
Výroba polovodičů je jedním z nejnáročnějších odvětví na světě. Ať už se jedná o výrobu destiček, nanášení tenkých vrstev, plazmové leptání nebo iontovou implantaci, každý proces se spoléhá na extrémně kontrolované prostředí.
Středem mnoha polovodičových systémů je vakuová komora.
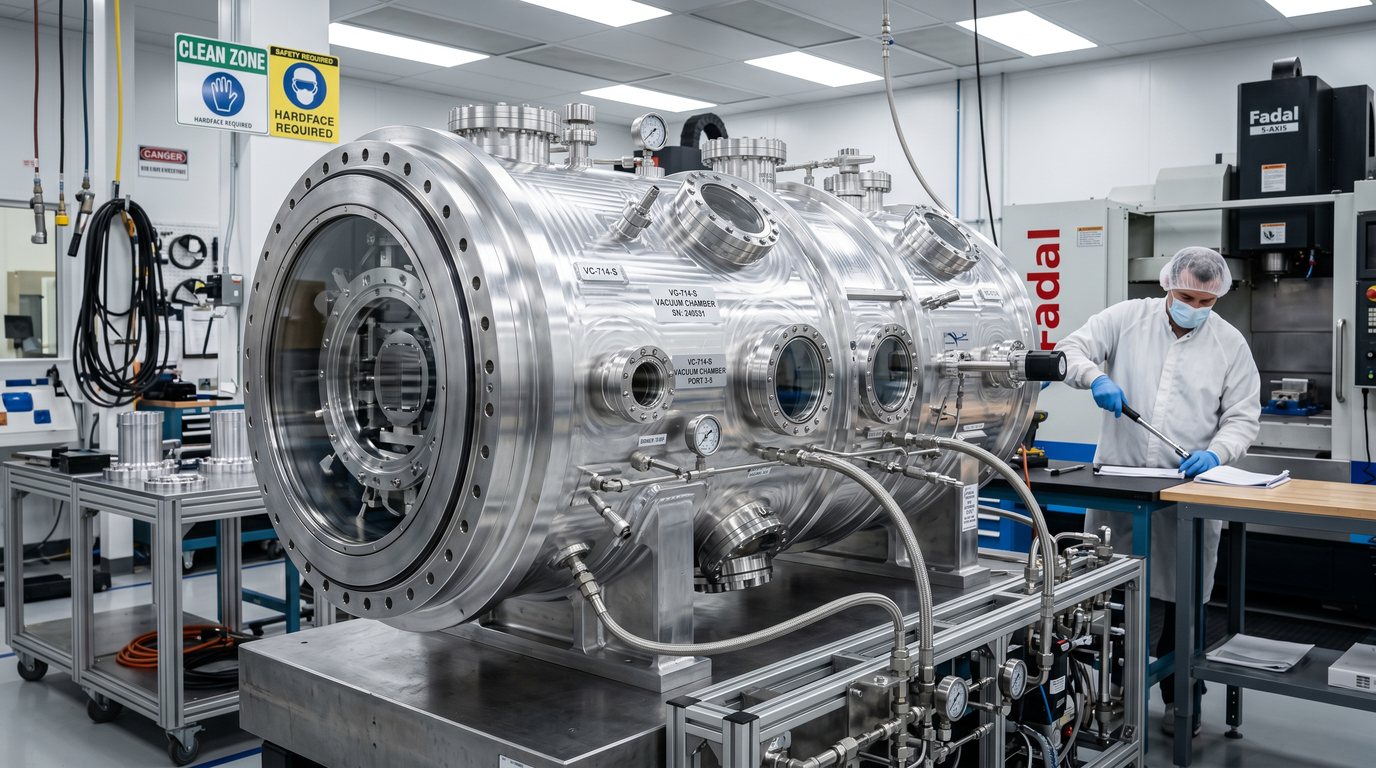
Vakuová komora může vypadat jako jednoduchý kovový kryt, ale z výrobního hlediska je to jedna z nejnáročnějších součástí k obrábění. I malá rozměrová odchylka, povrchová vada nebo problém s kontaminací může ohrozit integritu vakua a ovlivnit výkon zařízení.
Viděli jsme projekty, kde mikroskopická vada těsnicího povrchu způsobila únik vakua během testování, což mělo za následek nákladné opravy a zpoždění dodávek. Ve výrobě polovodičů se přesnost netýká jen rozměrů – přímo ovlivňuje stabilitu procesu, výtěžnost a spolehlivost zařízení.
V této příručce se podíváme na to, jak se CNC obrábějí polovodičové vakuové komory, jaké materiály se běžně používají, jaké jsou klíčové výrobní problémy a na co by se měli výrobci zařízení zaměřit při výběru dodavatele obráběcích zařízení.
Co je to polovodičová vakuová komora?
Vakuová komora pro polovodiče je uzavřený kryt určený k vytvoření a udržení kontrolovaného vakuového prostředí pro procesy výroby polovodičů.
Tyto komory izolují destičky a procesní zařízení od atmosférické kontaminace a zároveň umožňují přesnou regulaci tlaku, teploty a složení plynu.
Role ve výrobě polovodičů
Vakuové komory jsou nezbytné pro mnoho procesů výroby polovodičů, včetně:
- Depozice tenkých vrstev
- Plazmové leptání
- Čištění oplatek
- Iontová implantace
- Povrchová úprava
- Monitorování procesů
Bez stabilního vakuového prostředí může být vážně ovlivněna konzistence procesu a kvalita destiček.
Běžné polovodičové procesy
Při výrobě polovodičů se používají různé typy vakuových komor.
| Proces | Typické použití vakuové komory |
|---|---|
| Kardiovaskulární onemocnění (CVD) | Depozice tenkých vrstev |
| PVD | Povrchová úprava a naprašování kovů |
| Plazmové leptání | Odebírání materiálu |
| Iontová implantace | Dopingové procesy |
| Inspekce destiček | Testování v kontrolovaném prostředí |
Každý proces klade jiné požadavky na konstrukci komory, povrchovou úpravu a výběr materiálu.
Proč je důležitá integrita vakua
Integrita vakua je zásadní, protože i malý únik může do procesního prostředí zavést kontaminanty, vlhkost nebo nežádoucí plyny.
Mezi možné důsledky patří:
- Snížená stabilita procesu
- Kontaminace částicemi
- Prostoje zařízení
- Ztráta výnosu
- Zvýšené náklady na údržbu
Z tohoto důvodu vyžadují polovodičové vakuové komory výrazně přísnější výrobní standardy než běžné průmyslové součástky.
Materiály běžně používané pro vakuové komory
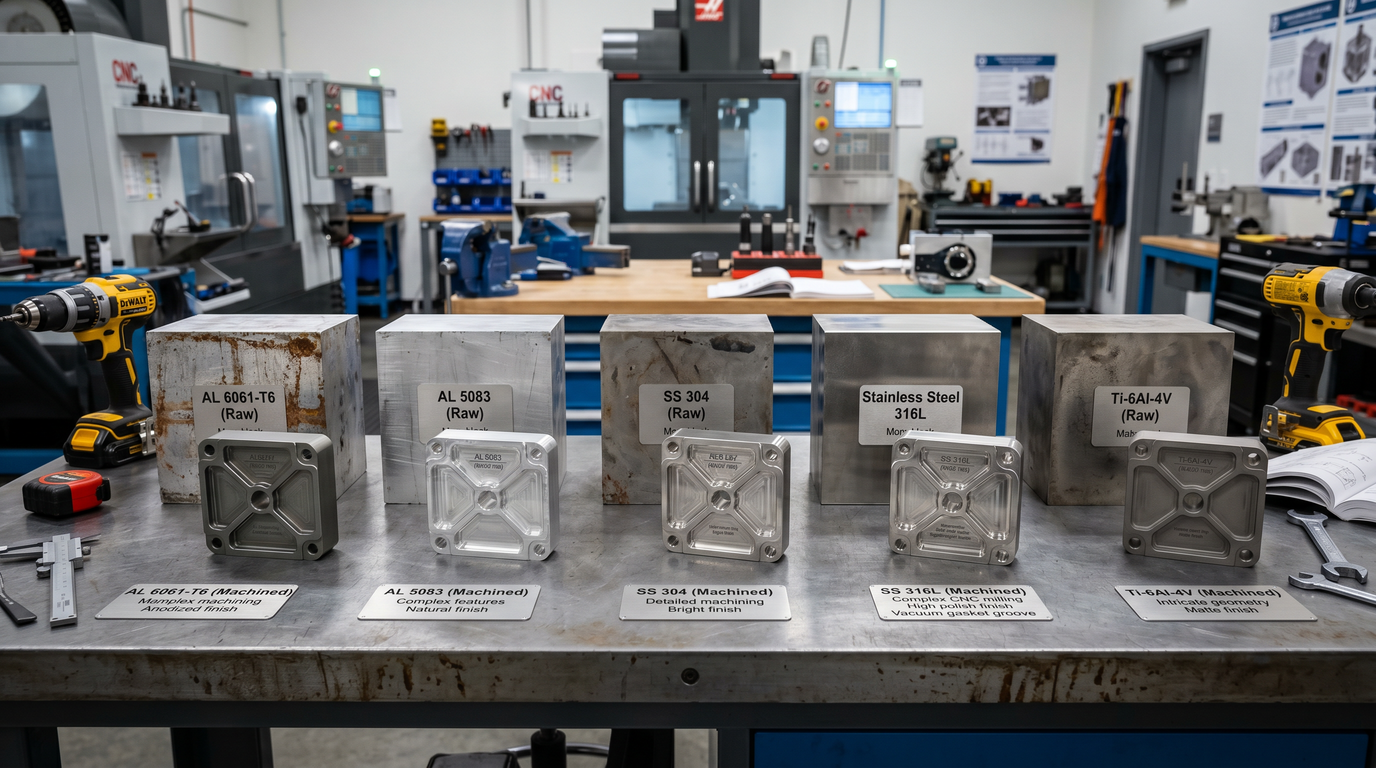
Výběr materiálu přímo ovlivňuje vakuový výkon, odolnost proti korozi, tepelnou stabilitu a výrobní náklady.
Hliník 6061-T6
Hliník 6061-T6 je jedním z nejčastěji používaných materiálů pro polovodičové vakuové komory.
Mezi výhody patří:
- Vynikající obrobitelnost
- Lehká konstrukce
- Dobrá odolnost proti korozi
- Konkurenceschopné náklady na materiál
- Vysoká rozměrová stabilita
Mnoho středně velkých vakuových komor se vyrábí z hliníku 6061-T6.
Hliník 5083
Hliník 5083 se často volí, když je požadována nižší pórovitost a lepší vakuový výkon.
Mezi výhody patří:
- Lepší svařitelnost
- Snížená vnitřní pórovitost
- Vylepšená kompatibilita s vakuem
- Dobrá odolnost proti korozi
Často se používá pro větší svařované sestavy vakuových komor.
Nerezová ocel 304
Nerezová ocel 304 nabízí vynikající odolnost a chemickou odolnost.
Aplikace zahrnují:
- Procesní komory
- Zařízení pro manipulaci s chemikáliemi
- Prostředí s vysokou teplotou
Nerezová ocel 316L
Nerezová ocel 316L je preferována pro náročnější prostředí, kde je odolnost proti korozi a čistota kritická.
Jeho nízký obsah uhlíku také zlepšuje kvalitu svaru a snižuje riziko kontaminace.
Titan
Titan je obecně vyhrazen pro specializované polovodičové aplikace, kde je vyžadována výjimečná odolnost proti korozi a vysoký poměr pevnosti k hmotnosti.
Porovnání běžných materiálů vakuových komor
| Materiál | Hmotnost | Odolnost proti korozi | Vakuový výkon | Typická aplikace |
|---|---|---|---|---|
| Hliník 6061-T6 | Světlo | Dobrý | Vynikající | Obecné vakuové komory |
| Hliník 5083 | Světlo | Vynikající | Vynikající | Svařované komory |
| Nerezová ocel 304 | Těžký | Vynikající | Velmi dobré | Procesní zařízení |
| Nerezová ocel 316L | Těžký | Lepší | Vynikající | Vysoce čisté systémy |
| Titan | Střední | Výjimečný | Vynikající | Specializované aplikace |
Klíčové požadavky na CNC obrábění vakuových komor
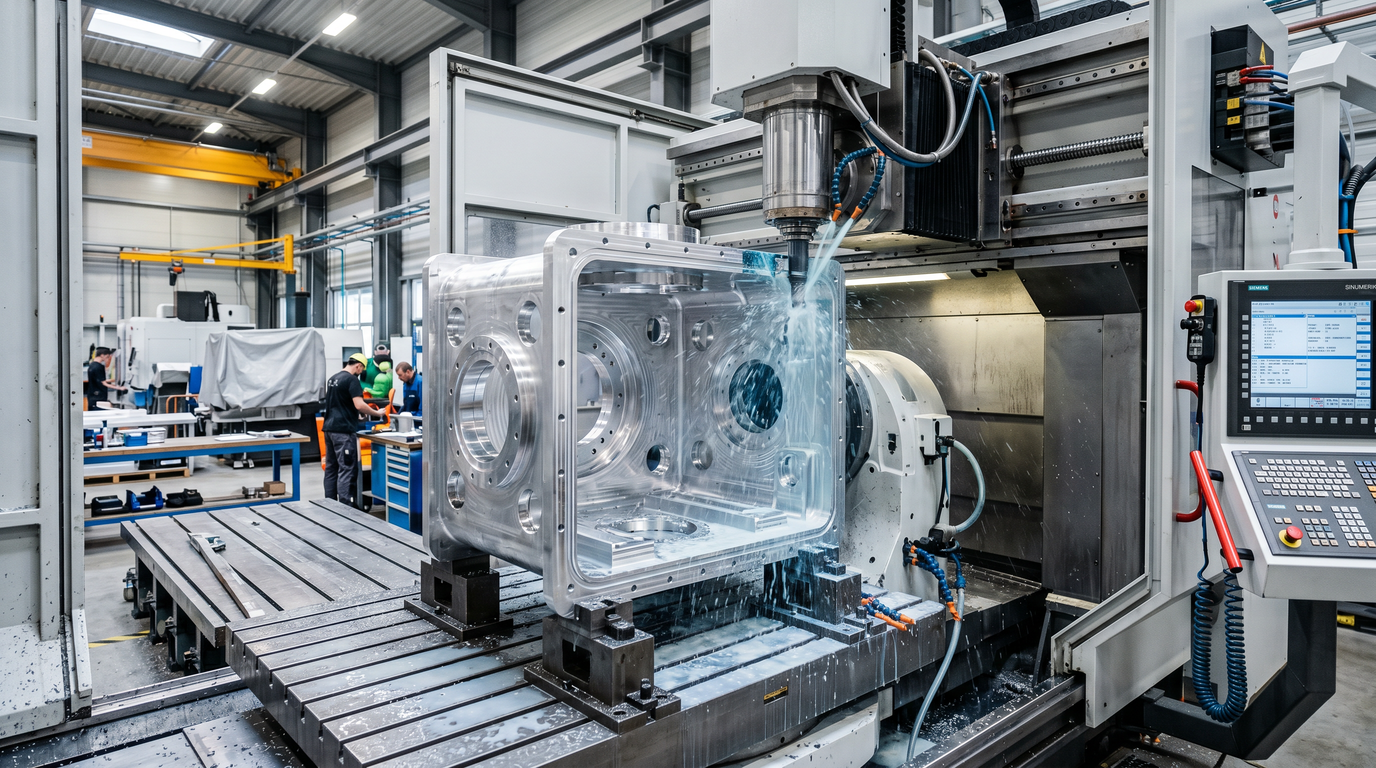
Vakuové obrábění ve vakuové komoře vyžaduje mnohem více než jen splnění rozměrových tolerancí.
Přísné rozměrové tolerance
Kritické prvky komory často vyžadují tolerance v rozmezí od:
- ±0,05 mm
- ±0,02 mm
- ±0,01 mm
v závislosti na požadavcích na těsnění a složitosti montáže.
Dosedací plochy, místa přírub a kritická rozhraní musí být obrobeny s mimořádnou přesností.
Řízení rovinnosti
Těsnicí plochy představují jednu z nejdůležitějších vlastností vakuové komory.
I malé odchylky od rovinnosti mohou ohrozit účinnost těsnění.
Velké příruby vakuových komor často vyžadují pečlivě kontrolované strategie obrábění, aby se zachovala rovinnost po celém povrchu.
Požadavky na soustřednost
Porty, otvory a spojovací prvky často vyžadují přesnou kontrolu soustřednosti, aby bylo zajištěno správné zarovnání během montáže.
Špatná soustřednost může mít za následek:
- Problémy s montáží
- Selhání těsnění
- Zvýšené koncentrace stresu
Požadavky na povrchovou úpravu
Kvalita povrchu hraje hlavní roli ve výkonu vakua.
Drsné povrchy mohou:
- Zachycování kontaminantů
- Zvyšte odplyňování
- Zkomplikujte čisticí postupy
Pro mnoho polovodičových aplikací jsou vyžadovány hladké a konzistentní povrchy v celém vnitřním prostoru komory.
Obrábění bez částic
Jednou z největších výzev při výrobě polovodičových součástek je minimalizace generování částic.
Obráběcí procesy musí být pečlivě řízeny, aby se snížilo:
- Tvorba otřepů
- Vložené částice
- Povrchová kontaminace
- Zbytkové obráběcí úlomky
Požadavky na povrchovou úpravu v polovodičových aplikacích
Povrchová úprava přímo ovlivňuje výkon a čistotu vysávání.
Standardní obráběná povrchová úprava
Pro nekritické vnější povrchy může být přijatelná standardní obráběná povrchová úprava.
Typická drsnost:
Ra 3,2 μm
Jemně obrobený povrch
Mnoho povrchů ve vakuovém kontaktu vyžaduje jemnější obrábění.
Typická drsnost:
Ra 1,6 μm
nebo lépe.
Elektrolytické leštění
Elektrolytické leštění se běžně používá pro vakuové komory z nerezové oceli.
Mezi výhody patří:
- Snížená drsnost povrchu
- Zlepšená čistota
- Lepší odolnost proti korozi
Eloxování
Hliníkové komponenty vakuové komory jsou často eloxovány pro zlepšení:
- Odolnost proti korozi
- Odolnost proti opotřebení
- Odolnost povrchu
Porovnání povrchové úpravy
| Dokončit | Typické Ra | Běžná aplikace |
|---|---|---|
| Standardně obráběné | 3,2 μm | Obecné povrchy |
| Jemně obrobené | 1,6 μm | Přesné těsnicí oblasti |
| Přesné provedení | 0,8 μm | Kritické vakuové povrchy |
| Elektrolyticky leštěné | <0,8 μm | Vysoce čisté systémy |
| Eloxovaný | Liší se | Hliníkové komponenty |
Jak mohou být úniky vakua způsobeny špatným obráběním
Povrchové vady
Škrábance, promáčkliny a stopy po obrábění mohou poškodit těsnicí povrchy.
I drobné nedokonalosti se mohou ve vakuu stát cestami úniku.
Problémy s porézností
Pórovitost materiálu může umožnit pronikání plynů skrz stěny komory.
Tato otázka je obzvláště důležitá při výběru hliníkových materiálů.
Nesprávné těsnicí povrchy
Špatná kontrola rovinnosti může zabránit správnému stlačení těsnění a vést k netěsnosti.
Deformace při svařování
Velké vakuové komory často obsahují svařované konstrukce.
Nesprávné svařovací postupy mohou způsobit deformaci, která ovlivní těsnicí povrchy.
Rizika kontaminace
Zbytky po obrábění uvnitř komory mohou kontaminovat polovodičové procesy a ovlivnit výtěžnost.
Kontrola kvality polovodičových vakuových komor
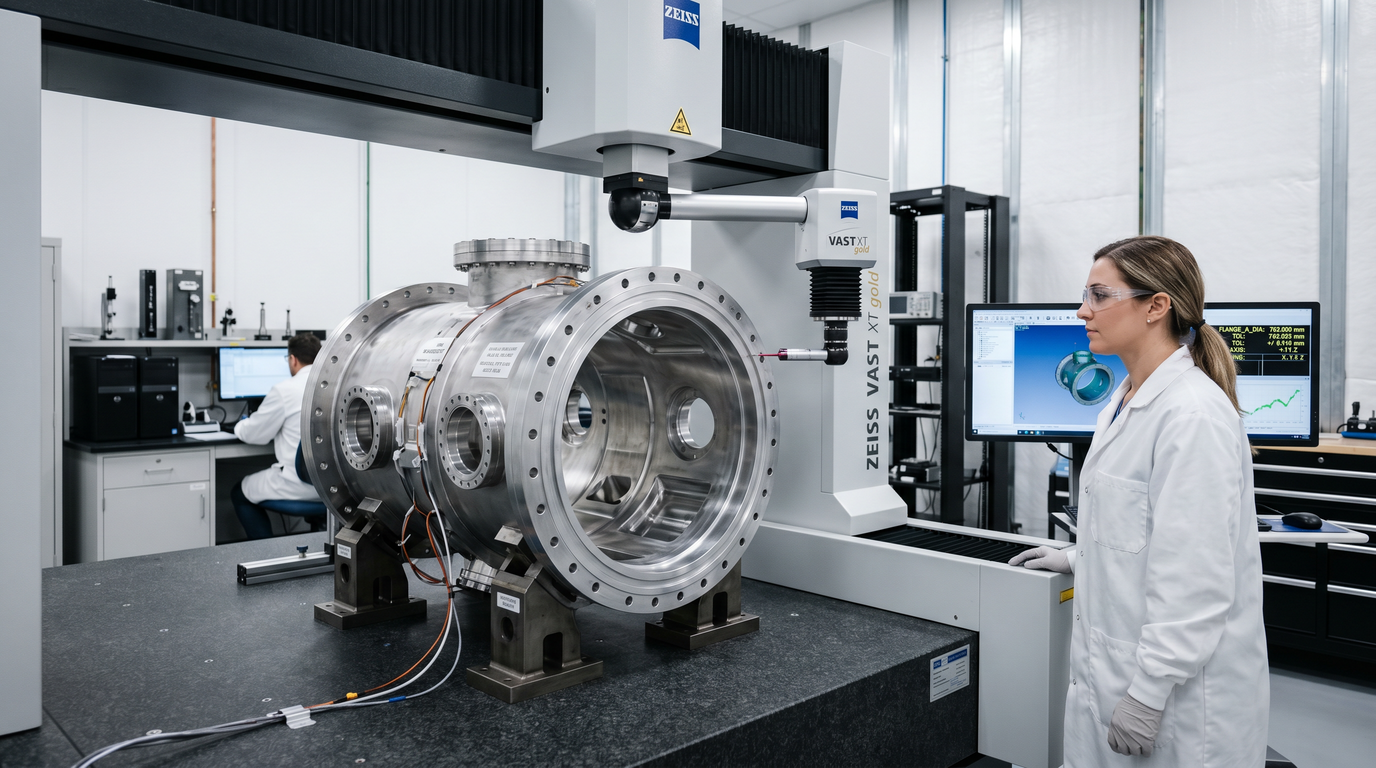
Inspekce souřadnicového měřicího stroje (SMM)
Souřadnicové měřicí stroje (CMM) ověřují:
- Kritické dimenze
- Plochost
- Tolerance polohy
- Geometrické prvky
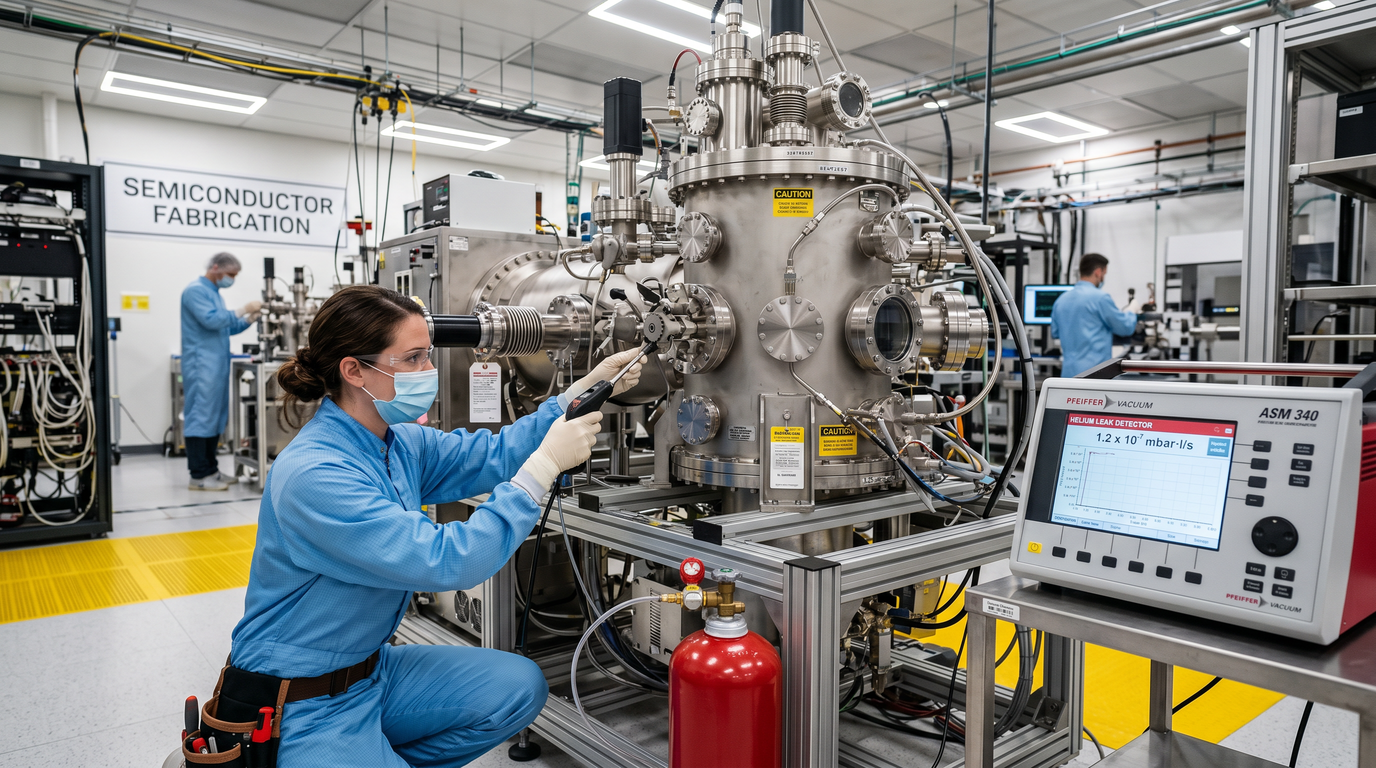
Zkouška těsnosti
Vakuové komory často podléhají zkouškám těsnosti, aby se ověřila těsnost.
V závislosti na aplikaci mohou testovací metody zahrnovat:
- Tlakové zkoušky
- Zkouška vakuového udržení
- Detekce úniku hélia
Certifikace materiálů
Certifikáty materiálů potvrzují:
- Chemické složení
- Mechanické vlastnosti
- Sledovatelnost
Měření drsnosti povrchu
Zkušebny drsnosti povrchu ověřují splnění specifikovaných požadavků na povrchovou úpravu.
Čisticí postupy
Před odesláním jsou často nutné závěrečné procesy čištění, aby se odstranily kontaminanty a zbytky po obrábění.
Metody kontroly používané pro vakuové komory
| Metoda kontroly | Účel |
|---|---|
| Inspekce souřadnicového měřicího stroje (SMM) | Ověření rozměrů |
| Zkouška těsnosti | Ověření integrity vakua |
| Certifikace materiálů | Ověření sledovatelnosti |
| Zkouška drsnosti povrchu | Potvrzení kvality povrchu |
| Závěrečná kontrola úklidu | Prevence kontaminace |
Problémy při obrábění velkých vakuových komor
Zkreslení dílu
Materiálové napětí může během obrábění způsobit rozměrové změny.
Tepelná stabilita
Velké součásti mohou během delších obráběcích cyklů podléhat tepelné roztažnosti.
Doba obrábění
Velké komory často vyžadují:
- Více nastavení
- Prodloužené doby cyklu
- Velkokapacitní zařízení
Vícestranné obrábění
Složité geometrie komor často vyžadují obrábění z více orientací, což zvyšuje složitost nastavení a požadavky na kontrolu.
Výroba vakuových komor v Číně vs. USA
Porovnání nákladů
Čínští výrobci často poskytují nižší celkové výrobní náklady a zároveň si zachovávají konkurenceschopné možnosti přesnosti.
Dodací lhůta
Dodací lhůty závisí na složitosti projektu, ale mnoho čínských dodavatelů provozuje vysoce efektivní výrobní systémy schopné podporovat jak prototypové, tak i výrobní požadavky.
Přesnost
Moderní CNC zařízení v Číně běžně provozují:
- 3osá obráběcí centra
- 4osá obráběcí centra
- 5osá obráběcí centra
- Pokročilé inspekční systémy
schopné splnit náročné požadavky na polovodiče.
Inženýrská podpora
Nejlepší dodavatelé poskytují technické kontroly, doporučení DFM a optimalizaci výroby před zahájením výroby.
Jak vybrat dodavatele CNC pro polovodičové vakuové komory
Zkušenosti s vysavačovým průmyslem
Hledejte dodavatele se zkušenostmi s podporou výrobců polovodičových a vakuových zařízení.
Odbornost materiálů
Dodavatel by měl rozumět chování obrábění:
- Hliník 6061
- Hliník 5083
- Nerezová ocel 304
- Nerezová ocel 316L
- Titan
Inspekční schopnost
Vyhodnoťte dostupné inspekční zařízení a systémy kvality.
Čisté výrobní prostředí
Čisté výrobní postupy pomáhají snižovat rizika kontaminace.
Podpora pro testování těsnosti
Dodavatelé schopní zajistit testování těsnosti mohou zjednodušit řízení projektů a zlepšit zajištění kvality.
Jak Kachi podporuje výrobce polovodičových zařízení
Ve společnosti Kachi Precision Manufacturing podporujeme výrobce polovodičových zařízení s řešeními pro přesné CNC obrábění složitých komponentů vakuových komor a souvisejících sestav.
Přesné CNC frézování
Vyrábíme vysoce přesné hliníkové a nerezové komponenty s přísnou rozměrovou kontrolou.
Součásti vakuové komory
Náš tým podporuje obrábění těles komor, přírub, montážních konstrukcí a zakázkových dílů vakuových systémů.
Obrábění s přesnými tolerancemi
Pravidelně obrábíme přesné součásti vyžadující přísnou rozměrovou a geometrickou kontrolu.
Inspekce a dokumentace
Komplexní kontrolní procesy a dokumentace pomáhají zajistit konzistenci v celé výrobě.
Závěr
Polovodičové vakuové komory představují jedny z nejnáročnějších projektů CNC obrábění v moderní výrobě.
Úspěch závisí na mnohem více než jen na obrábění dílu pro tisk. Výběr materiálu, rozměrová přesnost, kvalita povrchové úpravy, kontrola kontaminace a integrita vakua hrají klíčovou roli v konečném výkonu.
Pro výrobce polovodičových zařízení může výběr partnera pro obrábění se silnými inženýrskými schopnostmi, přesnými kontrolními systémy a zkušenostmi s vakuovými aplikacemi výrazně snížit riziko projektu a zlepšit dlouhodobou spolehlivost.
Často kladené otázky
Jaký materiál je nejlepší pro polovodičové vakuové komory?
Mezi nejčastěji používané materiály patří hliník 6061-T6, hliník 5083, nerezová ocel 304 a nerezová ocel 316L v závislosti na požadavcích na vakuum a procesních podmínkách.
Proč je povrchová úprava ve vakuových komorách důležitá?
Povrchová úprava ovlivňuje čistotu, uvolňování plynů, kontrolu kontaminace a těsnicí vlastnosti.
Jaká tolerance je požadována pro obrábění ve vakuové komoře?
Mnoho kritických prvků vyžaduje tolerance mezi ±0,05 mm a ±0,01 mm v závislosti na požadavcích aplikace.
Jak se provádějí testy těsnosti vakuových komor?
Mezi běžné metody patří zkoušky vakuovým udržením, tlakové zkoušky a detekce úniku hélia.
Mohou hliníkové komory obráběné CNC dosáhnout ultra vysokého vakuového výkonu?
Ano. Správný výběr materiálu, přesné obrábění, povrchová úprava, čištění a testování těsnosti mohou hliníkovým komorám umožnit splnit náročné požadavky na vakuum.
Hledáte spolehlivého partnera pro CNC obrábění polovodičových součástek pro vakuové komory?
Ve společnosti Kachi Precision Manufacturing podporujeme výrobce polovodičových zařízení s přesným obráběním, přísnou kontrolou tolerancí a přísnými kontrolními procesy pro součásti a sestavy vakuových komor.
Kontaktujte ještě dnes náš technický tým pro technické posouzení a rychlou cenovou nabídku.
Čas zveřejnění: 9. června 2026






