
Yarı iletken üretimi, dünyanın en zorlu endüstrilerinden biridir. İster yonga levha üretimi, ister ince film kaplama, plazma aşındırma veya iyon implantasyonu olsun, her işlem son derece kontrollü bir ortama bağlıdır.
Birçok yarı iletken sistemin merkezinde vakum odası bulunur.
Vakum odası basit bir metal muhafaza gibi görünse de, üretim açısından işlenmesi en zor bileşenlerden biridir. Küçük bir boyut sapması, yüzey kusuru veya kirlenme sorunu bile vakum bütünlüğünü tehlikeye atabilir ve ekipman performansını etkileyebilir.
Testler sırasında mikroskobik bir sızdırmazlık yüzeyi kusurunun vakum kaçağına neden olduğu ve bunun da pahalı yeniden işleme ve teslimat gecikmelerine yol açtığı projeler gördük. Yarı iletken üretiminde hassasiyet sadece boyutlarla ilgili değildir; doğrudan proses istikrarını, verimliliği ve ekipman güvenilirliğini etkiler.
Bu kılavuzda, yarı iletken vakum odalarının CNC ile nasıl işlendiğini, yaygın olarak kullanılan malzemeleri, temel üretim zorluklarını ve ekipman üreticilerinin işleme tedarikçisi seçerken nelere dikkat etmesi gerektiğini inceleyeceğiz.
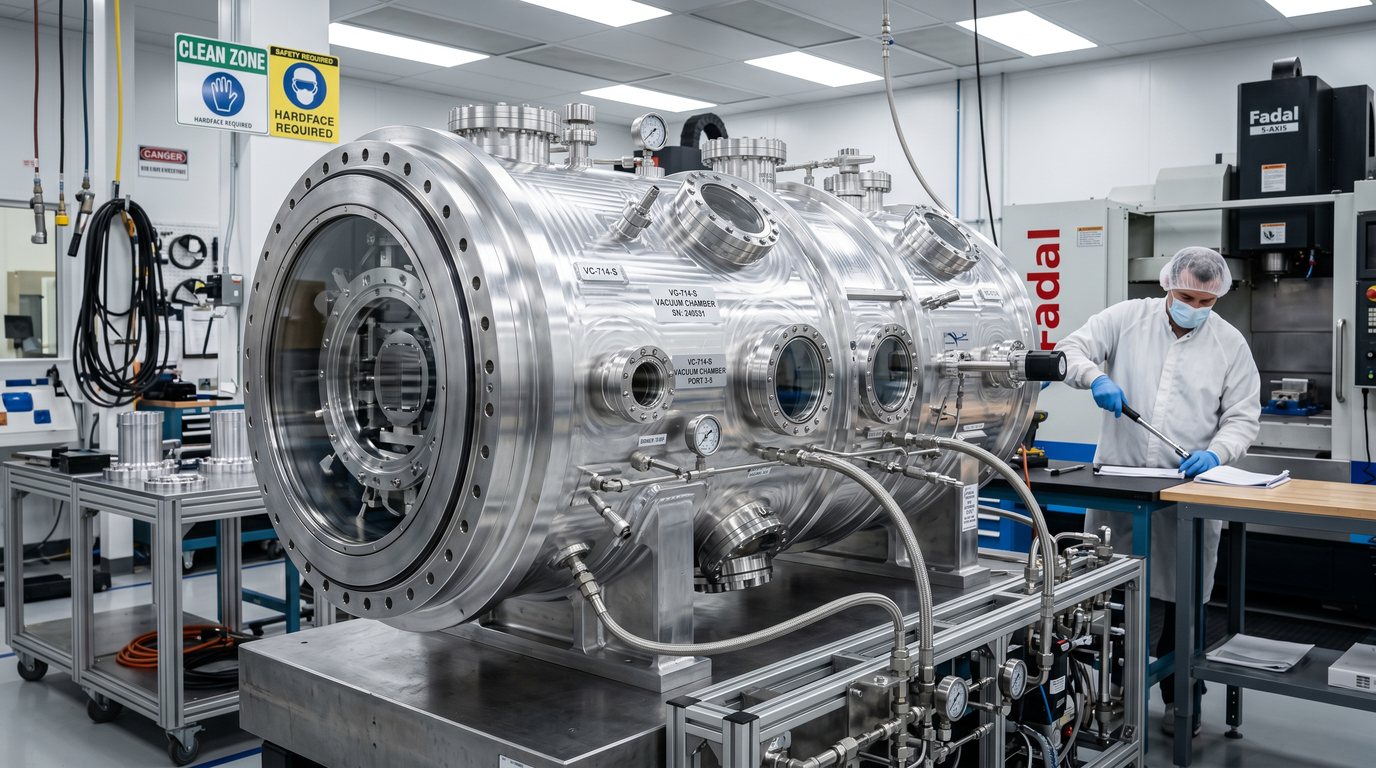
Yarıiletken Vakum Odası Nedir?
Yarı iletken vakum odası, yarı iletken üretim süreçleri için kontrollü bir vakum ortamı oluşturmak ve korumak üzere tasarlanmış, sızdırmaz bir muhafazadır.
Bu odalar, gofretleri ve işlem ekipmanlarını atmosferik kirlenmeden izole ederken, basınç, sıcaklık ve gaz bileşiminin hassas bir şekilde kontrol edilmesini sağlar.
Yarı İletken Üretimindeki Rolü
Vakum odaları, aşağıdakiler de dahil olmak üzere birçok yarı iletken üretim süreci için vazgeçilmezdir:
- İnce film kaplama
- Plazma aşındırma
- Gofret temizliği
- İyon implantasyonu
- Yüzey işlemi
- Süreç izleme
İstikrarlı bir vakum ortamı olmadan, işlem tutarlılığı ve gofret kalitesi ciddi şekilde etkilenebilir.
Yaygın Yarı İletken İşlemleri
Yarı iletken üretiminde farklı tipte vakum odaları kullanılmaktadır.
| İşlem | Tipik Vakum Odası Uygulaması |
|---|---|
| CVD | İnce film biriktirme |
| PVD | Metal kaplama ve püskürtme |
| Plazma Aşındırma | Malzeme kaldırma |
| İyon İmplantasyonu | Doping süreçleri |
| Yonga Levha İncelemesi | Kontrollü ortam testleri |
Her işlem, hazne tasarımı, yüzey kalitesi ve malzeme seçimi konusunda farklı talepler ortaya koymaktadır.
Vakum Bütünlüğünün Önemi
Vakum bütünlüğü kritik öneme sahiptir çünkü en ufak bir sızıntı bile proses ortamına kirleticiler, nem veya istenmeyen gazlar sokabilir.
Olası sonuçlar şunlardır:
- Proses istikrarının azalması
- Parçacık kirliliği
- Ekipman arıza süresi
- Verim kaybı
- Artan bakım maliyetleri
Bu nedenle, yarı iletken vakum odaları, geleneksel endüstriyel bileşenlere kıyasla önemli ölçüde daha sıkı üretim standartları gerektirir.
Vakum Odalarında Yaygın Olarak Kullanılan Malzemeler
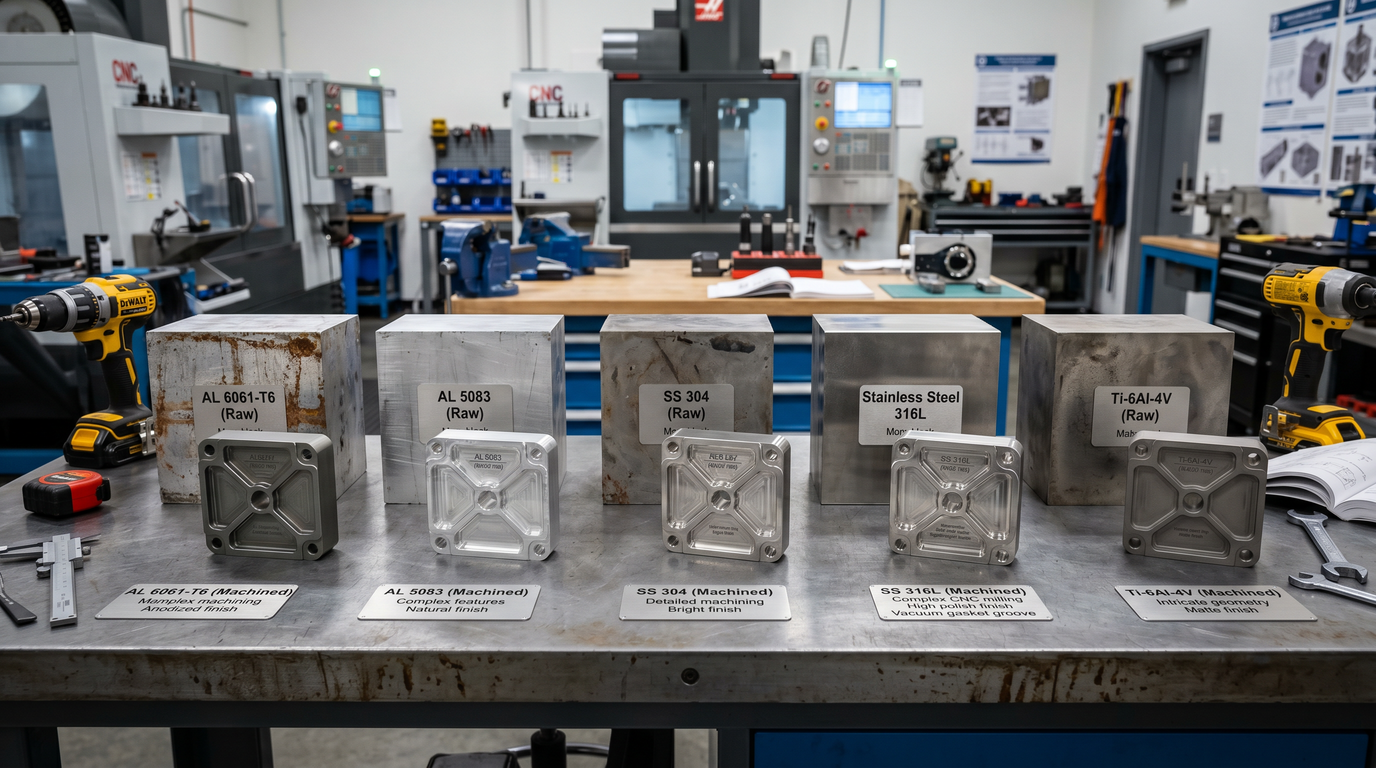
Malzeme seçimi, vakum performansını, korozyon direncini, termal kararlılığı ve üretim maliyetini doğrudan etkiler.
Alüminyum 6061-T6
Alüminyum 6061-T6, yarı iletken vakum odaları için en yaygın kullanılan malzemelerden biridir.
Avantajları şunlardır:
- Mükemmel işlenebilirlik
- Hafif yapı
- İyi korozyon direnci
- Rekabetçi malzeme maliyeti
- Yüksek boyutsal kararlılık
Orta büyüklükteki vakum odalarının çoğu 6061-T6 alüminyumdan üretilmektedir.
Alüminyum 5083
Alüminyum 5083, genellikle daha düşük gözeneklilik ve daha iyi vakum performansı gerektiğinde tercih edilir.
Faydaları şunlardır:
- Daha iyi kaynaklanabilirlik
- Azaltılmış iç gözeneklilik
- Geliştirilmiş vakum uyumluluğu
- İyi korozyon direnci
Genellikle daha büyük kaynaklı vakum odası düzeneklerinde kullanılır.
Paslanmaz Çelik 304
304 paslanmaz çelik mükemmel dayanıklılık ve kimyasal direnç sunar.
Uygulamalar şunları içerir:
- Proses odaları
- Kimyasal madde taşıma ekipmanları
- Yüksek sıcaklık ortamları
316L Paslanmaz Çelik
316L paslanmaz çelik, korozyon direnci ve temizliğin kritik önem taşıdığı daha zorlu ortamlar için tercih edilir.
Düşük karbon içeriği aynı zamanda kaynak kalitesini artırır ve kirlenme risklerini azaltır.
Titanyum
Titanyum genellikle, olağanüstü korozyon direnci ve yüksek mukavemet-ağırlık oranlarının gerekli olduğu özel yarı iletken uygulamalarında kullanılır.
Vakum Odası Malzemelerinin Yaygın Kullanımının Karşılaştırılması
| Malzeme | Ağırlık | Korozyon Direnci | Vakum Performansı | Tipik Uygulama |
|---|---|---|---|---|
| Alüminyum 6061-T6 | Işık | İyi | Harika | Genel vakum odaları |
| Alüminyum 5083 | Işık | Harika | Harika | Kaynaklı odalar |
| Paslanmaz Çelik 304 | Ağır | Harika | Çok güzel | Proses ekipmanları |
| 316L Paslanmaz Çelik | Ağır | Üst | Harika | Yüksek saflıkta sistemler |
| Titanyum | Orta | Olağanüstü | Harika | Özel uygulamalar |
Vakum Odaları için Temel CNC İşleme Gereksinimleri
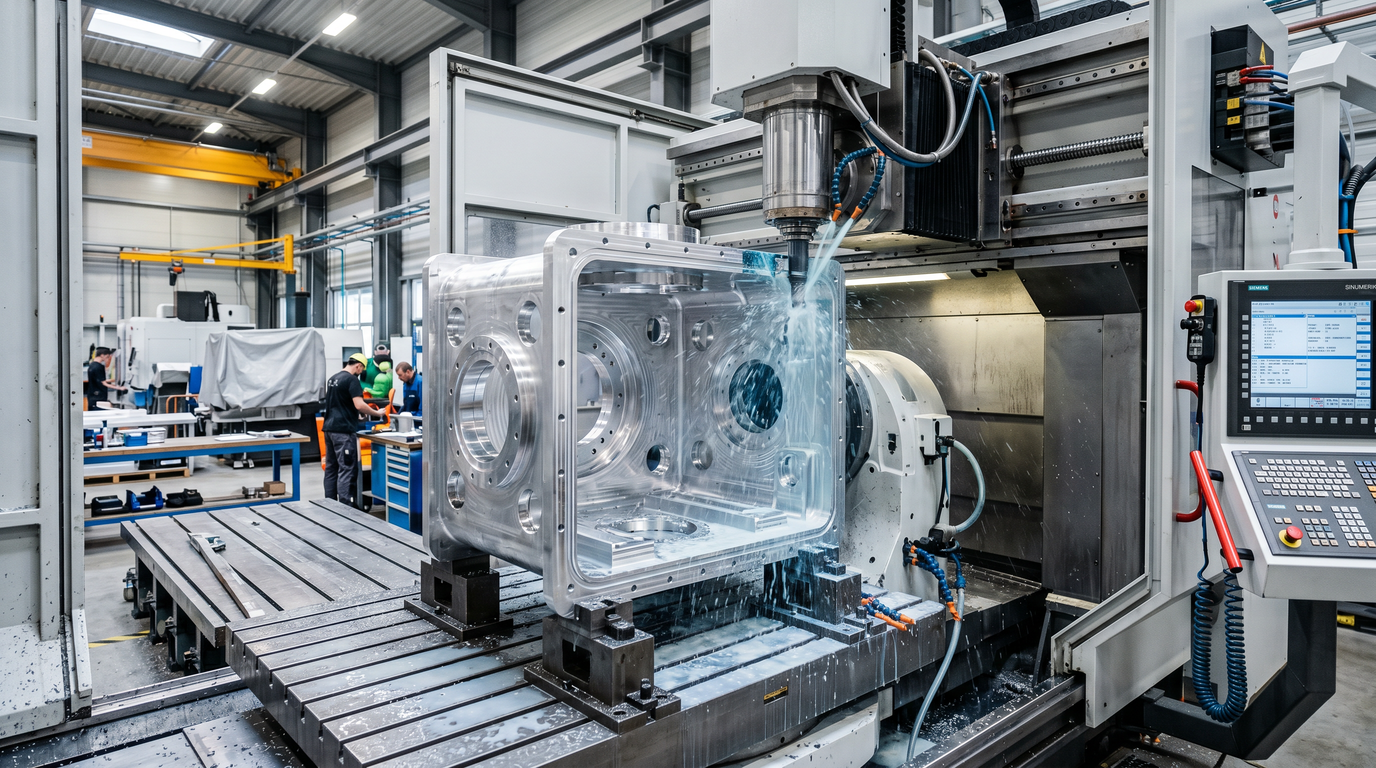
Vakum odasında işleme, yalnızca boyut toleranslarını karşılamaktan çok daha fazlasını gerektirir.
Sıkı Boyutsal Toleranslar
Kritik oda özelliklerinde genellikle şu aralıklarda toleranslar gereklidir:
- ±0,05 mm
- ±0,02 mm
- ±0,01 mm
Sızdırmazlık gereksinimlerine ve montaj karmaşıklığına bağlı olarak.
Birbirine temas eden yüzeyler, flanş konumları ve kritik arayüzler olağanüstü hassasiyetle işlenmelidir.
Düzlük Kontrolü
Sızdırmazlık yüzeyleri, vakum odasının en kritik özelliklerinden birini temsil eder.
Yüzeydeki ufak sapmalar bile sızdırmazlık etkinliğini tehlikeye atabilir.
Büyük vakum odası flanşları, tüm yüzey boyunca düzlüğü korumak için genellikle dikkatlice kontrol edilen işleme stratejileri gerektirir.
Eşmerkezlilik Gereksinimleri
Montaj sırasında doğru hizalamayı sağlamak için bağlantı noktaları, açıklıklar ve birleştirme noktaları genellikle sıkı bir eşmerkezlilik kontrolü gerektirir.
Zayıf eşmerkezlilik şunlara yol açabilir:
- Montaj sorunları
- Conta arızaları
- Artan stres konsantrasyonları
Yüzey Bitirme Gereksinimleri
Yüzey kalitesi, elektrikli süpürgenin performansında büyük rol oynar.
Pürüzlü yüzeyler şunlara neden olabilir:
- Kirleticileri hapsedin
- Gaz çıkışını artırın
- Temizlik işlemlerini karmaşıklaştırır.
Birçok yarı iletken uygulamasında, haznenin iç kısmının tamamında pürüzsüz ve tutarlı yüzeyler gereklidir.
Parçacıksız İşleme
Yarı iletken bileşen üretimindeki en büyük zorluklardan biri, parçacık oluşumunu en aza indirmektir.
İşleme süreçleri, aşağıdaki hususları azaltmak için dikkatlice kontrol edilmelidir:
- Burr oluşumu
- Gömülü parçacıklar
- Yüzey kirliliği
- İşleme artığı
Yarı İletken Uygulamalarında Yüzey İşleme Gereksinimleri
Yüzey kalitesi, elektrikli süpürgenin performansını ve temizliğini doğrudan etkiler.
Standart İşlenmiş Yüzey
Kritik olmayan dış yüzeyler için standart işlenmiş bir yüzey kabul edilebilir olabilir.
Tipik pürüzlülük:
Ra 3,2 μm
İnce İşlenmiş Yüzey
Vakumla temas eden birçok yüzey daha hassas işleme gerektirir.
Tipik pürüzlülük:
Ra 1,6 μm
veya daha iyisi.
Elektroparlatma
Elektropolishing, genellikle paslanmaz çelik vakum odaları için kullanılır.
Faydaları şunlardır:
- Yüzey pürüzlülüğünün azaltılması
- Temizlikte iyileşme
- Daha iyi korozyon direnci
Eloksal kaplama
Alüminyum vakum odası bileşenleri, iyileştirme amacıyla genellikle anotlama işlemine tabi tutulur:
- Korozyon direnci
- Aşınma direnci
- Yüzey dayanıklılığı
Yüzey Bitirme Karşılaştırması
| Sona ermek | Tipik Ra | Ortak Başvuru |
|---|---|---|
| Standart İşlenmiş | 3,2 μm | Genel yüzeyler |
| Hassas İşlenmiş | 1,6 μm | Hassas sızdırmazlık alanları |
| Hassas Son İşlem | 0,8 μm | Kritik vakum yüzeyleri |
| Elektroparlatılmış | <0,8 μm | Yüksek saflıkta sistemler |
| Eloksallı | Değişkenlik gösterir | Alüminyum bileşenler |
Kötü İşleme Sonucu Vakum Kaçakları Nasıl Oluşabilir?
Yüzey Kusurları
Çizikler, ezikler ve işleme izleri sızdırmazlık yüzeylerini olumsuz etkileyebilir.
Vakum koşulları altında, en ufak kusurlar bile sızıntı yollarına dönüşebilir.
Gözeneklilik Sorunları
Malzemenin gözenekliliği, gazların hazne duvarlarından geçmesine olanak sağlayabilir.
Bu konu, özellikle alüminyum malzeme seçimi yapılırken büyük önem taşır.
Uygun Olmayan Sızdırmazlık Yüzeyleri
Düzgünlük kontrolünün yetersiz olması, contanın doğru şekilde sıkıştırılmasını engelleyebilir ve sızıntıya yol açabilir.
Kaynak Bozulması
Büyük vakum odaları genellikle kaynaklı yapılar içerir.
Yanlış kaynak işlemleri, sızdırmazlık yüzeylerini etkileyen deformasyonlara yol açabilir.
Kirlenme Riskleri
İşleme odasının içinde kalan artıklar, yarı iletken işlemlerini kirletebilir ve verimi etkileyebilir.
Yarı İletken Vakum Odaları için Kalite Kontrolü
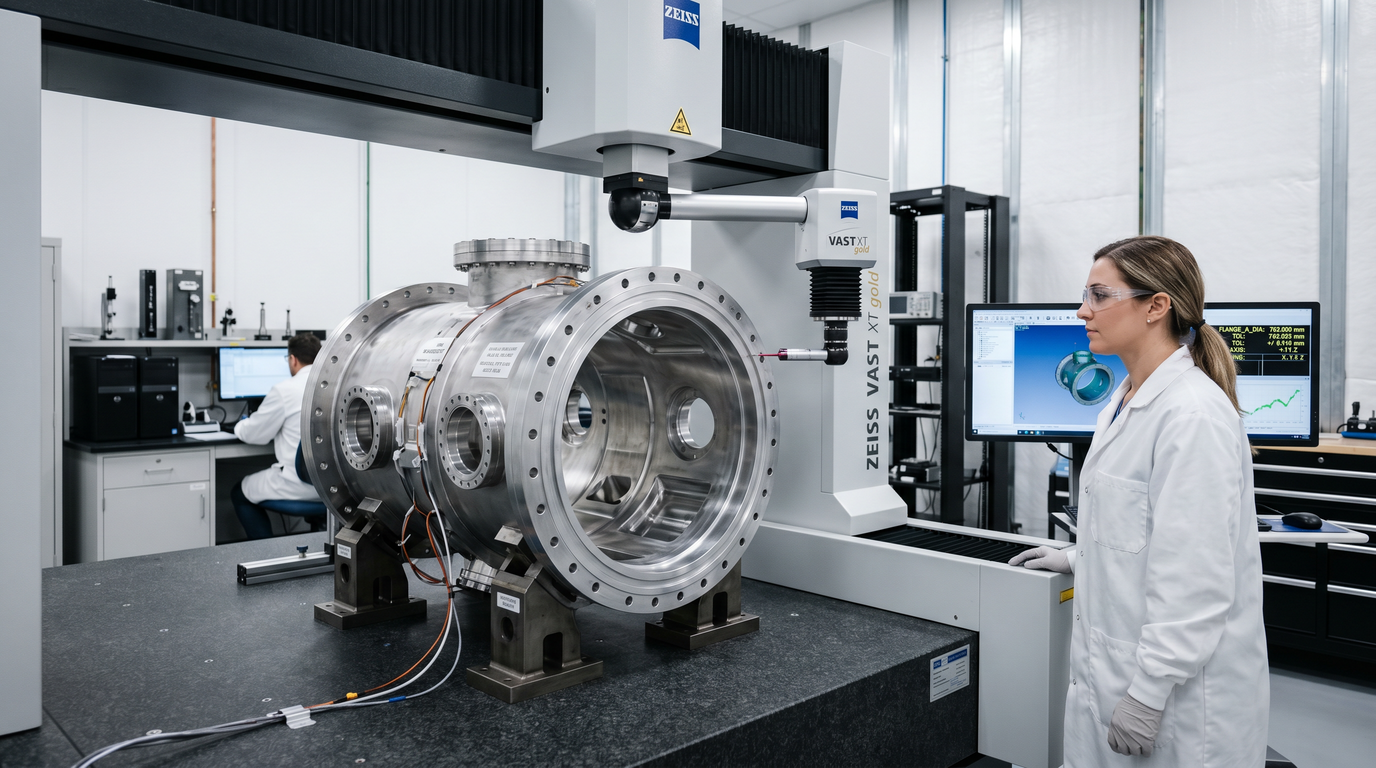
CMM Muayenesi
Koordinat Ölçme Makineleri (CMM'ler) şunları doğrular:
- Kritik boyutlar
- Düzlük
- Konum toleransları
- Geometrik özellikler
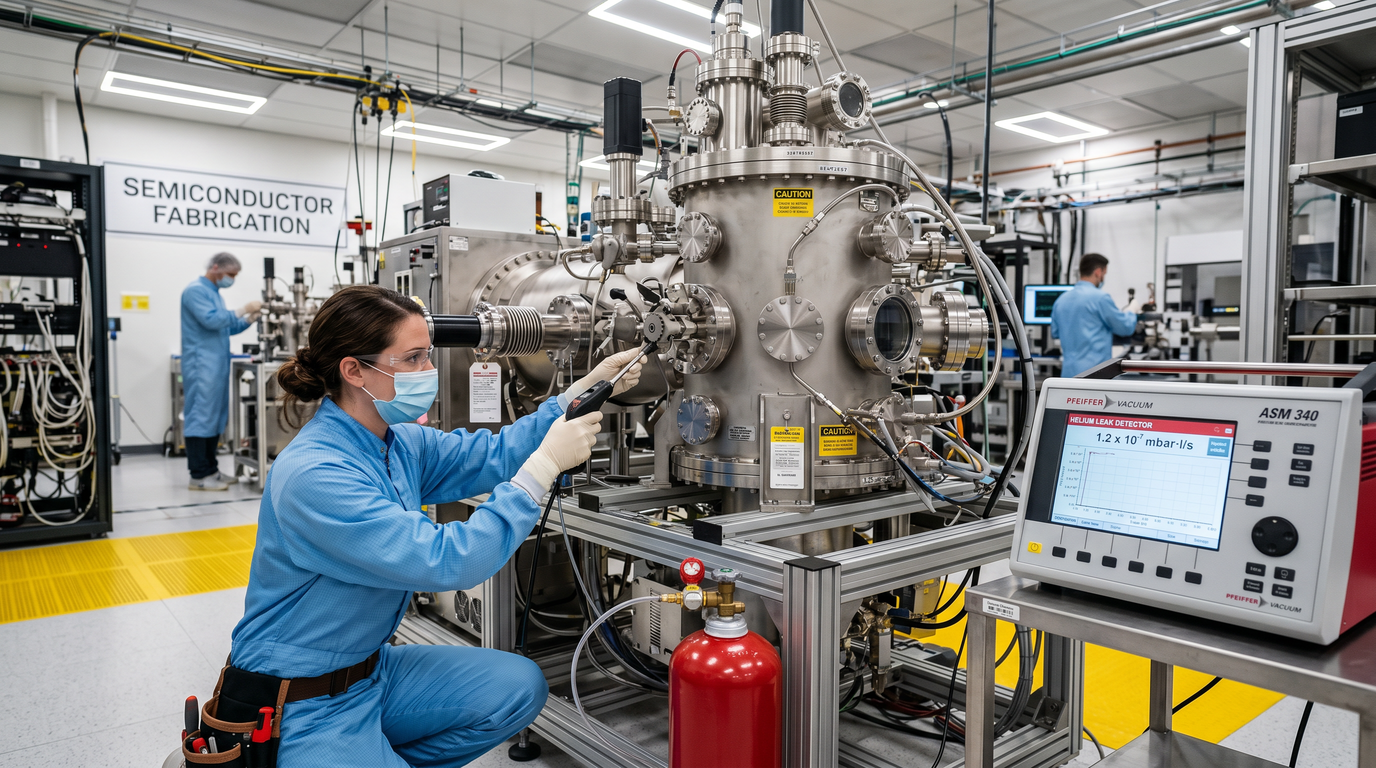
Sızıntı Testi
Vakum odaları, sızdırmazlık performansını doğrulamak için sıklıkla sızıntı testine tabi tutulur.
Uygulamaya bağlı olarak, test yöntemleri şunları içerebilir:
- Basınç testi
- Vakum tutma testi
- Helyum kaçağı tespiti
Malzeme Sertifikasyonu
Malzeme sertifikaları şunları doğrular:
- Kimyasal bileşim
- Mekanik özellikler
- İzlenebilirlik
Yüzey Pürüzlülüğü Ölçümü
Yüzey pürüzlülüğü test cihazları, belirtilen yüzey işleme gereksinimlerine uygunluğu doğrular.
Temizlik Prosedürleri
Sevkiyat öncesinde, kirleticileri ve işleme artıklarını gidermek için genellikle son temizleme işlemleri gereklidir.
Vakum Odaları İçin Kullanılan Muayene Yöntemleri
| Muayene Yöntemi | Amaç |
|---|---|
| CMM Muayenesi | Boyutsal doğrulama |
| Sızıntı Testi | Vakum bütünlüğü doğrulaması |
| Malzeme Sertifikasyonu | İzlenebilirlik doğrulaması |
| Yüzey Pürüzlülüğü Testi | Yüzey kalitesi onayı |
| Son Temizlik Kontrolü | Kirlenme önleme |
Büyük Vakum Odalarının İşlenmesindeki Zorluklar
Parça Bozulması
Malzeme üzerindeki gerilim, işleme sırasında boyut değişikliklerine neden olabilir.
Termal Kararlılık
Büyük parçalar, uzun süreli işleme döngüleri sırasında termal genleşmeye maruz kalabilir.
İşleme Süresi
Büyük odalar genellikle şunları gerektirir:
- Çoklu kurulumlar
- Uzun çevrim süreleri
- Büyük kapasiteli ekipman
Çok Taraflı İşleme
Karmaşık oda geometrileri genellikle birden fazla yönden işleme gerektirir, bu da kurulum karmaşıklığını ve denetim gereksinimlerini artırır.
Çin ve ABD'nin Vakum Odası Üretimi Karşılaştırması
Maliyet Karşılaştırması
Çinli üreticiler genellikle rekabetçi hassasiyet yeteneklerini korurken genel üretim maliyetlerini daha düşük seviyede sunmaktadır.
Kurşun zamanı
Teslim süreleri projenin karmaşıklığına bağlıdır, ancak birçok Çinli tedarikçi hem prototip hem de seri üretim gereksinimlerini destekleyebilen son derece verimli üretim sistemleri işletmektedir.
Hassasiyet Yeteneği
Çin'deki modern CNC tesislerinde genellikle şu işlemler yapılır:
- 3 eksenli işleme merkezleri
- 4 eksenli işleme merkezleri
- 5 eksenli işleme merkezleri
- Gelişmiş denetim sistemleri
Zorlu yarı iletken gereksinimlerini karşılayabilecek kapasitede.
Mühendislik Desteği
En iyi tedarikçiler, üretime başlamadan önce mühendislik incelemeleri, DFM (Üretilebilirlik için Tasarım) önerileri ve üretim optimizasyonu sağlarlar.
Yarı İletken Vakum Odaları İçin CNC Tedarikçisi Nasıl Seçilir?
Vakum Endüstrisi Deneyimi
Yarı iletken ve vakum ekipmanı üreticilerine destek sağlama konusunda deneyimli tedarikçiler arayın.
Malzeme Uzmanlığı
Tedarikçi aşağıdaki malzemelerin işleme davranışını anlamalıdır:
- Alüminyum 6061
- Alüminyum 5083
- Paslanmaz Çelik 304
- 316L Paslanmaz Çelik
- Titanyum
Denetim Yeteneği
Mevcut denetim ekipmanlarını ve kalite sistemlerini değerlendirin.
Temiz Üretim Ortamı
Temiz üretim uygulamaları, kirlenme risklerini azaltmaya yardımcı olur.
Sızıntı Testi Desteği
Sızıntı testi desteği sağlayabilen tedarikçiler, proje yönetimini basitleştirebilir ve kalite güvencesini iyileştirebilir.
Kachi, Yarı İletken Ekipman Üreticilerini Nasıl Destekliyor?
Kachi Precision Manufacturing olarak, karmaşık vakum odası bileşenleri ve ilgili montajlar için hassas CNC işleme çözümleriyle yarı iletken ekipman üreticilerine destek veriyoruz.
Hassas CNC Frezeleme
Yüksek hassasiyetli alüminyum ve paslanmaz çelik parçaları, hassas boyut kontrolüyle üretiyoruz.
Vakum Odası Bileşenleri
Ekibimiz, hazne gövdelerinin, flanşların, montaj yapılarının ve özel vakum sistemi parçalarının işlenmesinde destek sağlamaktadır.
Sıkı Toleranslı İşleme
Biz rutin olarak, boyut ve geometrik açıdan sıkı kontrol gerektiren hassas parçaların imalatını yapıyoruz.
Muayene ve Belgeleme
Kapsamlı denetim süreçleri ve dokümantasyon, üretim boyunca tutarlılığın sağlanmasına yardımcı olur.
Çözüm
Yarı iletken vakum odaları, modern üretimde en zorlu CNC işleme projelerinden bazılarını temsil etmektedir.
Başarı, sadece bir parçayı teknik çizime göre işlemekten çok daha fazlasına bağlıdır. Malzeme seçimi, boyutsal doğruluk, yüzey kalitesi, kirlilik kontrolü ve vakum bütünlüğü, nihai performansta kritik roller oynar.
Yarı iletken ekipman üreticileri için, güçlü mühendislik yeteneklerine, hassas denetim sistemlerine ve vakum uygulamaları konusunda deneyime sahip bir işleme ortağı seçmek, proje riskini önemli ölçüde azaltabilir ve uzun vadeli güvenilirliği artırabilir.
SSS
Yarı iletken vakum odaları için en iyi malzeme hangisidir?
Vakum gereksinimlerine ve proses koşullarına bağlı olarak, en yaygın kullanılan malzemeler arasında Alüminyum 6061-T6, Alüminyum 5083, Paslanmaz Çelik 304 ve Paslanmaz Çelik 316L yer almaktadır.
Vakum odalarında yüzey kalitesinin önemi nedir?
Yüzey işlemi, temizliği, gaz salınımını, kirlilik kontrolünü ve sızdırmazlık performansını etkiler.
Vakum odasında işleme için hangi tolerans gereklidir?
Birçok kritik özellik, uygulama gereksinimlerine bağlı olarak ±0,05 mm ile ±0,01 mm arasında tolerans gerektirir.
Vakum odalarının sızıntı testi nasıl yapılır?
Yaygın yöntemler arasında vakum tutma testi, basınç testi ve helyum kaçağı tespiti yer almaktadır.
CNC işlenmiş alüminyum hazneler ultra yüksek vakum performansı sağlayabilir mi?
Evet. Doğru malzeme seçimi, hassas işleme, yüzey işlemi, temizlik ve sızıntı testi, alüminyum haznelerin zorlu vakum gereksinimlerini karşılamasını sağlayabilir.
Yarıiletken Vakum Odası Bileşenleri için Güvenilir Bir CNC İşleme Ortağı mı Arıyorsunuz?
Kachi Precision Manufacturing olarak, yarı iletken ekipman üreticilerine vakum odası bileşenleri ve montajları için hassas işleme, sıkı tolerans kontrolü ve titiz denetim süreçleri konusunda destek sağlıyoruz.
Teknik inceleme ve hızlı fiyat teklifi için bugün mühendislik ekibimizle iletişime geçin.
Yayın tarihi: 09-06-2026





