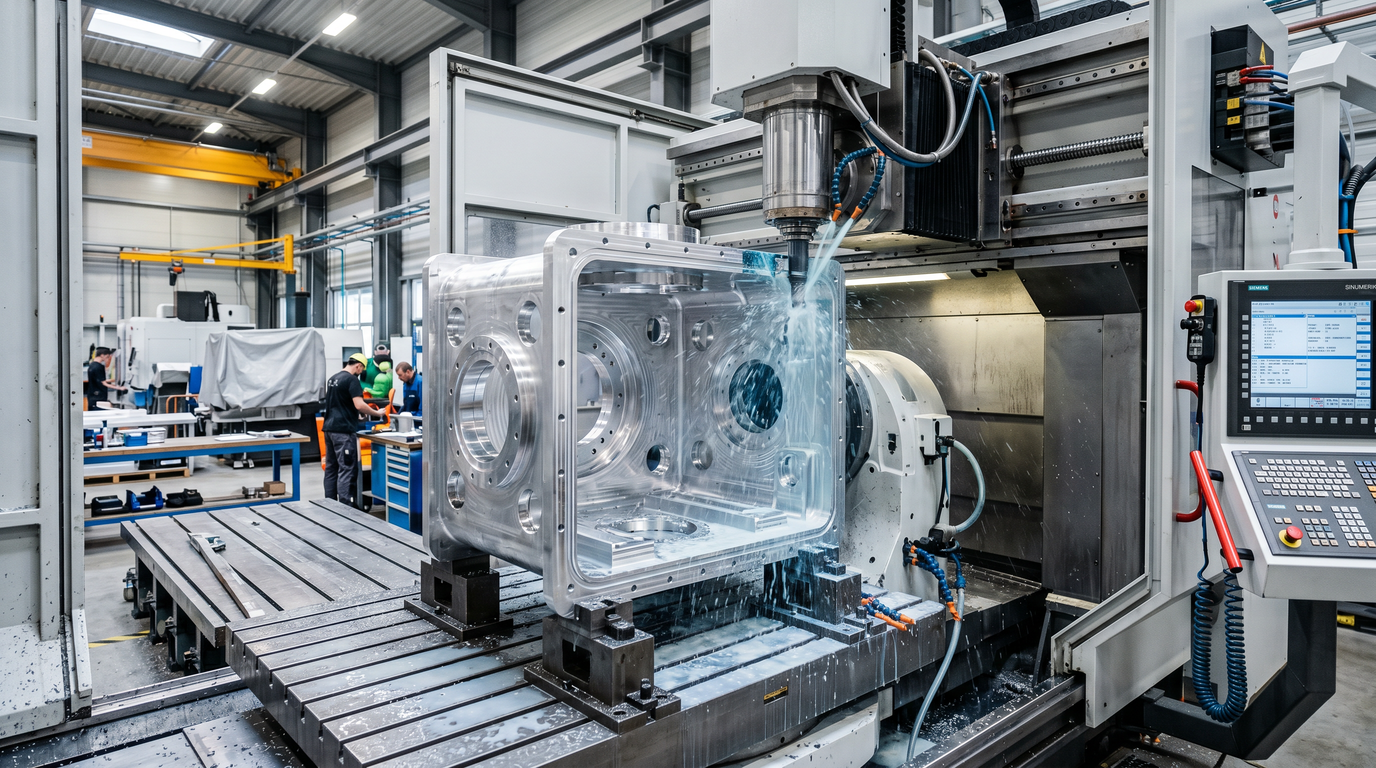
Vakuumkammarbearbetning kräver mycket mer än att bara uppfylla dimensionstoleranser.
Snäva dimensionstoleranser
Kritiska kammaregenskaper kräver ofta toleranser från:
- ±0,05 mm
- ±0,02 mm
- ±0,01 mm
beroende på tätningskrav och monteringskomplexitet.
Anslutningsytor, flänsplaceringar och kritiska gränssnitt måste bearbetas med exceptionell precision.
Planhetskontroll
Tätningsytor representerar en av de viktigaste egenskaperna hos en vakuumkammare.
Även små avvikelser i planheten kan försämra tätningseffektiviteten.
Stora vakuumkammarflänsar kräver ofta noggrant kontrollerade bearbetningsstrategier för att bibehålla planhet över hela ytan.
Krav på koncentricitet
Portar, öppningar och anslutningsfunktioner kräver ofta noggrann koncentricitetskontroll för att säkerställa korrekt uppriktning under montering.
Dålig koncentricitet kan resultera i:
- Monteringsproblem
- Tätningsfel
- Ökade stresskoncentrationer
Krav på ytbehandling
Ytkvaliteten spelar en viktig roll för vakuumprestanda.
Grova ytor kan:
- Fånga föroreningar
- Öka utgasningen
- Komplicera rengöringsprocedurerna
För många halvledartillämpningar krävs släta och enhetliga ytor i hela kammarens inre.
Partikelfri bearbetning
En av de största utmaningarna inom tillverkning av halvledarkomponenter är att minimera partikelgenerering.
Bearbetningsprocesser måste kontrolleras noggrant för att minska:
- Gradbildning
- Inbäddade partiklar
- Ytkontaminering
- Resterande bearbetningsskräp
Krav på ytfinish i halvledarapplikationer
Ytfinishen påverkar direkt dammsugarens prestanda och renhet.
Standard maskinbearbetad finish
En standardbearbetad ytbehandling kan vara acceptabel för icke-kritiska utvändiga ytor.
Typisk ojämnhet:
Ra 3,2 μm
Finbearbetad yta
Många vakuumkontaktytor kräver finare bearbetning.
Typisk ojämnhet:
Ra 1,6 μm
eller bättre.
Elektropolering
Elektropolering används ofta för vakuumkammare i rostfritt stål.
Fördelar inkluderar:
- Minskad ytjämnhet
- Förbättrad renlighet
- Bättre korrosionsbeständighet
Anodisering
Aluminiumkomponenter i vakuumkammaren anodiseras ofta för att förbättra:
- Korrosionsbeständighet
- Slitstyrka
- Ytans hållbarhet
Jämförelse av ytfinish
| Avsluta | Typisk Ra | Vanlig tillämpning |
|---|---|---|
| Standardbearbetad | 3,2 μm | Allmänna ytor |
| Finbearbetad | 1,6 μm | Precisionsförseglingsområden |
| Precisionsfinish | 0,8 μm | Kritiska vakuumytor |
| Elektropolerad | <0,8 μm | Högrenhetssystem |
| Anodiserad | Varierar | Aluminiumkomponenter |
Hur vakuumläckor kan orsakas av dålig bearbetning
Ytdefekter
Repor, bucklor och bearbetningsmärken kan skada tätningsytor.
Även mindre defekter kan bli läckagevägar under vakuumförhållanden.
Porositetsproblem
Materialets porositet kan tillåta att gaser tränger igenom kammarväggar.
Denna fråga är särskilt viktig vid val av aluminiummaterial.
Felaktiga tätningsytor
Dålig planhetskontroll kan förhindra korrekt packningskompression och leda till läckage.
Svetsningsförvrängning
Stora vakuumkammare innehåller ofta svetsade strukturer.
Felaktiga svetsprocedurer kan orsaka deformation som påverkar tätningsytor.
Kontamineringsrisker
Bearbetningsrester som lämnas kvar inuti kammaren kan kontaminera halvledarprocesser och påverka utbytet.
Kvalitetskontroll för vakuumkammare för halvledare
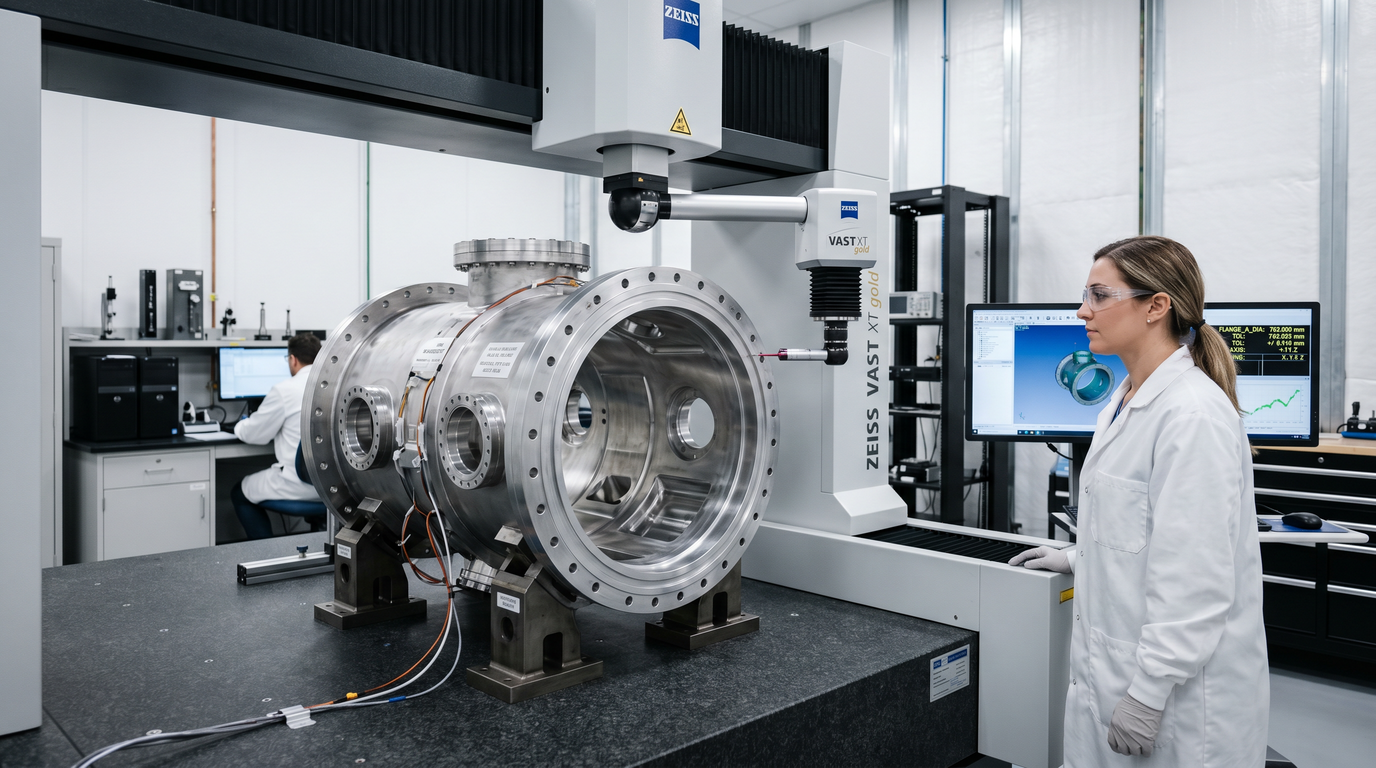
CMM-inspektion
Koordinatmätmaskiner (CMM) verifierar:
- Kritiska dimensioner
- Flathet
- Positionstoleranser
- Geometriska drag
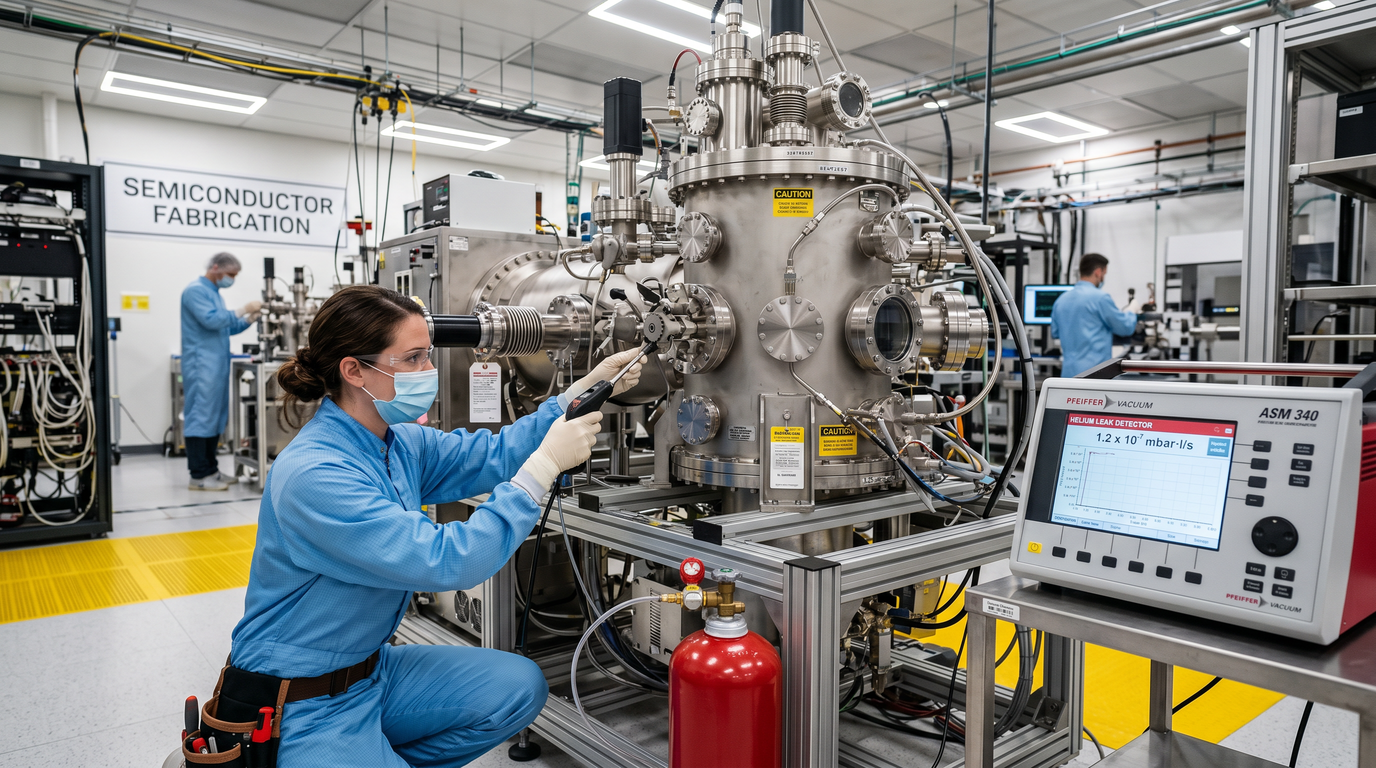
Läckagetestning
Vakuumkammare genomgår ofta läckagetestning för att verifiera tätningsprestanda.
Beroende på tillämpningen kan testmetoderna innefatta:
- Tryckprovning
- Vakuumhållningstestning
- Detektering av heliumläckage
Materialcertifiering
Materialcertifikat bekräftar:
- Kemisk sammansättning
- Mekaniska egenskaper
- Spårbarhet
Mätning av ytjämnhet
Ytjämnhetstestare verifierar överensstämmelse med specificerade ytbehandlingskrav.
Rengöringsprocedurer
Slutrengöring krävs ofta före transport för att avlägsna föroreningar och bearbetningsrester.
Inspektionsmetoder som används för vakuumkammare
| Inspektionsmetod | Ändamål |
|---|---|
| CMM-inspektion | Dimensionell verifiering |
| Läckagetestning | Validering av vakuumintegritet |
| Materialcertifiering | Spårbarhetsverifiering |
| Ytjämnhetstestning | Bekräftelse av ytkvalitet |
| Slutlig städkontroll | Förebyggande av kontaminering |
Utmaningar vid bearbetning av stora vakuumkammare
Delförvrängning
Materialspänningar kan orsaka dimensionsförändringar under bearbetning.
Termisk stabilitet
Stora komponenter kan uppleva termisk expansion under längre bearbetningscykler.
Bearbetningstid
Stora kammare kräver ofta:
- Flera inställningar
- Förlängda cykeltider
- Utrustning med stor kapacitet
Flersidig bearbetning
Komplexa kammargeometrier kräver ofta bearbetning från flera orienteringar, vilket ökar komplexiteten vid uppställning och inspektionskrav.
Kina vs USA Vakuumkammartillverkning
Kostnadsjämförelse
Kinesiska tillverkare erbjuder ofta lägre totala produktionskostnader samtidigt som de bibehåller konkurrenskraftiga precisionskapaciteter.
Ledtid
Ledtiderna beror på projektets komplexitet, men många kinesiska leverantörer använder mycket effektiva produktionssystem som kan stödja både prototyp- och produktionskrav.
Precisionsförmåga
Moderna CNC-anläggningar i Kina fungerar vanligtvis:
- 3-axliga bearbetningscentra
- 4-axliga bearbetningscentra
- 5-axliga bearbetningscentra
- Avancerade inspektionssystem
kapabla att uppfylla höga krav på halvledare.
Teknisk support
De bästa leverantörerna tillhandahåller tekniska granskningar, DFM-rekommendationer och tillverkningsoptimering innan produktionen påbörjas.
Hur man väljer en CNC-leverantör för vakuumkammare för halvledare
Erfarenhet från vakuumbranschen
Leta efter leverantörer med erfarenhet av att stödja tillverkare av halvledar- och vakuumutrustning.
Materialexpertis
Leverantören bör förstå bearbetningsbeteendet hos:
- Aluminium 6061
- Aluminium 5083
- Rostfritt stål 304
- Rostfritt stål 316L
- Titan
Inspektionskapacitet
Utvärdera tillgänglig inspektionsutrustning och kvalitetssystem.
Ren tillverkningsmiljö
Rena produktionsmetoder hjälper till att minska riskerna för kontaminering.
Stöd för läckagetest
Leverantörer som kan stödja läckagetestning kan förenkla projektledning och förbättra kvalitetssäkringen.
Hur Kachi stöder tillverkare av halvledarutrustning
På Kachi Precision Manufacturing stödjer vi tillverkare av halvledarutrustning med precisions-CNC-bearbetningslösningar för komplexa vakuumkammarkomponenter och relaterade enheter.
Precisions-CNC-fräsning
Vi tillverkar högprecisionskomponenter i aluminium och rostfritt stål med noggrann dimensionskontroll.
Komponenter i vakuumkammaren
Vårt team stöder bearbetning av kammarkroppar, flänsar, monteringsstrukturer och specialanpassade vakuumsystemdelar.
Bearbetning med snäva toleranser
Vi bearbetar rutinmässigt precisionskomponenter som kräver strikt dimensions- och geometrisk kontroll.
Inspektion och dokumentation
Omfattande inspektionsprocesser och dokumentation bidrar till att säkerställa enhetlighet genom hela produktionen.
Slutsats
Halvledarvakuumkammare representerar några av de mest krävande CNC-bearbetningsprojekten inom modern tillverkning.
Framgång beror på mycket mer än att bara bearbeta en del för tryck. Materialval, måttnoggrannhet, ytkvalitet, kontamineringskontroll och vakuumintegritet spelar alla avgörande roller i slutresultatet.
För tillverkare av halvledarutrustning kan valet av en bearbetningspartner med stark teknisk kompetens, precisionsinspektionssystem och erfarenhet av vakuumapplikationer avsevärt minska projektrisken och förbättra den långsiktiga tillförlitligheten.
Vanliga frågor
Vilket material är bäst för vakuumkammare för halvledare?
Aluminium 6061-T6, aluminium 5083, rostfritt stål 304 och rostfritt stål 316L är bland de vanligaste materialen, beroende på vakuumkrav och processförhållanden.
Varför är ytfinish viktig i vakuumkammare?
Ytfinish påverkar renhet, avgasningsbeteende, kontamineringskontroll och tätningsprestanda.
Vilken tolerans krävs för vakuumkammarbearbetning?
Många kritiska funktioner kräver toleranser mellan ±0,05 mm och ±0,01 mm, beroende på tillämpningskrav.
Hur läckagetestas vakuumkammare?
Vanliga metoder inkluderar vakuumtestning, trycktestning och detektering av heliumläckage.
Kan CNC-frästa aluminiumkammare uppnå ultrahög vakuumprestanda?
Ja. Korrekt materialval, precisionsbearbetning, ytbehandling, rengöring och läckagetestning kan göra det möjligt för aluminiumkammare att uppfylla höga vakuumkrav.
Letar du efter en pålitlig CNC-bearbetningspartner för vakuumkammarkomponenter i halvledare?
På Kachi Precision Manufacturing stödjer vi tillverkare av halvledarutrustning med precisionsbearbetning, noggrann toleranskontroll och rigorösa inspektionsprocesser för vakuumkammarkomponenter och enheter.
Kontakta vårt teknikteam idag för en teknisk genomgång och snabb offert.
Publiceringstid: 9 juni 2026





