
Halvlederproduktion er en af de mest krævende industrier i verden. Uanset om det drejer sig om waferfremstilling, tyndfilmsaflejring, plasmaætsning eller ionimplantation, er enhver proces afhængig af et ekstremt kontrolleret miljø.
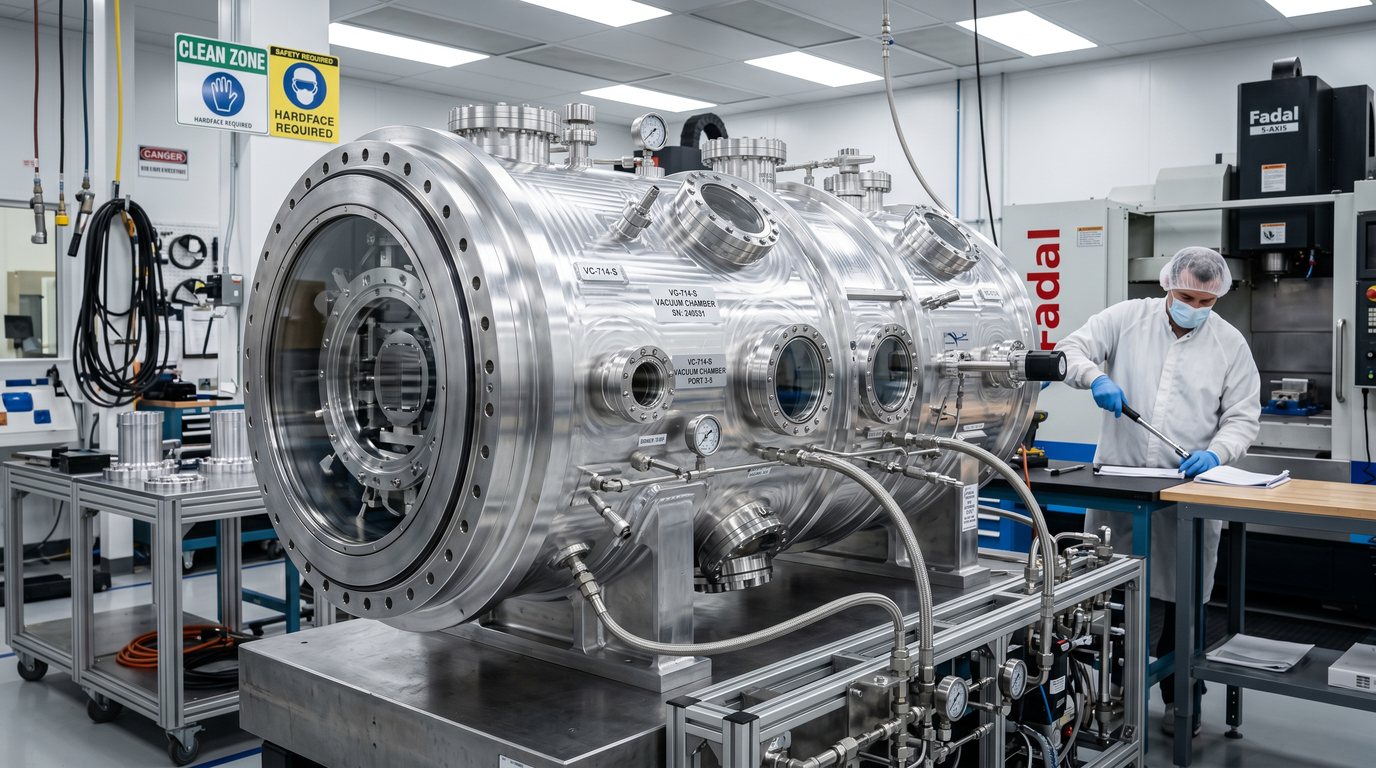
I midten af mange halvledersystemer er vakuumkammeret.
Et vakuumkammer kan ligne et simpelt metalkabinet, men fra et produktionsperspektiv er det en af de mest udfordrende komponenter at bearbejde. Selv en mindre dimensionsafvigelse, overfladefejl eller kontamineringsproblem kan kompromittere vakuumintegriteten og påvirke udstyrets ydeevne.
Vi har set projekter, hvor en mikroskopisk defekt i tætningsoverfladen forårsagede vakuumlækage under testning, hvilket resulterede i dyrt efterarbejde og leveringsforsinkelser. Inden for halvlederproduktion handler præcision ikke kun om dimensioner – det påvirker direkte processtabilitet, udbytte og udstyrets pålidelighed.
I denne guide vil vi undersøge, hvordan halvledervakuumkamre CNC-bearbejdes, de almindeligt anvendte materialer, de vigtigste produktionsudfordringer, og hvad udstyrsproducenter bør kigge efter, når de vælger en leverandør af bearbejdningsmaskiner.
Hvad er et halvledervakuumkammer?
Et halvledervakuumkammer er et forseglet kabinet designet til at skabe og opretholde et kontrolleret vakuummiljø til halvlederfremstillingsprocesser.
Disse kamre isolerer wafere og procesudstyr fra atmosfærisk kontaminering, samtidig med at de muliggør præcis kontrol af tryk, temperatur og gassammensætning.
Rolle i halvlederproduktion
Vakuumkamre er afgørende for mange halvlederproduktionsprocesser, herunder:
- Tyndfilmsaflejring
- Plasmaætsning
- Rengøring af vafler
- Ionimplantation
- Overfladebehandling
- Procesovervågning
Uden et stabilt vakuummiljø kan proceskonsistensen og waferkvaliteten blive alvorligt påvirket.
Almindelige halvlederprocesser
Forskellige typer vakuumkamre anvendes i hele halvlederproduktionen.
| Behandle | Typisk anvendelse af vakuumkammer |
|---|---|
| CVD | Tyndfilmaflejring |
| PVD | Metalbelægning og sputtering |
| Plasmaætsning | Fjernelse af materiale |
| Ionimplantation | Dopingprocesser |
| Waferinspektion | Test af kontrolleret miljø |
Hver proces stiller forskellige krav til kammerdesign, overfladefinish og materialevalg.
Hvorfor vakuumintegritet er vigtig
Vakuumintegritet er kritisk, fordi selv mindre lækage kan introducere forurenende stoffer, fugt eller uønskede gasser i procesmiljøet.
Potentielle konsekvenser omfatter:
- Reduceret processtabilitet
- Partikelforurening
- Nedetid på udstyr
- Udbyttetab
- Øgede vedligeholdelsesomkostninger
Af denne grund kræver halvledervakuumkamre betydeligt strengere produktionsstandarder end konventionelle industrielle komponenter.
Materialer, der almindeligvis anvendes til vakuumkamre
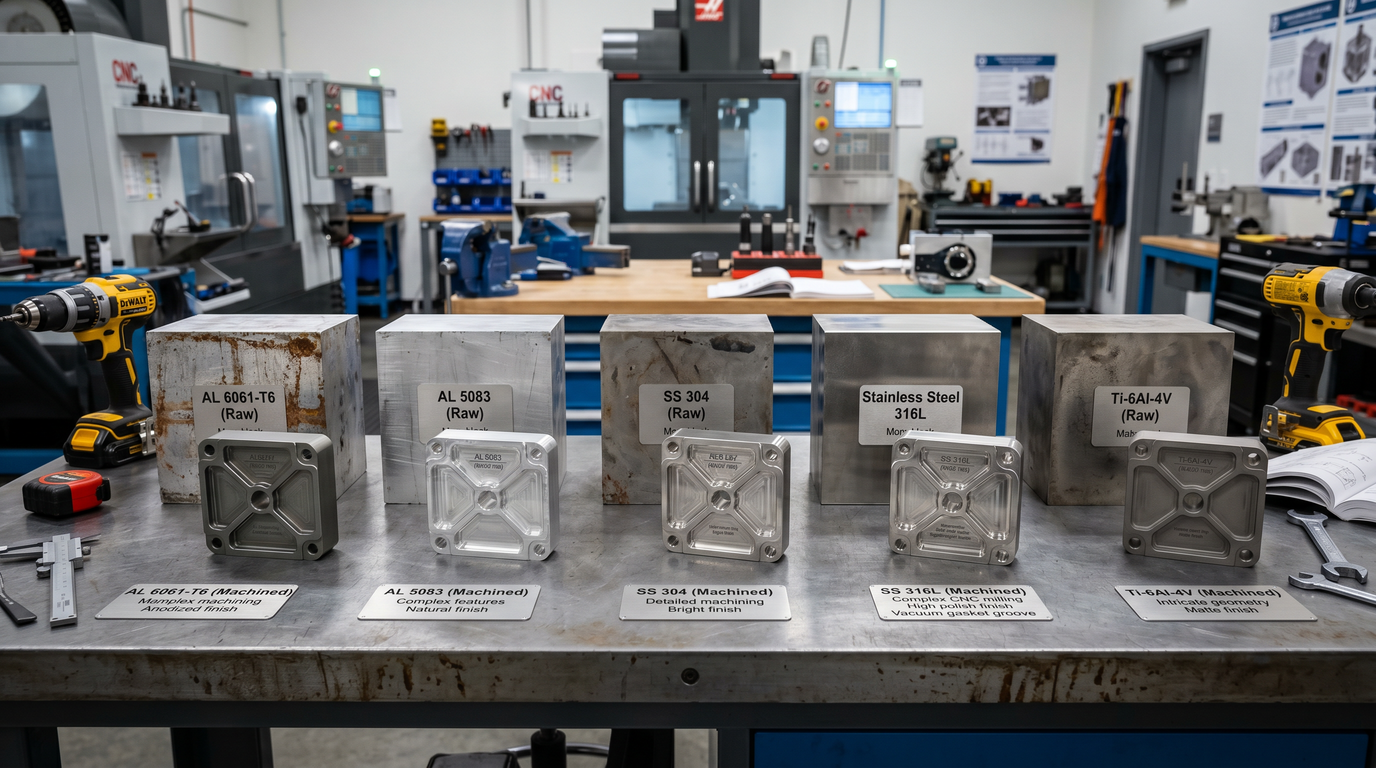
Materialevalg påvirker direkte vakuumydelse, korrosionsbestandighed, termisk stabilitet og produktionsomkostninger.
Aluminium 6061-T6
Aluminium 6061-T6 er et af de mest almindeligt anvendte materialer til halvledervakuumkamre.
Fordele inkluderer:
- Fremragende bearbejdelighed
- Letvægtsstruktur
- God korrosionsbestandighed
- Konkurrencedygtige materialeomkostninger
- Høj dimensionsstabilitet
Mange mellemstore vakuumkamre er fremstillet af 6061-T6 aluminium.
Aluminium 5083
Aluminium 5083 vælges ofte, når der kræves lavere porøsitet og forbedret vakuumydelse.
Fordele inkluderer:
- Bedre svejsbarhed
- Reduceret intern porøsitet
- Forbedret vakuumkompatibilitet
- God korrosionsbestandighed
Det bruges ofte til større svejsede vakuumkammeraggregater.
Rustfrit stål 304
Rustfrit stål 304 tilbyder fremragende holdbarhed og kemisk resistens.
Anvendelser omfatter:
- Proceskamre
- Kemikaliehåndteringsudstyr
- Højtemperaturmiljøer
Rustfrit stål 316L
316L rustfrit stål foretrækkes til mere krævende miljøer, hvor korrosionsbestandighed og renlighed er afgørende.
Dets lave kulstofindhold forbedrer også svejsekvaliteten og reducerer risikoen for kontaminering.
Titanium
Titanium er generelt reserveret til specialiserede halvlederapplikationer, hvor der kræves exceptionel korrosionsbestandighed og høje styrke-til-vægt-forhold.
Sammenligning af almindelige vakuumkammermaterialer
| Materiale | Vægt | Korrosionsbestandighed | Vakuumydelse | Typisk anvendelse |
|---|---|---|---|---|
| Aluminium 6061-T6 | Lys | God | Fremragende | Generelle vakuumkamre |
| Aluminium 5083 | Lys | Fremragende | Fremragende | Svejsede kamre |
| Rustfrit stål 304 | Tung | Fremragende | Meget god | Procesudstyr |
| Rustfrit stål 316L | Tung | Overlegen | Fremragende | Højrenhedssystemer |
| Titanium | Medium | Enestående | Fremragende | Specialiserede applikationer |
Vigtige CNC-bearbejdningskrav til vakuumkamre
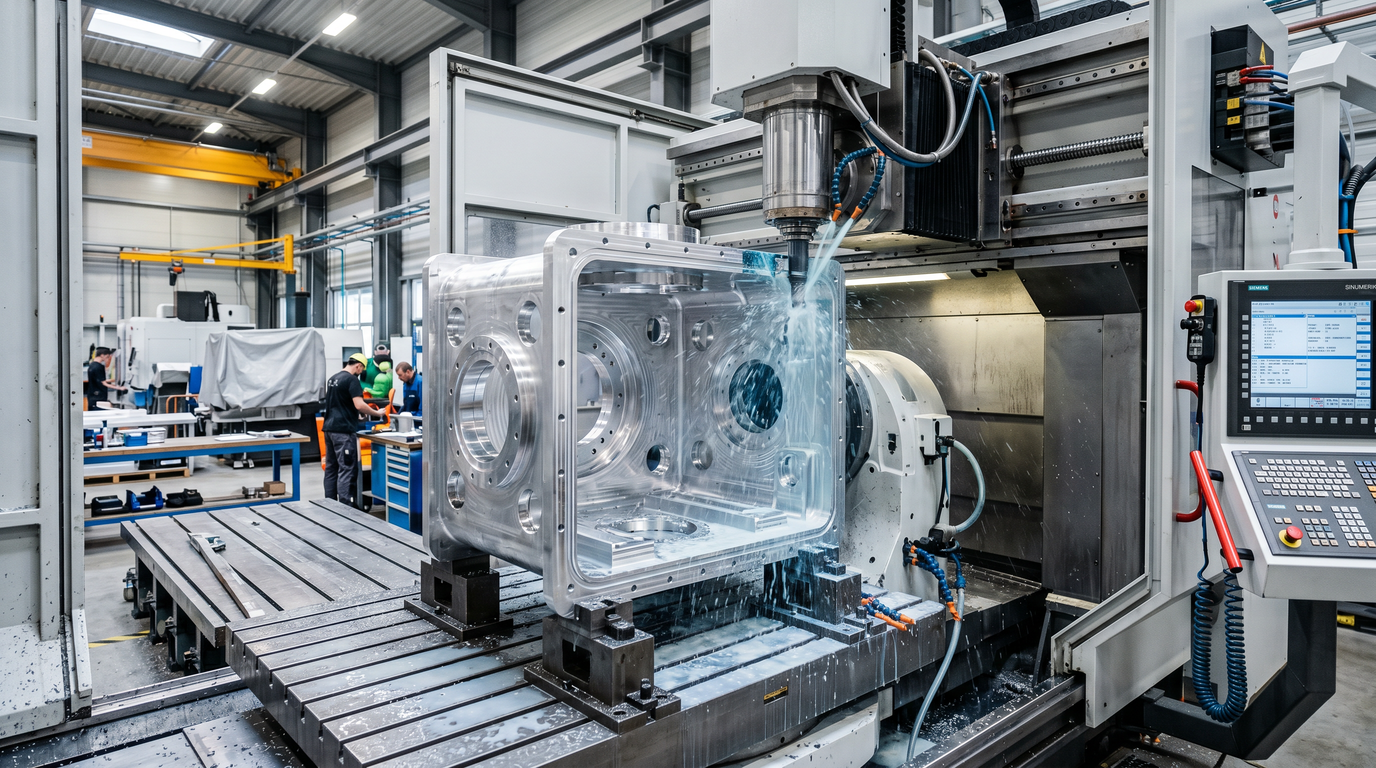
Bearbejdning af vakuumkammer kræver langt mere end blot at overholde dimensionstolerancer.
Snævre dimensionstolerancer
Kritiske kammerfunktioner kræver ofte tolerancer fra:
- ±0,05 mm
- ±0,02 mm
- ±0,01 mm
afhængigt af tætningskrav og monteringskompleksitet.
Kontaktflader, flangeplaceringer og kritiske grænseflader skal bearbejdes med exceptionel præcision.
Planhedskontrol
Tætningsflader repræsenterer en af de mest kritiske egenskaber ved et vakuumkammer.
Selv små afvigelser i planheden kan kompromittere tætningseffektiviteten.
Store vakuumkammerflanger kræver ofte omhyggeligt kontrollerede bearbejdningsstrategier for at opretholde fladhed over hele overfladen.
Krav til koncentricitet
Porte, åbninger og sammenkoblingsfunktioner kræver ofte streng koncentricitetskontrol for at sikre korrekt justering under montering.
Dårlig koncentricitet kan resultere i:
- Samlingsproblemer
- Forseglingsfejl
- Øgede stresskoncentrationer
Krav til overfladefinish
Overfladekvalitet spiller en vigtig rolle for vakuumets ydeevne.
Ru overflader kan:
- Fang forurenende stoffer
- Øg udgasning
- Komplicer rengøringsprocedurer
Til mange halvlederapplikationer kræves glatte og ensartede overflader i hele kammerets indre.
Partikelfri bearbejdning
En af de største udfordringer inden for fremstilling af halvlederkomponenter er at minimere partikelgenerering.
Bearbejdningsprocesser skal kontrolleres omhyggeligt for at reducere:
- Gratdannelse
- Indlejrede partikler
- Overfladekontaminering
- Resterende bearbejdningsaffald
Krav til overfladefinish i halvlederapplikationer
Overfladefinish påvirker direkte støvsugerens ydeevne og renlighed.
Standard maskinbearbejdet finish
En standard maskinbearbejdet finish kan være acceptabel til ikke-kritiske udvendige overflader.
Typisk ruhed:
Ra 3,2 μm
Finbearbejdet overflade
Mange vakuumkontaktflader kræver finere bearbejdning.
Typisk ruhed:
Ra 1,6 μm
eller bedre.
Elektropolering
Elektropolering bruges almindeligvis til vakuumkamre i rustfrit stål.
Fordele inkluderer:
- Reduceret overfladeruhed
- Forbedret renlighed
- Bedre korrosionsbestandighed
Anodisering
Aluminiums vakuumkammerkomponenter anodiseres ofte for at forbedre:
- Korrosionsbestandighed
- Slidstyrke
- Overfladeholdbarhed
Sammenligning af overfladefinish
| Slutte | Typisk Ra | Fælles anvendelse |
|---|---|---|
| Standardbearbejdet | 3,2 μm | Generelle overflader |
| Finbearbejdet | 1,6 μm | Præcisionsforseglingsområder |
| Præcisionsfinish | 0,8 μm | Kritiske vakuumoverflader |
| Elektropoleret | <0,8 μm | Højrenhedssystemer |
| Anodiseret | Varierer | Aluminiumkomponenter |
Hvordan vakuumlækager kan forårsages af dårlig bearbejdning
Overfladefejl
Ridser, buler og bearbejdningsmærker kan kompromittere tætningsfladerne.
Selv mindre ufuldkommenheder kan blive til lækageveje under vakuumforhold.
Problemer med porøsitet
Materialets porøsitet kan tillade gasser at trænge gennem kammervægge.
Dette problem er især vigtigt, når man vælger aluminiumsmaterialer.
Forkerte forseglingsflader
Dårlig planhedskontrol kan forhindre korrekt pakningskompression og føre til lækage.
Svejseforvrængning
Store vakuumkamre indeholder ofte svejsede strukturer.
Forkerte svejseprocedurer kan forårsage deformation, der påvirker tætningsfladerne.
Kontamineringsrisici
Bearbejdningsrester, der efterlades inde i kammeret, kan forurene halvlederprocesser og påvirke udbyttet.
Kvalitetskontrol for halvledervakuumkamre
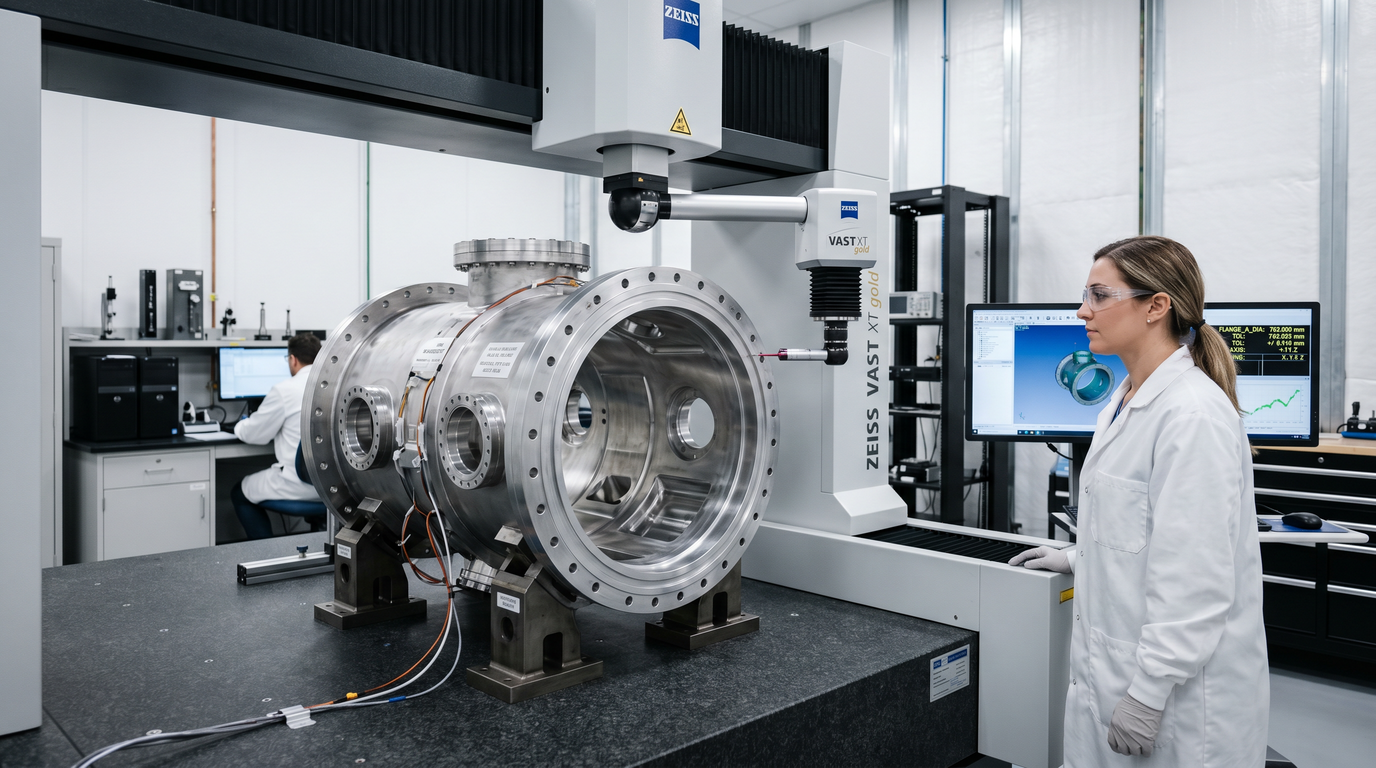
CMM-inspektion
Koordinatmålemaskiner (CMM'er) verificerer:
- Kritiske dimensioner
- Fladhed
- Positionstolerancer
- Geometriske træk
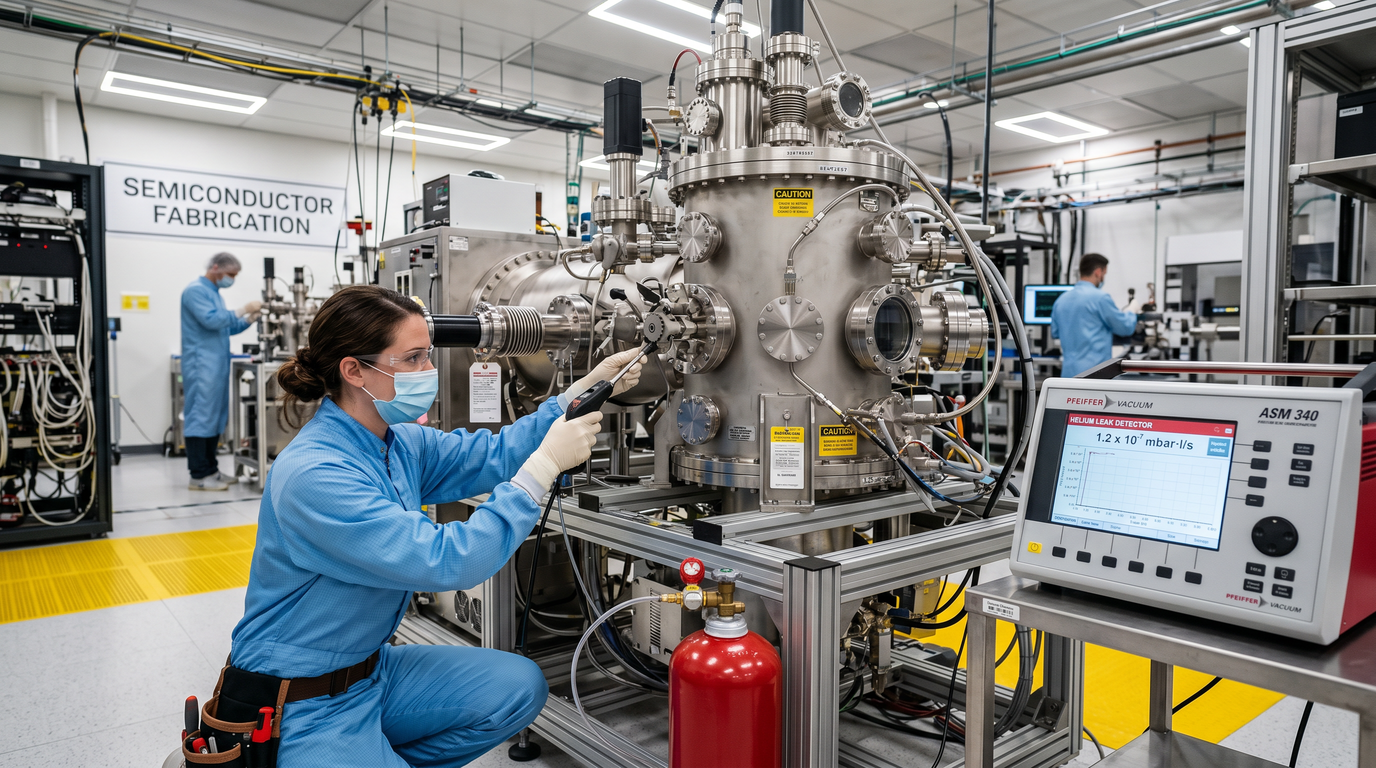
Lækagetestning
Vakuumkamre gennemgår ofte lækagetest for at verificere tætningsevnen.
Afhængigt af anvendelsen kan testmetoderne omfatte:
- Trykprøvning
- Vakuumholdningstest
- Helium-lækagedetektering
Materialecertificering
Materialecertifikater bekræfter:
- Kemisk sammensætning
- Mekaniske egenskaber
- Sporbarhed
Måling af overfladeruhed
Overfladeruhedstestere verificerer overholdelse af specificerede finishkrav.
Rengøringsprocedurer
Slutrengøring er ofte påkrævet før forsendelse for at fjerne forurenende stoffer og bearbejdningsrester.
Inspektionsmetoder anvendt til vakuumkamre
| Inspektionsmetode | Formål |
|---|---|
| CMM-inspektion | Dimensionsverifikation |
| Lækagetestning | Validering af vakuumintegritet |
| Materialecertificering | Sporbarhedsverifikation |
| Overfladeruhedstestning | Bekræftelse af overfladekvalitet |
| Slutrengøringsinspektion | Forebyggelse af kontaminering |
Udfordringer ved bearbejdning af store vakuumkamre
Delforvrængning
Materialespændinger kan forårsage dimensionsændringer under bearbejdning.
Termisk stabilitet
Store komponenter kan opleve termisk udvidelse under længerevarende bearbejdningscyklusser.
Bearbejdningstid
Store kamre kræver ofte:
- Flere opsætninger
- Forlængede cyklustider
- Udstyr med stor kapacitet
Flersidet bearbejdning
Komplekse kammergeometrier kræver ofte bearbejdning fra flere retninger, hvilket øger opsætningskompleksiteten og inspektionskravene.
Kina vs USA Vakuumkammerproduktion
Omkostningssammenligning
Kinesiske producenter tilbyder ofte lavere samlede produktionsomkostninger, samtidig med at de opretholder konkurrencedygtige præcisionskapaciteter.
Leveringstid
Leveringstiderne afhænger af projektets kompleksitet, men mange kinesiske leverandører bruger yderst effektive produktionssystemer, der er i stand til at understøtte både prototype- og produktionskrav.
Præcisionskapacitet
Moderne CNC-faciliteter i Kina fungerer typisk som følger:
- 3-aksede bearbejdningscentre
- 4-aksede bearbejdningscentre
- 5-aksede bearbejdningscentre
- Avancerede inspektionssystemer
i stand til at opfylde strenge krav til halvledere.
Ingeniørsupport
De bedste leverandører leverer tekniske gennemgange, DFM-anbefalinger og produktionsoptimering, før produktionen begynder.
Sådan vælger du en CNC-leverandør til halvledervakuumkamre
Erfaring med vakuumindustrien
Søg efter leverandører med erfaring i at støtte producenter af halvleder- og vakuumudstyr.
Materialeekspertise
Leverandøren skal forstå bearbejdningsadfærden for:
- Aluminium 6061
- Aluminium 5083
- Rustfrit stål 304
- Rustfrit stål 316L
- Titanium
Inspektionskapacitet
Evaluer tilgængeligt inspektionsudstyr og kvalitetssystemer.
Rent produktionsmiljø
Rene produktionspraksis er med til at reducere risikoen for kontaminering.
Lækageteststøtte
Leverandører, der er i stand til at understøtte lækagetest, kan forenkle projektstyringen og forbedre kvalitetssikringen.
Hvordan Kachi støtter producenter af halvlederudstyr
Hos Kachi Precision Manufacturing støtter vi producenter af halvlederudstyr med præcisions-CNC-bearbejdningsløsninger til komplekse vakuumkammerkomponenter og relaterede samlinger.
Præcisions-CNC-fræsning
Vi fremstiller højpræcisionskomponenter i aluminium og rustfrit stål med streng dimensionskontrol.
Komponenter i vakuumkammeret
Vores team understøtter bearbejdning af kammerlegemer, flanger, monteringsstrukturer og specialfremstillede vakuumsystemdele.
Bearbejdning med snæver tolerance
Vi bearbejder rutinemæssigt præcisionskomponenter, der kræver streng dimensions- og geometrisk kontrol.
Inspektion og dokumentation
Omfattende inspektionsprocesser og dokumentation er med til at sikre ensartethed i hele produktionen.
Konklusion
Halvledervakuumkamre repræsenterer nogle af de mest krævende CNC-bearbejdningsprojekter i moderne produktion.
Succes afhænger af langt mere end blot at bearbejde en del til print. Materialevalg, dimensionsnøjagtighed, overfladekvalitet, kontamineringskontrol og vakuumintegritet spiller alle afgørende roller i den endelige ydeevne.
For producenter af halvlederudstyr kan valget af en bearbejdningspartner med stærke tekniske kompetencer, præcisionsinspektionssystemer og erfaring med vakuumapplikationer reducere projektrisikoen betydeligt og forbedre den langsigtede pålidelighed.
Ofte stillede spørgsmål
Hvilket materiale er bedst til halvledervakuumkamre?
Aluminium 6061-T6, aluminium 5083, rustfrit stål 304 og rustfrit stål 316L er blandt de mest almindeligt anvendte materialer, afhængigt af vakuumkrav og procesforhold.
Hvorfor er overfladefinish vigtig i vakuumkamre?
Overfladefinish påvirker renlighed, afgasningsadfærd, kontamineringskontrol og forseglingsevne.
Hvilken tolerance kræves til bearbejdning af vakuumkammer?
Mange kritiske funktioner kræver tolerancer mellem ±0,05 mm og ±0,01 mm, afhængigt af applikationskravene.
Hvordan testes vakuumkamre for lækage?
Almindelige metoder omfatter vakuumtestning, trykprøvning og heliumlækagedetektion.
Kan CNC-bearbejdede aluminiumskamre opnå ultrahøj vakuumydelse?
Ja. Korrekt materialevalg, præcisionsbearbejdning, overfladebehandling, rengøring og lækagetest kan gøre det muligt for aluminiumskamre at opfylde de krævende vakuumkrav.
Leder du efter en pålidelig CNC-bearbejdningspartner til vakuumkammerkomponenter til halvledere?
Hos Kachi Precision Manufacturing støtter vi producenter af halvlederudstyr med præcisionsbearbejdning, stram tolerancekontrol og strenge inspektionsprocesser for vakuumkammerkomponenter og -samlinger.
Kontakt vores ingeniørteam i dag for en teknisk gennemgang og et hurtigt tilbud.
Opslagstidspunkt: 9. juni 2026






