
Výroba polovodičov je jedným z najnáročnejších odvetví na svete. Či už ide o výrobu doštičiek, nanášanie tenkých vrstiev, plazmové leptanie alebo iónovú implantáciu, každý proces sa spolieha na extrémne kontrolované prostredie.
V centre mnohých polovodičových systémov je vákuová komora.
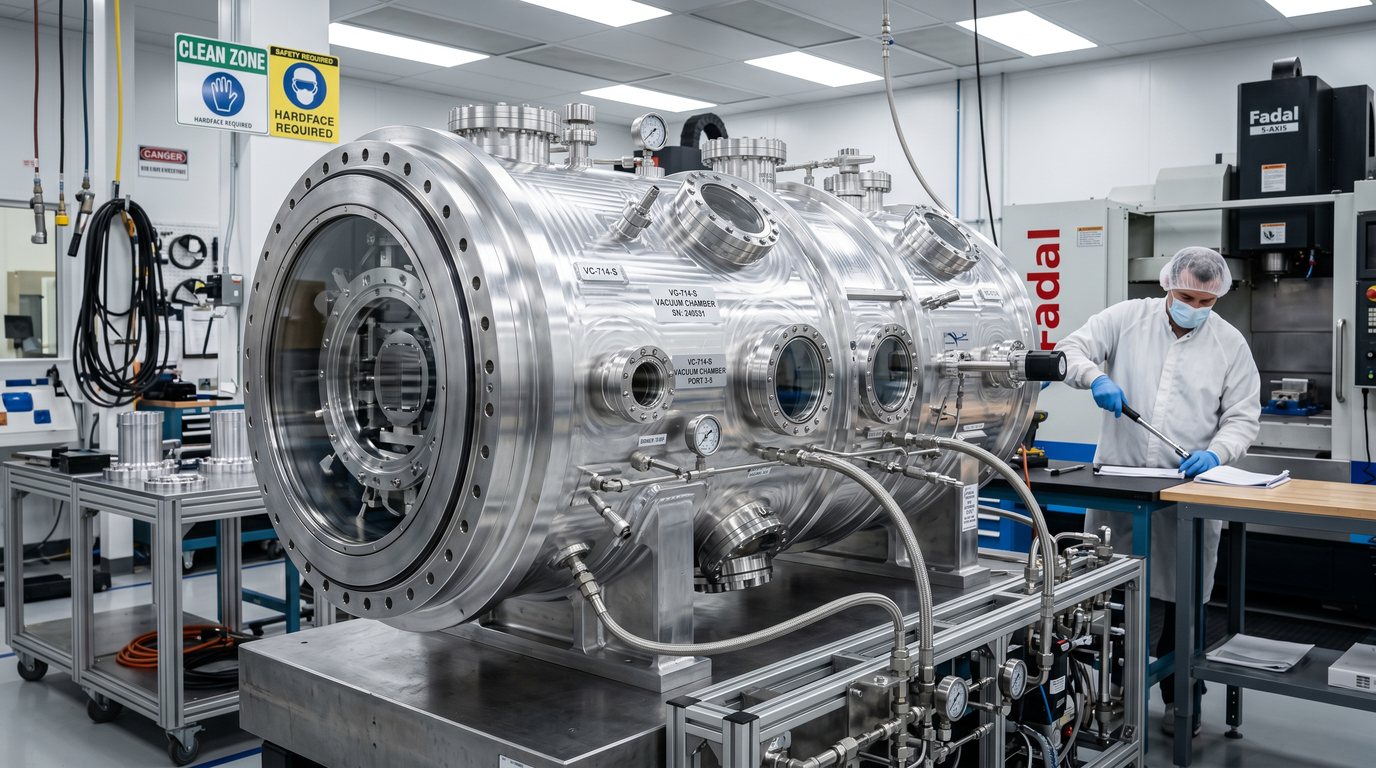
Vákuová komora môže vyzerať ako jednoduchý kovový kryt, ale z výrobného hľadiska je to jeden z najnáročnejších komponentov na obrábanie. Aj malá rozmerová odchýlka, povrchová chyba alebo problém s kontamináciou môže ohroziť integritu vákua a ovplyvniť výkon zariadenia.
Videli sme projekty, kde mikroskopická chyba tesniacej plochy spôsobila únik vákua počas testovania, čo malo za následok nákladné opravy a oneskorenia dodávok. Pri výrobe polovodičov sa presnosť netýka len rozmerov – priamo ovplyvňuje stabilitu procesu, výťažnosť a spoľahlivosť zariadenia.
V tejto príručke preskúmame, ako sa CNC obrábajú polovodičové vákuové komory, bežne používané materiály, kľúčové výrobné výzvy a na čo by sa mali výrobcovia zariadení zamerať pri výbere dodávateľa obrábacích zariadení.
Čo je to polovodičová vákuová komora?
Vákuová komora pre polovodiče je utesnený kryt určený na vytvorenie a udržanie kontrolovaného vákuového prostredia pre procesy výroby polovodičov.
Tieto komory izolujú doštičky a procesné zariadenia od atmosférickej kontaminácie a zároveň umožňujú presnú reguláciu tlaku, teploty a zloženia plynu.
Úloha vo výrobe polovodičov
Vákuové komory sú nevyhnutné pre mnohé procesy výroby polovodičov vrátane:
- Depozícia tenkých vrstiev
- Plazmové leptanie
- Čistenie oblátok
- Iónová implantácia
- Povrchová úprava
- Monitorovanie procesov
Bez stabilného vákuového prostredia môže byť vážne ovplyvnená konzistencia procesu a kvalita doštičiek.
Bežné polovodičové procesy
Pri výrobe polovodičov sa používajú rôzne typy vákuových komôr.
| Proces | Typická aplikácia vákuovej komory |
|---|---|
| Kardiovaskulárne ochorenie (KVO) | Nanášanie tenkých vrstiev |
| PVD | Povrchová úprava a naprašovanie kovov |
| Plazmové leptanie | Odstraňovanie materiálu |
| Iónová implantácia | Dopingové procesy |
| Kontrola doštičiek | Testovanie v kontrolovanom prostredí |
Každý proces kladie iné požiadavky na dizajn komory, povrchovú úpravu a výber materiálu.
Prečo je dôležitá integrita vákua
Integrita vákua je kritická, pretože aj malý únik môže do procesného prostredia zaviesť kontaminanty, vlhkosť alebo nežiaduce plyny.
Medzi možné následky patria:
- Znížená stabilita procesu
- Kontaminácia časticami
- Prestoje zariadenia
- Strata výnosu
- Zvýšené náklady na údržbu
Z tohto dôvodu vyžadujú polovodičové vákuové komory výrazne prísnejšie výrobné štandardy ako konvenčné priemyselné súčiastky.
Materiály bežne používané pre vákuové komory
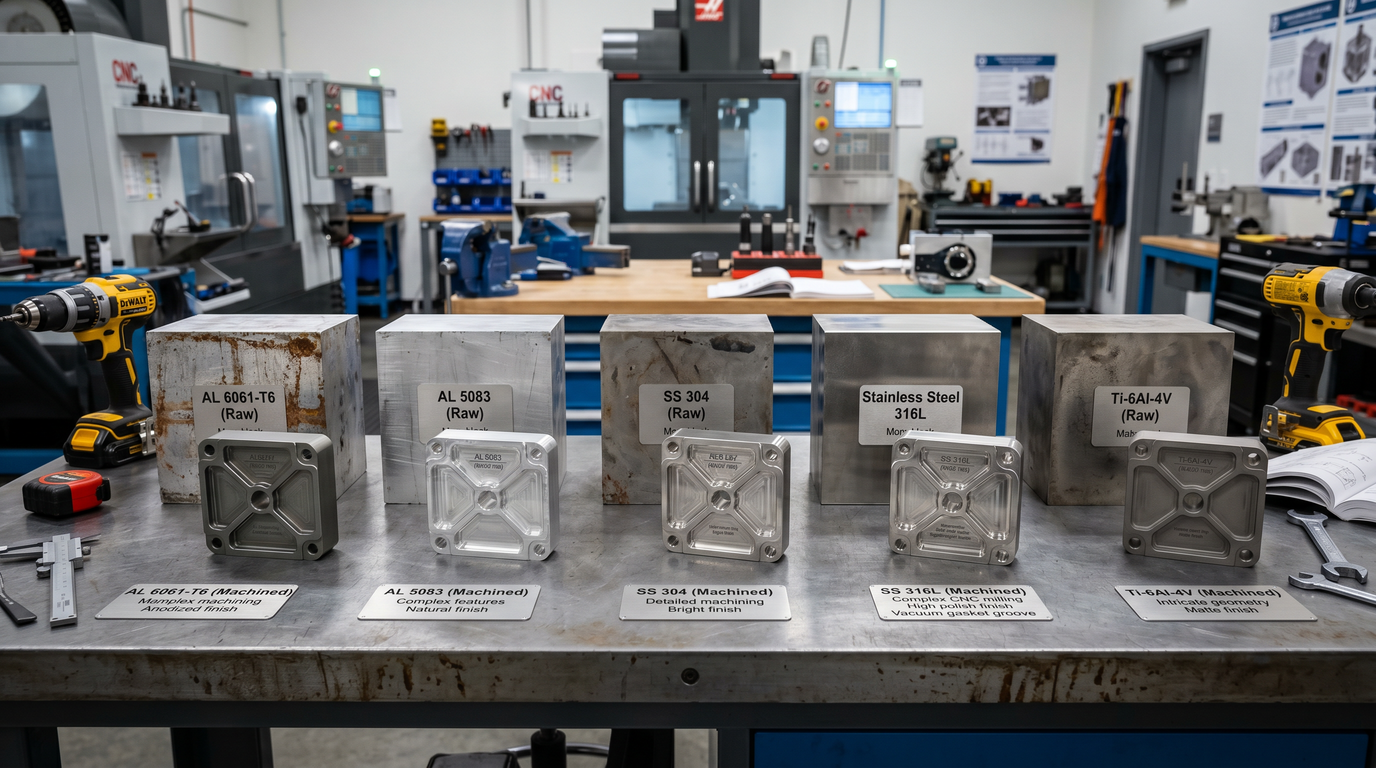
Výber materiálu priamo ovplyvňuje výkon vo vákuu, odolnosť proti korózii, tepelnú stabilitu a výrobné náklady.
Hliník 6061-T6
Hliník 6061-T6 je jedným z najbežnejšie používaných materiálov pre polovodičové vákuové komory.
Medzi výhody patrí:
- Vynikajúca obrobiteľnosť
- Ľahká konštrukcia
- Dobrá odolnosť proti korózii
- Konkurencieschopné náklady na materiál
- Vysoká rozmerová stabilita
Mnoho stredne veľkých vákuových komôr sa vyrába z hliníka 6061-T6.
Hliník 5083
Hliník 5083 sa často volí, keď je potrebná nižšia pórovitosť a lepší vákuový výkon.
Medzi výhody patrí:
- Lepšia zvárateľnosť
- Znížená vnútorná pórovitosť
- Vylepšená kompatibilita s vákuom
- Dobrá odolnosť proti korózii
Často sa používa pre väčšie zvárané zostavy vákuových komôr.
Nerezová oceľ 304
Nerezová oceľ 304 ponúka vynikajúcu odolnosť a chemickú odolnosť.
Aplikácie zahŕňajú:
- Procesné komory
- Zariadenia na manipuláciu s chemikáliami
- Prostredia s vysokou teplotou
Nerezová oceľ 316L
Nerezová oceľ 316L je uprednostňovaná pre náročnejšie prostredia, kde je odolnosť voči korózii a čistota kritická.
Jeho nízky obsah uhlíka tiež zlepšuje kvalitu zvarov a znižuje riziko kontaminácie.
Titán
Titán sa vo všeobecnosti používa v špecializovaných polovodičových aplikáciách, kde sa vyžaduje výnimočná odolnosť proti korózii a vysoký pomer pevnosti k hmotnosti.
Porovnanie bežných materiálov vákuových komôr
| Materiál | Hmotnosť | Odolnosť proti korózii | Vákuový výkon | Typická aplikácia |
|---|---|---|---|---|
| Hliník 6061-T6 | Svetlo | Dobré | Vynikajúce | Všeobecné vákuové komory |
| Hliník 5083 | Svetlo | Vynikajúce | Vynikajúce | Zvárané komory |
| Nerezová oceľ 304 | Ťažký | Vynikajúce | Veľmi dobré | Procesné zariadenia |
| Nerezová oceľ 316L | Ťažký | Superior | Vynikajúce | Systémy s vysokou čistotou |
| Titán | Stredné | Výnimočné | Vynikajúce | Špecializované aplikácie |
Kľúčové požiadavky na CNC obrábanie vákuových komor
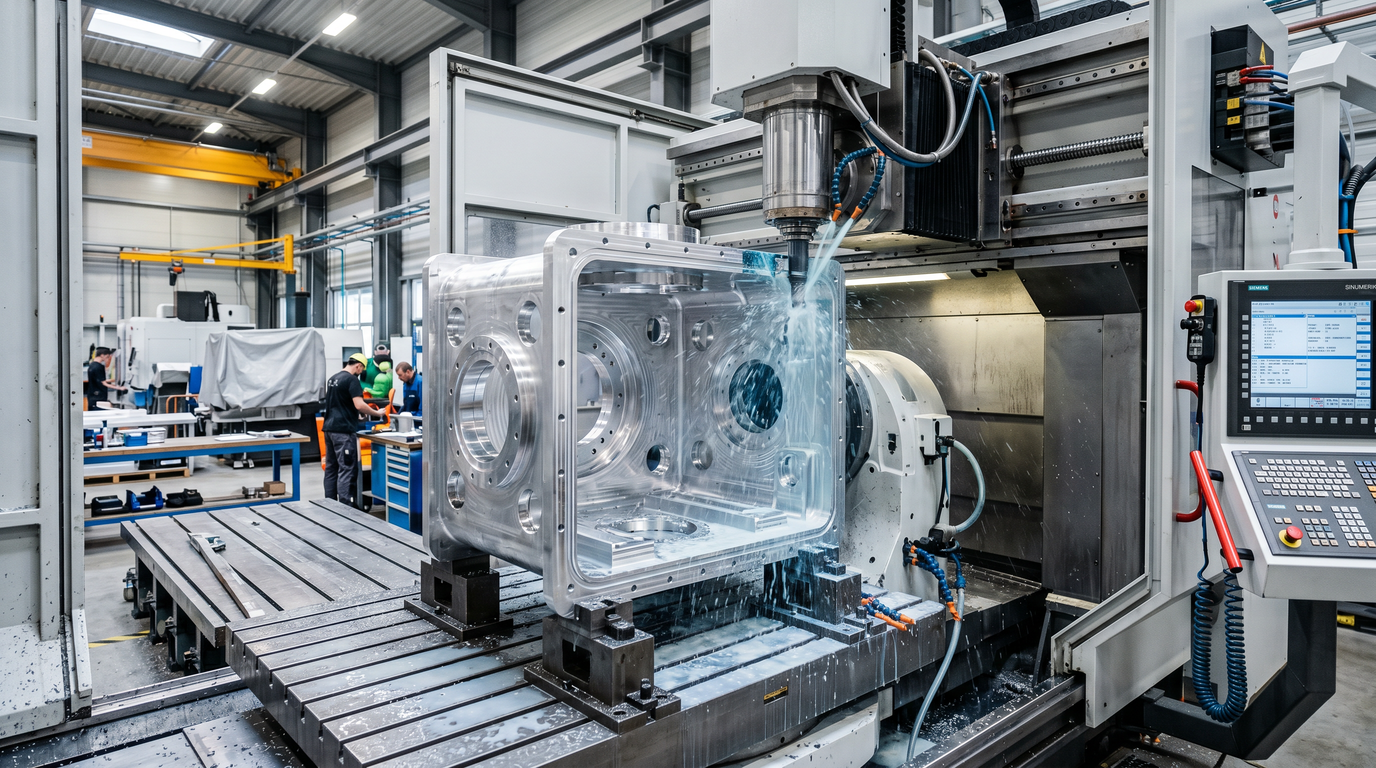
Obrábanie vo vákuovej komore vyžaduje oveľa viac než len splnenie rozmerových tolerancií.
Prísne rozmerové tolerancie
Kritické vlastnosti komory často vyžadujú tolerancie v rozsahu od:
- ±0,05 mm
- ±0,02 mm
- ±0,01 mm
v závislosti od požiadaviek na tesnenie a zložitosti montáže.
Dosadacie plochy, miesta prírub a kritické rozhrania musia byť opracované s mimoriadnou presnosťou.
Kontrola rovinnosti
Tesniace plochy predstavujú jednu z najdôležitejších vlastností vákuovej komory.
Aj malé odchýlky v rovinnosti môžu znížiť účinnosť tesnenia.
Veľké príruby vákuových komôr často vyžadujú starostlivo kontrolované stratégie obrábania, aby sa zachovala rovinnosť po celom povrchu.
Požiadavky na sústrednosť
Porty, otvory a spojovacie prvky často vyžadujú prísnu kontrolu súososti, aby sa zabezpečilo správne zarovnanie počas montáže.
Nedostatočná sústrednosť môže mať za následok:
- Problémy s montážou
- Poruchy tesnení
- Zvýšené koncentrácie stresu
Požiadavky na povrchovú úpravu
Kvalita povrchu hrá dôležitú úlohu vo výkone vákua.
Drsné povrchy môžu:
- Zachytávajte kontaminanty
- Zvýšte odplyňovanie
- Zložité čistiace postupy
Pre mnohé polovodičové aplikácie sú potrebné hladké a konzistentné povrchy v celom vnútornom priestore komory.
Bezčasticové obrábanie
Jednou z najväčších výziev pri výrobe polovodičových súčiastok je minimalizácia tvorby častíc.
Obrábacie procesy musia byť starostlivo kontrolované, aby sa znížilo:
- Tvorba otrepov
- Vložené častice
- Povrchová kontaminácia
- Zvyškové úlomky z obrábania
Požiadavky na povrchovú úpravu v polovodičových aplikáciách
Povrchová úprava priamo ovplyvňuje výkon a čistotu vysávania.
Štandardná obrábaná povrchová úprava
Pre nekritické vonkajšie povrchy môže byť prijateľná štandardná obrábaná povrchová úprava.
Typická drsnosť:
Ra 3,2 μm
Jemne opracovaný povrch
Mnohé povrchy vo vákuovom kontakte vyžadujú jemnejšie obrábanie.
Typická drsnosť:
Ra 1,6 μm
alebo lepšie.
Elektrolytické leštenie
Elektrolytické leštenie sa bežne používa pre vákuové komory z nehrdzavejúcej ocele.
Medzi výhody patrí:
- Znížená drsnosť povrchu
- Zlepšená čistota
- Lepšia odolnosť proti korózii
Eloxovanie
Hliníkové komponenty vákuovej komory sú často eloxované, aby sa zlepšilo:
- Odolnosť proti korózii
- Odolnosť proti opotrebovaniu
- Trvanlivosť povrchu
Porovnanie povrchovej úpravy
| Dokončiť | Typické Ra | Bežná aplikácia |
|---|---|---|
| Štandardne obrábané | 3,2 μm | Všeobecné povrchy |
| Jemne opracované | 1,6 μm | Oblasti presného utesňovania |
| Presná povrchová úprava | 0,8 μm | Kritické vákuové povrchy |
| Elektrolyticky leštené | <0,8 μm | Systémy s vysokou čistotou |
| Eloxovaný | Líši sa | Hliníkové komponenty |
Ako môžu byť úniky vákua spôsobené zlým obrábaním
Povrchové chyby
Škrabance, preliačiny a stopy po obrábaní môžu poškodiť tesniace povrchy.
Aj malé nedokonalosti sa môžu vo vákuových podmienkach stať cestami úniku.
Problémy s pórovitosťou
Pórovitosť materiálu umožňuje prenikanie plynov cez steny komory.
Táto otázka je obzvlášť dôležitá pri výbere hliníkových materiálov.
Nesprávne tesniace povrchy
Zlá kontrola rovinnosti môže zabrániť správnemu stlačeniu tesnenia a viesť k úniku.
Skreslenie zvárania
Veľké vákuové komory často obsahujú zvárané konštrukcie.
Nesprávne zváracie postupy môžu spôsobiť deformáciu, ktorá ovplyvní tesniace povrchy.
Riziká kontaminácie
Zvyšky po obrábaní, ktoré zostanú vo vnútri komory, môžu kontaminovať polovodičové procesy a ovplyvniť výťažnosť.
Kontrola kvality polovodičových vákuových komôr
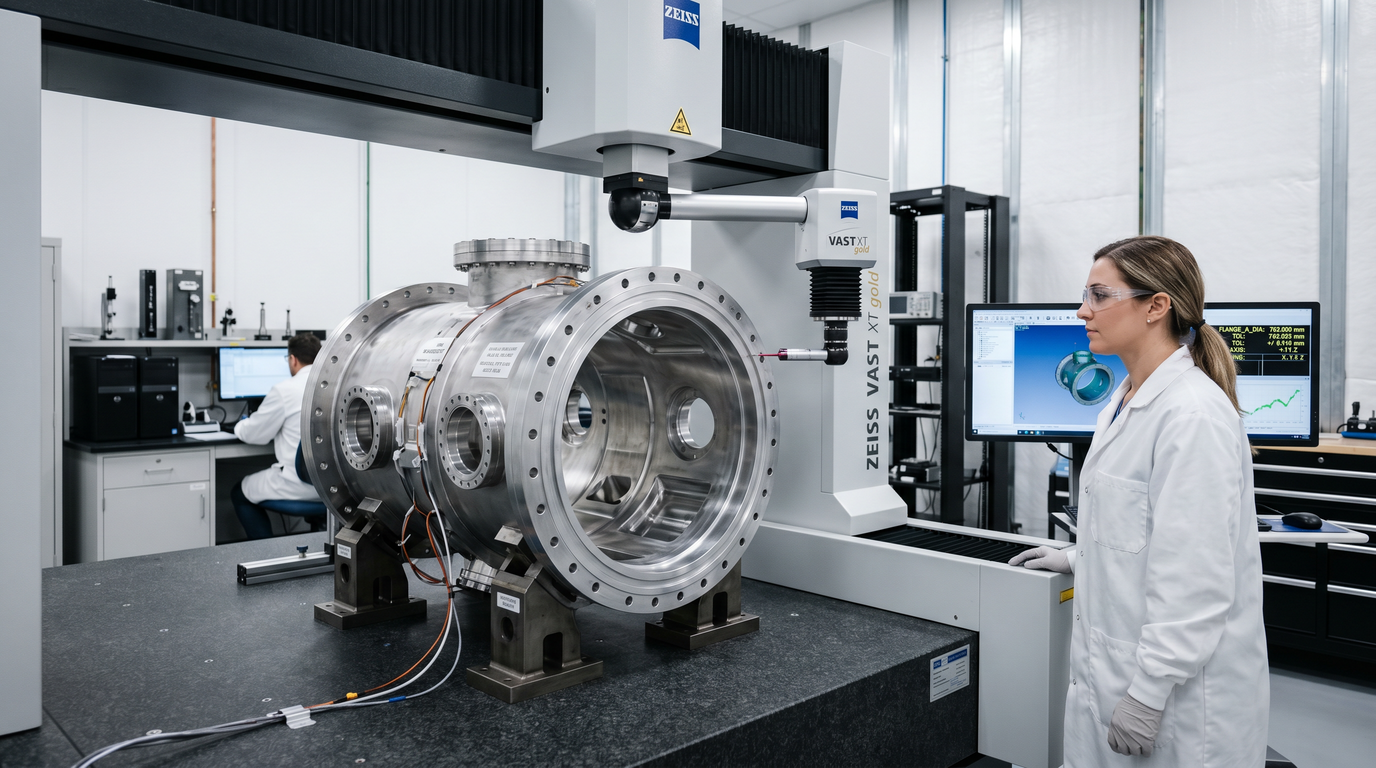
Inšpekcia súradnicového meracieho prístroja (CMM)
Súradnicové meracie stroje (CMM) overujú:
- Kritické dimenzie
- Rovinnosť
- Tolerancie polohy
- Geometrické prvky
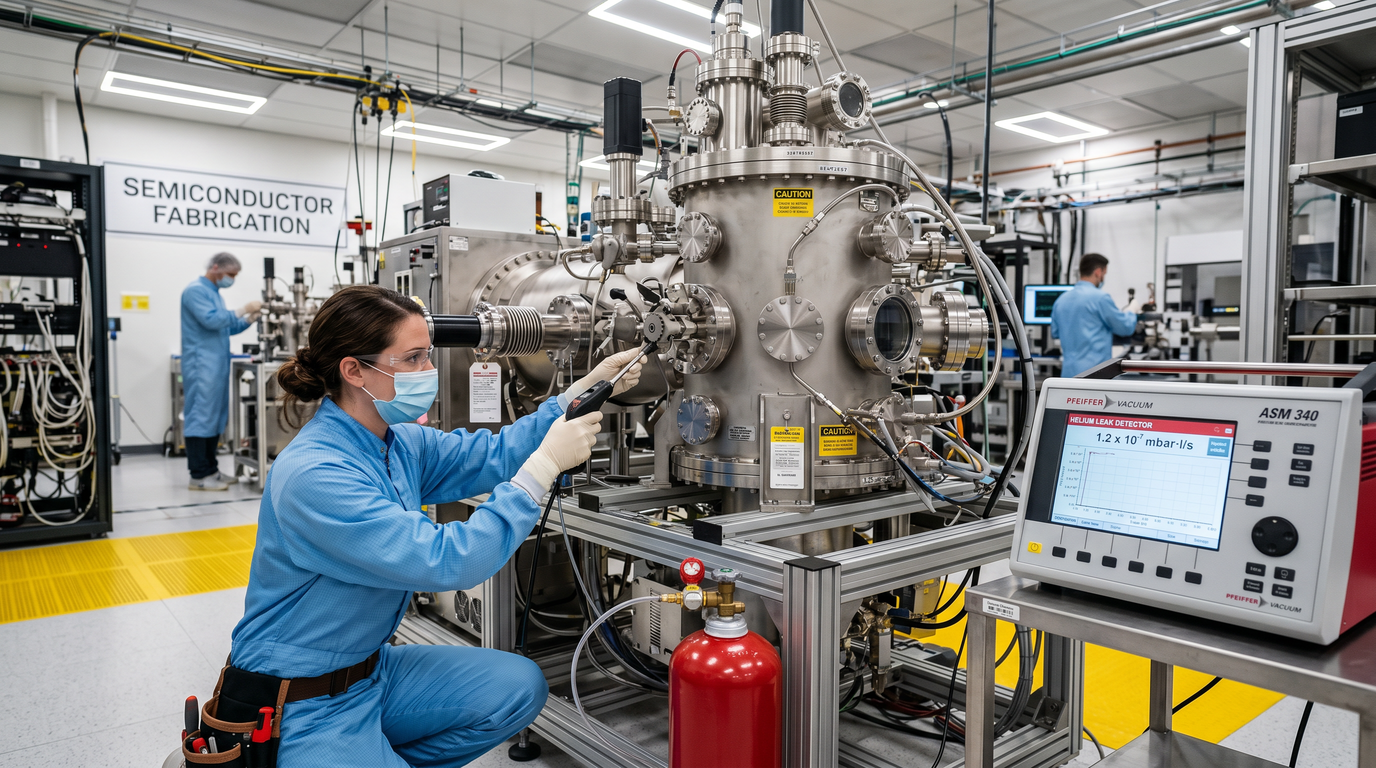
Testovanie tesnosti
Vákuové komory sa často podrobujú testom tesnosti, aby sa overila ich tesnosť.
V závislosti od aplikácie môžu testovacie metódy zahŕňať:
- Tlakové skúšky
- Testovanie vákuového držania
- Detekcia úniku hélia
Certifikácia materiálu
Certifikáty materiálov potvrdzujú:
- Chemické zloženie
- Mechanické vlastnosti
- Sledovateľnosť
Meranie drsnosti povrchu
Tester drsnosti povrchu overuje súlad so stanovenými požiadavkami na povrchovú úpravu.
Čistiace postupy
Pred prepravou sú často potrebné záverečné čistenia, aby sa odstránili nečistoty a zvyšky po obrábaní.
Metódy kontroly používané pre vákuové komory
| Metóda kontroly | Účel |
|---|---|
| Inšpekcia súradnicového meracieho prístroja (CMM) | Overenie rozmerov |
| Testovanie tesnosti | Overenie integrity vákua |
| Certifikácia materiálu | Overenie sledovateľnosti |
| Testovanie drsnosti povrchu | Potvrdenie kvality povrchu |
| Záverečná kontrola čistenia | Prevencia kontaminácie |
Výzvy pri obrábaní veľkých vákuových komôr
Skreslenie časti
Materiálové namáhanie môže počas obrábania spôsobiť rozmerové zmeny.
Tepelná stabilita
Veľké súčiastky môžu počas dlhých obrábacích cyklov podliehať tepelnej rozťažnosti.
Čas obrábania
Veľké komory často vyžadujú:
- Viaceré nastavenia
- Predĺžené časy cyklov
- Veľkokapacitné zariadenia
Viacstranné obrábanie
Zložité geometrie komôr často vyžadujú obrábanie z viacerých orientácií, čo zvyšuje zložitosť nastavenia a požiadavky na kontrolu.
Výroba vákuových komôr v Číne vs. USA
Porovnanie nákladov
Čínski výrobcovia často poskytujú nižšie celkové výrobné náklady a zároveň si zachovávajú konkurencieschopné možnosti presnosti.
Dodacia lehota
Dodacie lehoty závisia od zložitosti projektu, ale mnoho čínskych dodávateľov prevádzkuje vysoko efektívne výrobné systémy schopné podporovať požiadavky na prototypy aj výrobu.
Presnosť
Moderné CNC zariadenia v Číne bežne fungujú:
- 3-osové obrábacie centrá
- 4-osové obrábacie centrá
- 5-osové obrábacie centrá
- Pokročilé inšpekčné systémy
schopné splniť náročné požiadavky na polovodiče.
Inžinierska podpora
Najlepší dodávatelia poskytujú technické kontroly, odporúčania DFM a optimalizáciu výroby pred začiatkom výroby.
Ako vybrať dodávateľa CNC pre polovodičové vákuové komory
Skúsenosti s vákuovým priemyslom
Hľadajte dodávateľov so skúsenosťami s podporou výrobcov polovodičových a vákuových zariadení.
Odbornosť na materiály
Dodávateľ by mal rozumieť správaniu sa obrábania:
- Hliník 6061
- Hliník 5083
- Nerezová oceľ 304
- Nerezová oceľ 316L
- Titán
Inšpekčná schopnosť
Vyhodnoťte dostupné kontrolné zariadenia a systémy kvality.
Čisté výrobné prostredie
Čisté výrobné postupy pomáhajú znižovať riziká kontaminácie.
Podpora pri testovaní tesnosti
Dodávatelia schopní zabezpečiť testovanie tesnosti môžu zjednodušiť riadenie projektu a zlepšiť zabezpečenie kvality.
Ako Kachi podporuje výrobcov polovodičových zariadení
V spoločnosti Kachi Precision Manufacturing podporujeme výrobcov polovodičových zariadení presnými CNC obrábacími riešeniami pre komplexné komponenty vákuových komôr a súvisiace zostavy.
Presné CNC frézovanie
Vyrábame vysoko presné hliníkové a nehrdzavejúce oceľové komponenty s prísnou rozmerovou kontrolou.
Komponenty vákuovej komory
Náš tím podporuje obrábanie tiel komôr, prírub, montážnych konštrukcií a zákazkových dielov vákuových systémov.
Obrábanie s presnou toleranciou
Pravidelne obrábame presné súčiastky, ktoré vyžadujú prísnu rozmerovú a geometrickú kontrolu.
Inšpekcia a dokumentácia
Komplexné kontrolné procesy a dokumentácia pomáhajú zabezpečiť konzistentnosť v celej výrobe.
Záver
Polovodičové vákuové komory predstavujú jedny z najnáročnejších projektov CNC obrábania v modernej výrobe.
Úspech závisí od oveľa viac než len od samotného obrábania dielu na tlač. Výber materiálu, rozmerová presnosť, kvalita povrchovej úpravy, kontrola kontaminácie a integrita vákua zohrávajú kľúčovú úlohu v konečnom výkone.
Pre výrobcov polovodičových zariadení môže výber partnera pre obrábanie so silnými inžinierskymi schopnosťami, presnými kontrolnými systémami a skúsenosťami s vákuovými aplikáciami výrazne znížiť riziko projektu a zlepšiť dlhodobú spoľahlivosť.
Často kladené otázky
Aký materiál je najlepší pre polovodičové vákuové komory?
Hliník 6061-T6, hliník 5083, nehrdzavejúca oceľ 304 a nehrdzavejúca oceľ 316L patria medzi najčastejšie používané materiály v závislosti od požiadaviek na vákuum a procesných podmienok.
Prečo je povrchová úprava dôležitá vo vákuových komorách?
Povrchová úprava ovplyvňuje čistotu, správanie sa pri uvoľňovaní plynov, kontrolu kontaminácie a tesniace vlastnosti.
Aká tolerancia je potrebná pre obrábanie vo vákuovej komore?
Mnohé kritické prvky vyžadujú tolerancie medzi ±0,05 mm a ±0,01 mm v závislosti od požiadaviek aplikácie.
Ako sa testujú tesnosť vákuových komôr?
Medzi bežné metódy patrí vákuové testovanie, tlakové testovanie a detekcia úniku hélia.
Môžu hliníkové komory obrábané CNC strojmi dosiahnuť ultravysoký vákuový výkon?
Áno. Správny výber materiálu, presné obrábanie, povrchová úprava, čistenie a testovanie tesnosti môžu umožniť hliníkovým komorám splniť náročné požiadavky na vákuum.
Hľadáte spoľahlivého partnera pre CNC obrábanie polovodičových komponentov vákuových komôr?
V spoločnosti Kachi Precision Manufacturing podporujeme výrobcov polovodičových zariadení presným obrábaním, prísnou kontrolou tolerancií a prísnymi kontrolnými procesmi pre komponenty a zostavy vákuových komôr.
Kontaktujte náš technický tím ešte dnes a získajte technické posúdenie a rýchlu cenovú ponuku.
Čas uverejnenia: 9. júna 2026






