
Производството на полупроводници е една од најпребирливите индустрии во светот. Без разлика дали станува збор за изработка на плочки, таложење со тенок филм, плазматско јодирање или јонска имплантација, секој процес се потпира на исклучително контролирана средина.
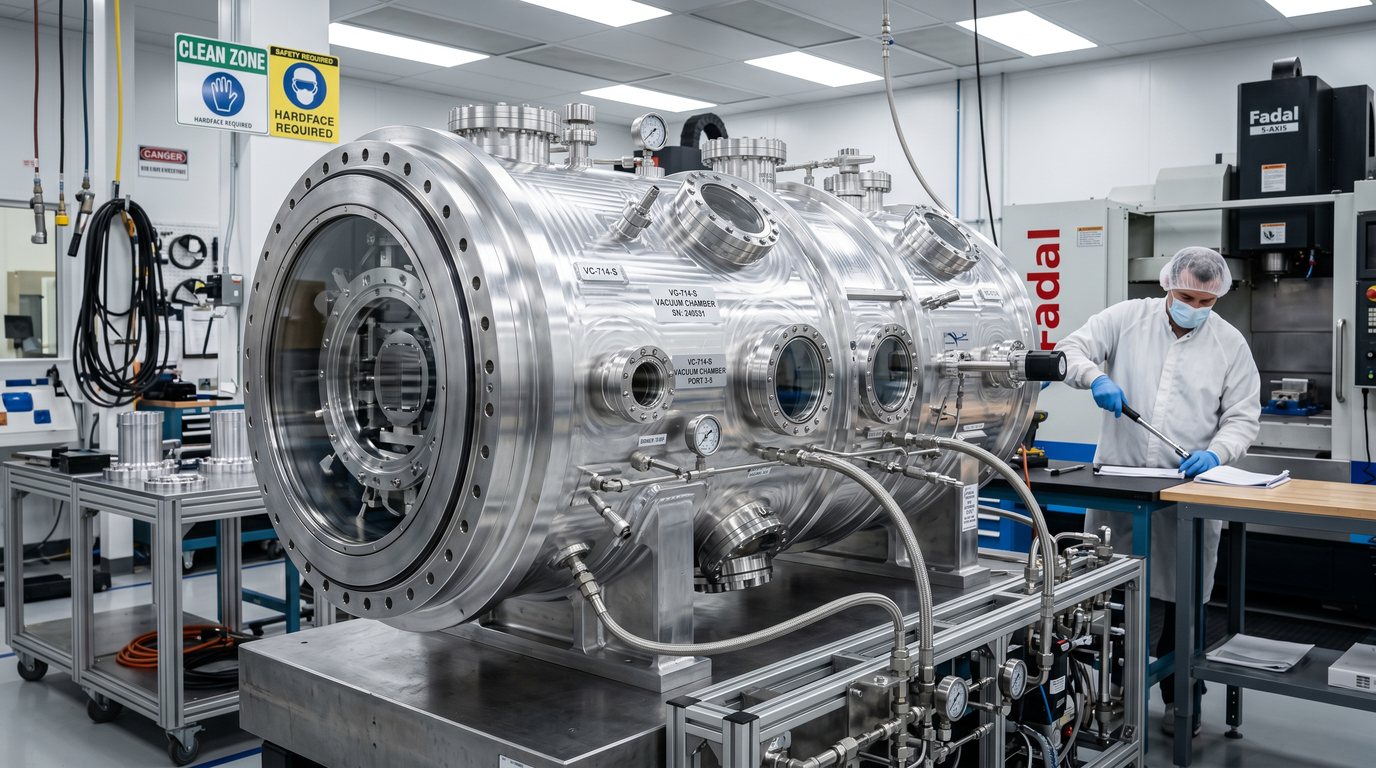
Во центарот на многу полупроводнички системи е вакуумската комора.
Вакуумската комора може да изгледа како едноставно метално куќиште, но од производствена перспектива, таа е една од најпредизвикувачките компоненти за машинска обработка. Дури и мало димензионално отстапување, површински дефект или проблем со контаминација може да го наруши интегритетот на вакуумот и да влијае на перформансите на опремата.
Видовме проекти каде што микроскопски дефект на површината за запечатување предизвикал вакуумско истекување за време на тестирањето, што резултирало со скапа преработка и доцнења во испораката. Во производството на полупроводници, прецизноста не е само прашање на димензии - таа директно влијае на стабилноста на процесот, приносот и сигурноста на опремата.
Во ова упатство, ќе истражиме како полупроводничките вакуумски комори се обработуваат со CNC, материјалите што најчесто се користат, клучните предизвици во производството и што треба да бараат производителите на опрема при избор на добавувач на машинска обработка.
Што е полупроводничка вакуумска комора?
Полупроводничка вакуумска комора е запечатено куќиште дизајнирано да создава и одржува контролирана вакуумска средина за процесите на производство на полупроводници.
Овие комори ги изолираат плочките и процесната опрема од атмосферска контаминација, а воедно овозможуваат прецизна контрола на притисокот, температурата и составот на гасот.
Улога во производството на полупроводници
Вакуумските комори се неопходни за многу процеси на производство на полупроводници, вклучувајќи:
- Депозиција со тенок филм
- Плазматско гравирање
- Чистење на вафли
- Јонска имплантација
- Површинска обработка
- Мониторинг на процесот
Без стабилна вакуумска средина, конзистентноста на процесот и квалитетот на плочката можат сериозно да бидат засегнати.
Вообичаени полупроводнички процеси
Различни видови вакуумски комори се користат во производството на полупроводници.
| Процес | Типична примена на вакуумска комора |
|---|---|
| КВБ | Депозиција на тенок филм |
| ПВД | Метално обложување и распрскување |
| Плазматско гравирање | Отстранување на материјал |
| Јонска имплантација | Допинг процеси |
| Инспекција на вафли | Тестирање во контролирана средина |
Секој процес поставува различни барања за дизајнот на комората, завршната обработка на површината и изборот на материјал.
Зошто е важен интегритетот на вакуумот
Вакуумскиот интегритет е клучен бидејќи дури и мало истекување може да внесе загадувачи, влага или несакани гасови во процесот.
Потенцијалните последици вклучуваат:
- Намалена стабилност на процесот
- Контаминација со честички
- Застој на опремата
- Губење на приносот
- Зголемени трошоци за одржување
Поради оваа причина, полупроводничките вакуумски комори бараат значително построги стандарди за производство од конвенционалните индустриски компоненти.
Материјали што најчесто се користат за вакуумски комори
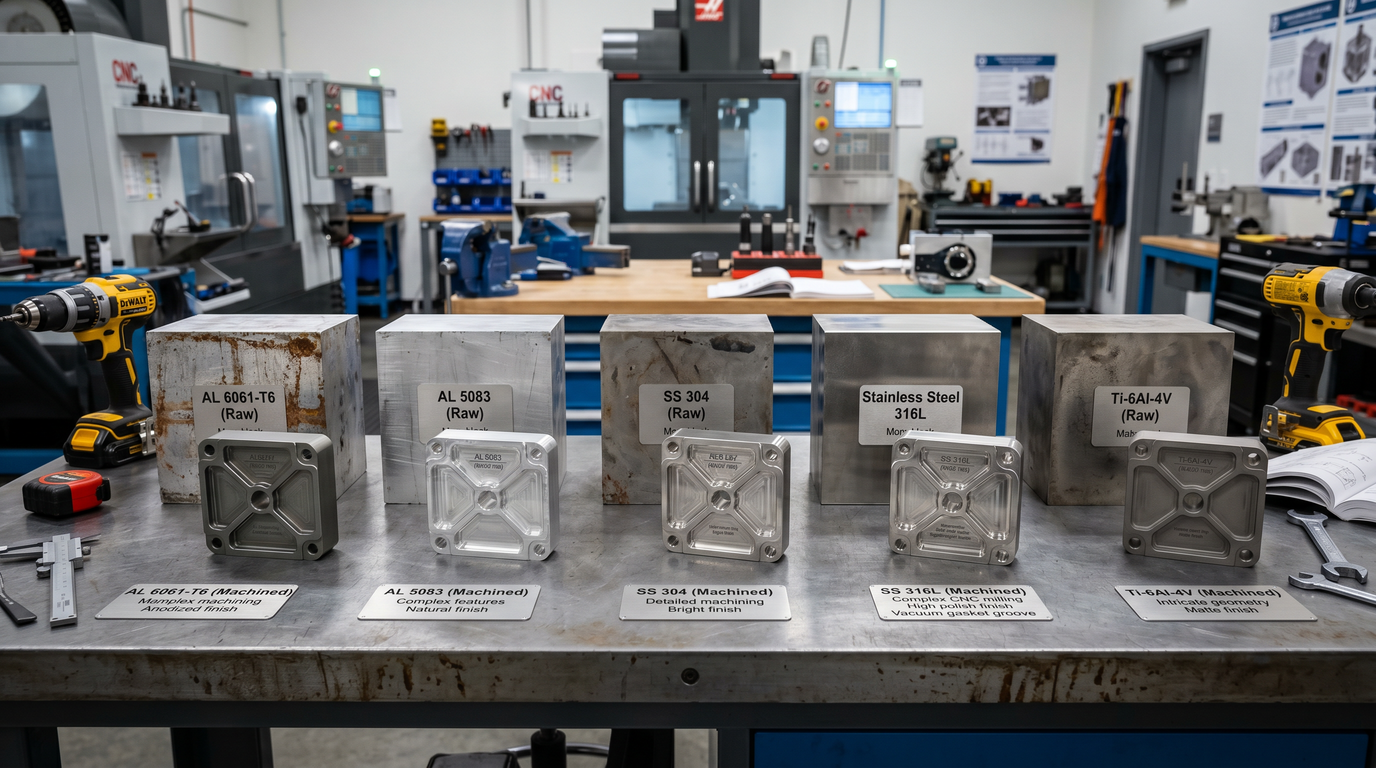
Изборот на материјал директно влијае на перформансите на вакуум, отпорноста на корозија, термичката стабилност и трошоците за производство.
Алуминиум 6061-T6
Алуминиум 6061-T6 е еден од најчесто користените материјали за полупроводнички вакуумски комори.
Предностите вклучуваат:
- Одлична машинска обработка
- Лесна структура
- Добра отпорност на корозија
- Конкурентна цена на материјалот
- Висока димензионална стабилност
Многу вакуумски комори со средна големина се произведуваат од алуминиум 6061-T6.
Алуминиум 5083
Алуминиум 5083 често се избира кога се потребни помала порозност и подобрени вакуумски перформанси.
Придобивките вклучуваат:
- Подобра заварливост
- Намалена внатрешна порозност
- Подобрена компатибилност со вакуум
- Добра отпорност на корозија
Често се користи за поголеми заварени склопови на вакуумски комори.
Нерѓосувачки челик 304
Нерѓосувачкиот челик 304 нуди одлична издржливост и хемиска отпорност.
Апликациите вклучуваат:
- Процесни комори
- Опрема за ракување со хемикалии
- Средини со висока температура
Нерѓосувачки челик 316L
Нерѓосувачкиот челик 316L е најпосакуван за потешки средини каде што отпорноста на корозија и чистотата се од клучно значење.
Неговата ниска содржина на јаглерод исто така го подобрува квалитетот на заварувањето и ги намалува ризиците од контаминација.
Титаниум
Титанот генерално е резервиран за специјализирани полупроводнички апликации каде што се потребни исклучителна отпорност на корозија и висок сооднос на цврстина и тежина.
Споредба на материјали за вообичаени вакуумски комори
| Материјал | Тежина | Отпорност на корозија | Перформанси на вакуум | Типична примена |
|---|---|---|---|---|
| Алуминиум 6061-T6 | Светло | Добро | Одлично | Општи вакуумски комори |
| Алуминиум 5083 | Светло | Одлично | Одлично | Заварени комори |
| Нерѓосувачки челик 304 | Тежок | Одлично | Многу добро | Процесна опрема |
| Нерѓосувачки челик 316L | Тежок | Супериорен | Одлично | Системи со висока чистота |
| Титаниум | Средно | Исклучително | Одлично | Специјализирани апликации |
Клучни барања за CNC машинска обработка за вакуумски комори
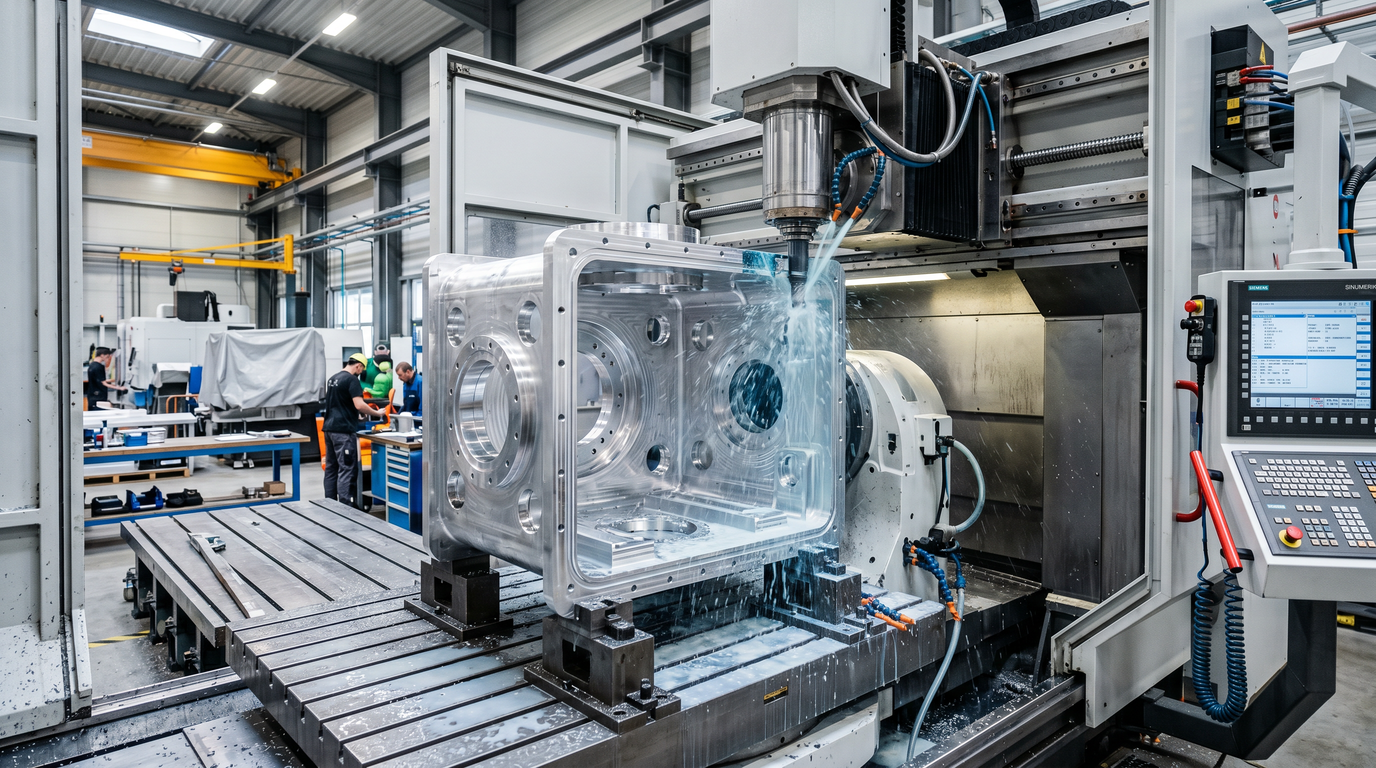
Машинската обработка во вакуумска комора бара многу повеќе од едноставно исполнување на димензионалните толеранции.
Тесни димензионални толеранции
Критичните карактеристики на комората честопати бараат толеранции кои се движат од:
- ±0,05 мм
- ±0,02 мм
- ±0,01 мм
во зависност од барањата за запечатување и сложеноста на склопувањето.
Спојувачките површини, локациите на прирабниците и критичните интерфејси мора да се обработуваат со исклучителна прецизност.
Контрола на рамнината
Запечатувачките површини претставуваат една од најкритичните карактеристики на вакуумската комора.
Дури и малите отстапувања од рамноста можат да ја нарушат ефикасноста на запечатувањето.
Големите прирабници со вакуумски комори честопати бараат внимателно контролирани стратегии за обработка за да се одржи рамномерност по целата површина.
Барања за концентричност
Отворите, отворите и карактеристиките за спојување честопати бараат строга контрола на концентрацијата за да се обезбеди правилно усогласување за време на склопувањето.
Лошата концентрација може да резултира со:
- Проблеми со собранието
- Дефекти на печатите
- Зголемени концентрации на стрес
Барања за завршна обработка на површината
Квалитетот на површината игра голема улога во перформансите на вакуумот.
Рапавите површини можат:
- Замка на загадувачи
- Зголемување на испуштањето гасови
- Комплицирани процедури за чистење
За многу полупроводнички апликации, потребни се мазни и конзистентни површини низ целата внатрешност на комората.
Машинска обработка без честички
Еден од најголемите предизвици во производството на полупроводнички компоненти е минимизирање на генерирањето на честички.
Процесите на машинска обработка мора внимателно да се контролираат за да се намали:
- Формирање на брус
- Вградени честички
- Површинска контаминација
- Преостанати остатоци од машинската обработка
Барања за завршна обработка на површината во полупроводнички апликации
Завршната обработка на површината директно влијае на перформансите и чистотата на правосмукалката.
Стандардна машински обработена завршница
Стандардна машински обработена завршна обработка може да биде прифатлива за некритични надворешни површини.
Типична грубост:
Ra 3,2 μm
Фино обработена површина
Многу површини со вакуумски контакт бараат пофина обработка.
Типична грубост:
Ra 1,6 μm
или подобро.
Електрополирање
Електрополирањето најчесто се користи за вакуумски комори од не'рѓосувачки челик.
Придобивките вклучуваат:
- Намалена грубост на површината
- Подобрена чистота
- Подобра отпорност на корозија
Анодизирање
Компонентите на алуминиумската вакуумска комора често се анодизираат за да се подобри:
- Отпорност на корозија
- Отпорност на абење
- Издржливост на површината
Споредба на завршната обработка на површината
| Заврши | Типичен Ра | Заедничка примена |
|---|---|---|
| Стандардно машински обработено | 3,2 μm | Општи површини |
| Фино обработено | 1,6 μm | Прецизно запечатување на површини |
| Прецизна завршница | 0,8 μm | Критични вакуумски површини |
| Електрополиран | <0,8 μm | Системи со висока чистота |
| Анодизирано | Варира | Алуминиумски компоненти |
Како протекувањата од вакуум можат да бидат предизвикани од лоша машинска обработка
Површински дефекти
Гребнатини, вдлабнатини и траги од машинска обработка можат да ги оштетат површините за запечатување.
Дури и мали несовршености можат да станат патеки за протекување под вакуумски услови.
Проблеми со порозноста
Порозноста на материјалот може да им овозможи на гасовите да навлезат низ ѕидовите на комората.
Ова прашање е особено важно при изборот на алуминиумски материјали.
Неправилно запечатување на површини
Лошата контрола на рамноста може да спречи правилна компресија на заптивката и да доведе до протекување.
Дисторзија на заварување
Големите вакуумски комори често содржат заварени структури.
Неправилните процедури за заварување може да доведат до дисторзија што влијае на површините за запечатување.
Ризици од контаминација
Остатоците од машинската обработка што остануваат во комората можат да ги контаминираат полупроводничките процеси и да влијаат на приносот.
Контрола на квалитет за полупроводнички вакуумски комори
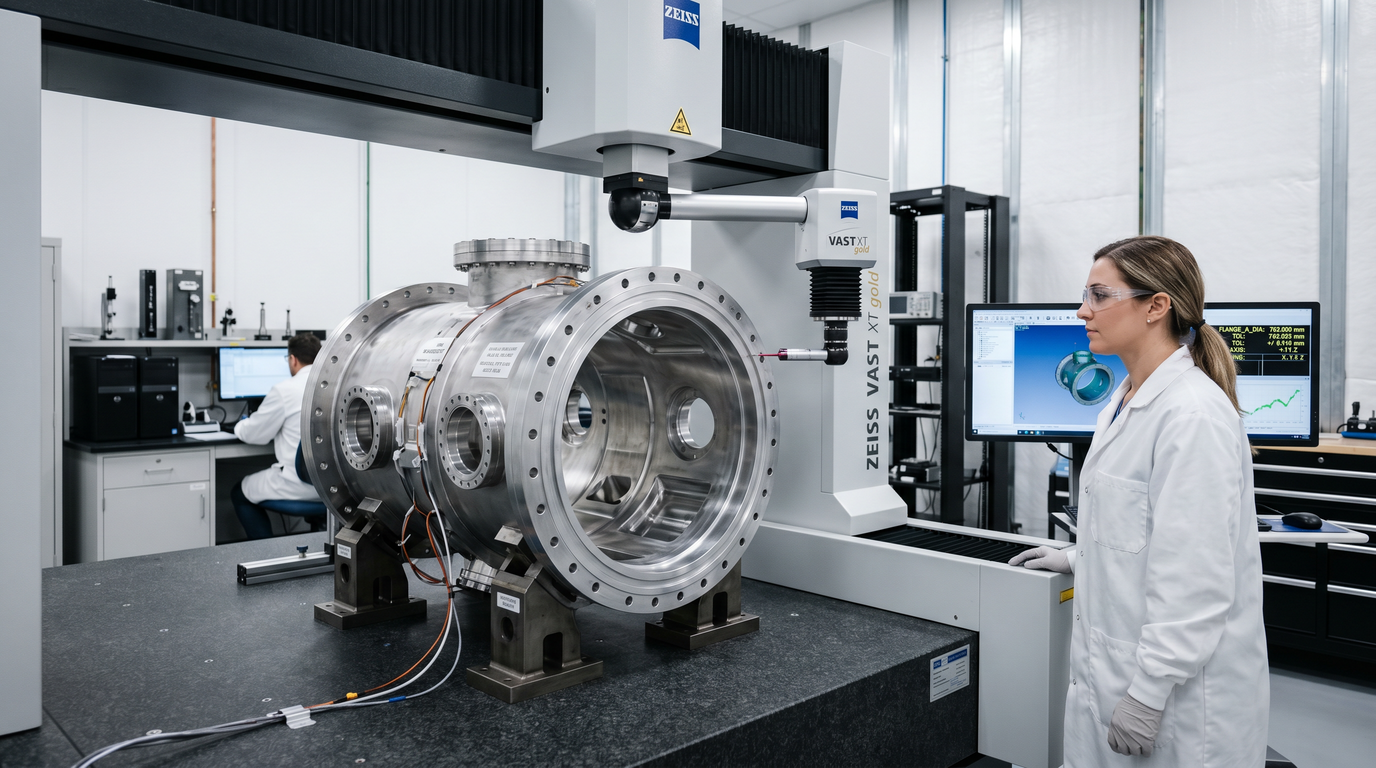
CMM инспекција
Машините за мерење на координати (CMM) потврдуваат:
- Критични димензии
- Рамност
- Толеранции на позиција
- Геометриски карактеристики
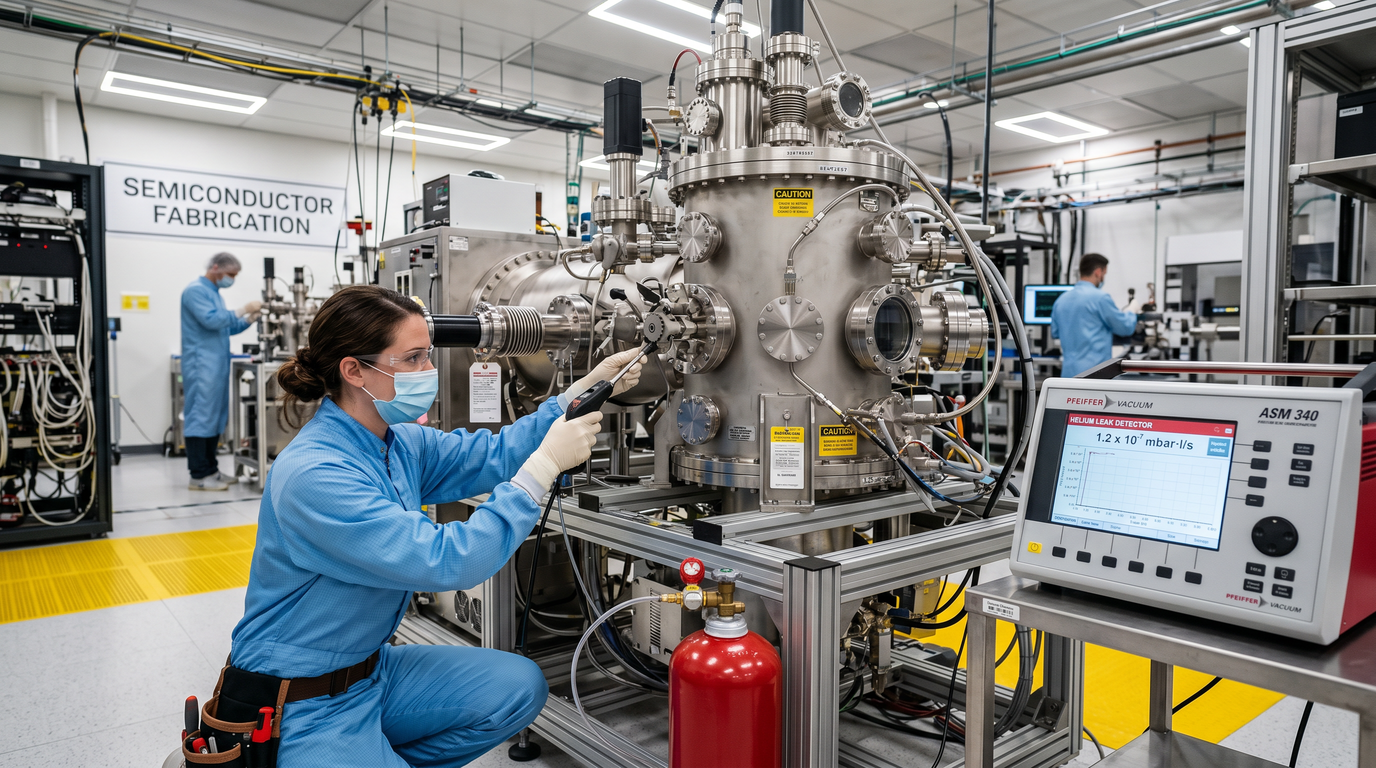
Тестирање на протекување
Вакуумските комори често се подложуваат на тестирање на протекување за да се потврди ефикасноста на запечатувањето.
Во зависност од апликацијата, методите за тестирање може да вклучуваат:
- Тестирање на притисок
- Тестирање на вакуумско држење
- Детекција на истекување на хелиум
Сертификација на материјали
Сертификатите за материјал потврдуваат:
- Хемиски состав
- Механички својства
- Следливост
Мерење на грубоста на површината
Тестерите за грубост на површината ја потврдуваат усогласеноста со наведените барања за завршна обработка.
Процедури за чистење
Честопати се потребни процеси на конечно чистење пред испорака за да се отстранат загадувачите и остатоците од машинската обработка.
Методи за инспекција што се користат за вакуумски комори
| Метод на инспекција | Намена |
|---|---|
| CMM инспекција | Димензионална верификација |
| Тестирање на протекување | Потврда на интегритетот на вакуумот |
| Сертификација на материјали | Верификација на следливост |
| Тестирање на грубост на површината | Потврда за квалитет на површината |
| Конечна инспекција за чистење | Превенција од контаминација |
Предизвици во машинската обработка на големи вакуумски комори
Дел дисторзија
Напрегањето на материјалот може да предизвика димензионални промени за време на машинската обработка.
Термичка стабилност
Големите компоненти може да доживеат термичка експанзија за време на продолжени циклуси на обработка.
Време на машинска обработка
Големите комори често бараат:
- Повеќекратни поставувања
- Продолжено време на циклус
- Опрема со голем капацитет
Машинска обработка од повеќе страни
Комплексните геометрии на комори често бараат машинска обработка од повеќе ориентации, зголемувајќи ја комплексноста на поставувањето и барањата за инспекција.
Производство на вакуумски комори во Кина наспроти САД
Споредба на трошоци
Кинеските производители честопати обезбедуваат пониски вкупни трошоци за производство, а воедно одржуваат конкурентни прецизни капацитети.
Време на испорака
Времето на испорака зависи од сложеноста на проектот, но многу кинески добавувачи работат со високо ефикасни системи за производство способни да поддржат барања и за прототип и за производство.
Прецизна способност
Современите CNC објекти во Кина најчесто работат:
- 3-оски центри за обработка
- 4-оски центри за обработка
- 5-оски центри за обработка
- Напредни системи за инспекција
способен да ги задоволи барањата за полупроводници.
Инженерска поддршка
Најдобрите добавувачи обезбедуваат инженерски прегледи, препораки за DFM и оптимизација на производството пред да започне производството.
Како да изберете CNC добавувач за полупроводнички вакуумски комори
Искуство во индустријата за правосмукалки
Побарајте добавувачи со искуство во поддршка на производители на полупроводничка и вакуумска опрема.
Материјална експертиза
Добавувачот треба да го разбере машинското однесување на:
- Алуминиум 6061
- Алуминиум 5083
- Нерѓосувачки челик 304
- Нерѓосувачки челик 316L
- Титаниум
Способност за инспекција
Оценете ја достапната опрема за инспекција и системите за квалитет.
Чиста производствена средина
Чистите производствени практики помагаат во намалувањето на ризиците од контаминација.
Поддршка за тестирање на протекување
Добавувачите способни да поддржат тестирање на протекување можат да го поедностават управувањето со проекти и да го подобрат обезбедувањето на квалитет.
Како Качи ги поддржува производителите на полупроводничка опрема
Во Kachi Precision Manufacturing, ги поддржуваме производителите на полупроводничка опрема со прецизни CNC решенија за обработка на сложени компоненти на вакуумски комори и сродни склопови.
Прецизно CNC глодање
Произведуваме високопрецизни компоненти од алуминиум и не'рѓосувачки челик со строга димензионална контрола.
Компоненти на вакуумска комора
Нашиот тим поддржува обработка на тела на комори, прирабници, монтажни конструкции и делови од вакуумски системи по нарачка.
Машинска обработка со тесна толеранција
Рутински обработуваме прецизни компоненти кои бараат строга димензионална и геометриска контрола.
Инспекција и документација
Сеопфатните процеси на инспекција и документацијата помагаат да се обезбеди конзистентност во текот на производството.
Заклучок
Полупроводничките вакуумски комори претставуваат едни од најсложените проекти за CNC обработка во современото производство.
Успехот зависи од многу повеќе од едноставна машинска обработка на дел за печатење. Изборот на материјал, димензионалната точност, квалитетот на завршната обработка на површината, контролата на контаминацијата и интегритетот на вакуумот играат клучна улога во конечните перформанси.
За производителите на полупроводничка опрема, изборот на партнер за машинска обработка со силни инженерски способности, системи за прецизна инспекција и искуство со вакуумски апликации може значително да го намали ризикот од проектот и да ја подобри долгорочната сигурност.
Најчесто поставувани прашања
Кој материјал е најдобар за полупроводнички вакуумски комори?
Алуминиум 6061-T6, алуминиум 5083, не'рѓосувачки челик 304 и не'рѓосувачки челик 316L се меѓу најчесто користените материјали, во зависност од барањата за вакуум и условите на процесот.
Зошто е важна завршната обработка на површината во вакуумските комори?
Завршната обработка на површината влијае на чистотата, однесувањето на испуштање гасови, контролата на контаминација и перформансите на запечатување.
Колкава толеранција е потребна за обработка во вакуумска комора?
Многу критични карактеристики бараат толеранции помеѓу ±0,05 mm и ±0,01 mm, во зависност од барањата на апликацијата.
Како се тестира протекување во вакуумски комори?
Вообичаените методи вклучуваат тестирање на вакуумско задржување, тестирање на притисок и откривање на истекување на хелиум.
Можат ли алуминиумските комори обработени со CNC да постигнат ултра високи вакуумски перформанси?
Да. Соодветниот избор на материјал, прецизната обработка, површинската обработка, чистењето и тестирањето на протекување можат да им овозможат на алуминиумските комори да ги задоволат барањата за вакуум.
Барате сигурен партнер за CNC машинска обработка за компоненти на полупроводнички вакуумски комори?
Во Kachi Precision Manufacturing, ги поддржуваме производителите на полупроводничка опрема со прецизна машинска обработка, строга контрола на толеранцијата и ригорозни процеси на инспекција за компоненти и склопови на вакуумски комори.
Контактирајте го нашиот инженерски тим денес за технички преглед и брза понуда.
Време на објавување: 09.06.2026






