
A félvezetőgyártás a világ egyik legigényesebb iparága. Legyen szó wafergyártásról, vékonyréteg-leválasztásról, plazmamaratásról vagy ionimplantációról, minden folyamat rendkívül szabályozott környezetet igényel.
Sok félvezető rendszer középpontjában a vákuumkamra áll.
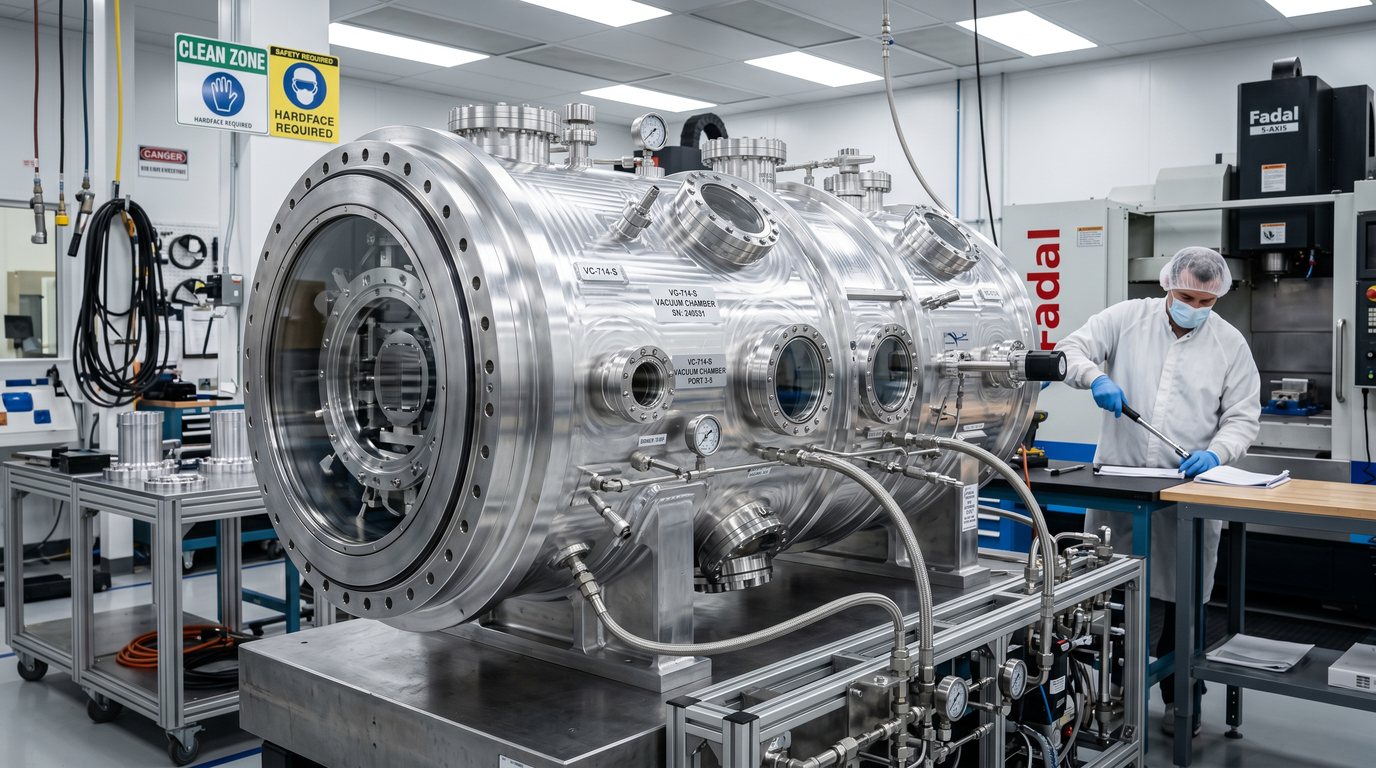
Egy vákuumkamra kinézetre egy egyszerű fémburkolatnak tűnhet, de gyártási szempontból az egyik legnagyobb kihívást jelentő alkatrész megmunkálása. Már egy apró méretbeli eltérés, felületi hiba vagy szennyeződési probléma is veszélyeztetheti a vákuum integritását és befolyásolhatja a berendezés teljesítményét.
Láttunk már olyan projekteket, ahol egy mikroszkopikus tömítőfelületi hiba vákuumszivárgást okozott a tesztelés során, ami költséges utómunkálatokat és szállítási késedelmeket eredményezett. A félvezetőgyártásban a pontosság nem csak a méretekről szól – közvetlenül befolyásolja a folyamat stabilitását, a hozamot és a berendezések megbízhatóságát.
Ebben az útmutatóban megvizsgáljuk, hogyan CNC-vel megmunkálják a félvezető vákuumkamrákat, milyen anyagokat használnak gyakran, a főbb gyártási kihívásokat, és hogy mire kell figyelniük a berendezésgyártóknak a megmunkáló beszállító kiválasztásakor.
Mi az a félvezető vákuumkamra?
A félvezető vákuumkamra egy lezárt burkolat, amelyet a félvezetőgyártási folyamatok szabályozott vákuumkörnyezetének létrehozására és fenntartására terveztek.
Ezek a kamrák elszigetelik a lapkákat és a folyamatberendezéseket a légköri szennyeződésektől, miközben lehetővé teszik a nyomás, a hőmérséklet és a gázösszetétel pontos szabályozását.
Szerep a félvezetőgyártásban
A vákuumkamrák számos félvezetőgyártási folyamathoz elengedhetetlenek, beleértve:
- Vékonyréteg-leválasztás
- Plazmamaratás
- Ostya tisztítás
- Ionbeültetés
- Felületkezelés
- Folyamatfelügyelet
Stabil vákuumkörnyezet nélkül a folyamat állandósága és az ostya minősége súlyosan befolyásolható.
Közös félvezető folyamatok
Különböző típusú vákuumkamrákat használnak a félvezetőgyártásban.
| Folyamat | Tipikus vákuumkamrás alkalmazás |
|---|---|
| szív- és érrendszeri betegségek | Vékonyréteg-lerakódás |
| PVD | Fémbevonatolás és porlasztás |
| Plazmamaratás | Anyageltávolítás |
| Ionbeültetés | Doppingfolyamatok |
| Ostyavizsgálat | Ellenőrzött környezetben végzett tesztelés |
Minden folyamat más-más követelményeket támaszt a kamra kialakításával, a felületkezeléssel és az anyagválasztással kapcsolatban.
Miért fontos a vákuum integritása?
A vákuum integritása kritikus fontosságú, mivel még a kisebb szivárgás is szennyeződéseket, nedvességet vagy nemkívánatos gázokat juttathat a folyamatkörnyezetbe.
A lehetséges következmények a következők:
- Csökkent folyamatstabilitás
- Részecskeszennyeződés
- Berendezések állásideje
- Hozamveszteség
- Megnövekedett karbantartási költségek
Emiatt a félvezető vákuumkamrák lényegesen szigorúbb gyártási szabványokat igényelnek, mint a hagyományos ipari alkatrészek.
Vákuumkamrákhoz gyakran használt anyagok
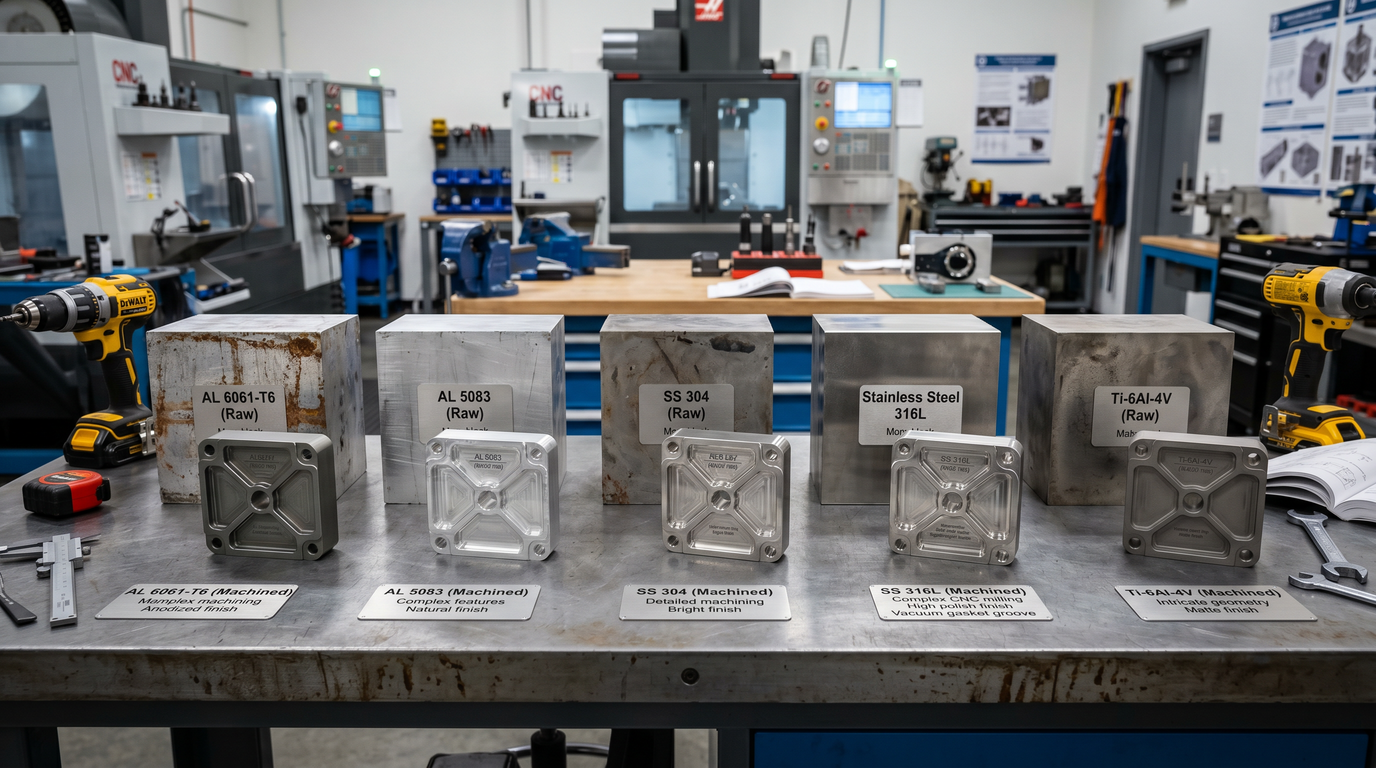
Az anyagválasztás közvetlenül befolyásolja a vákuumteljesítményt, a korrózióállóságot, a hőstabilitást és a gyártási költségeket.
6061-T6 alumínium
Az alumínium 6061-T6 az egyik leggyakrabban használt anyag a félvezető vákuumkamrákhoz.
Előnyök közé tartozik:
- Kiváló megmunkálhatóság
- Könnyű szerkezet
- Jó korrózióállóság
- Versenyképes anyagköltség
- Nagy méretstabilitás
Sok közepes méretű vákuumkamrát 6061-T6 alumíniumból gyártanak.
Alumínium 5083
Az 5083 alumíniumötvözetet gyakran akkor választják, ha alacsonyabb porozitásra és jobb vákuumteljesítményre van szükség.
Előnyök többek között:
- Jobb hegeszthetőség
- Csökkentett belső porozitás
- Javított vákuumkompatibilitás
- Jó korrózióállóság
Gyakran használják nagyobb hegesztett vákuumkamrás szerelvényekhez.
304-es rozsdamentes acél
A 304-es rozsdamentes acél kiváló tartósságot és vegyi ellenállást kínál.
Alkalmazások a következők:
- Folyamatkötegek
- Vegyianyag-kezelő berendezések
- Magas hőmérsékletű környezetek
316L rozsdamentes acél
A 316L rozsdamentes acélt olyan igényesebb környezetekben részesítik előnyben, ahol a korrózióállóság és a tisztaság kritikus fontosságú.
Alacsony széntartalma javítja a hegesztés minőségét és csökkenti a szennyeződés kockázatát.
Titán
A titánt általában speciális félvezető alkalmazásokhoz tartják fenn, ahol kivételes korrózióállóság és magas szilárdság-tömeg arány szükséges.
Gyakori vákuumkamra anyagok összehasonlítása
| Anyag | Súly | Korrózióállóság | Vákuumteljesítmény | Tipikus alkalmazás |
|---|---|---|---|---|
| 6061-T6 alumínium | Fény | Jó | Kiváló | Általános vákuumkamrák |
| Alumínium 5083 | Fény | Kiváló | Kiváló | Hegesztett kamrák |
| 304-es rozsdamentes acél | Nehéz | Kiváló | Nagyon jó | Folyamatberendezések |
| 316L rozsdamentes acél | Nehéz | Kiváló | Kiváló | Nagy tisztaságú rendszerek |
| Titán | Közepes | Kivételes | Kiváló | Speciális alkalmazások |
A vákuumkamrák CNC megmunkálási főbb követelményei
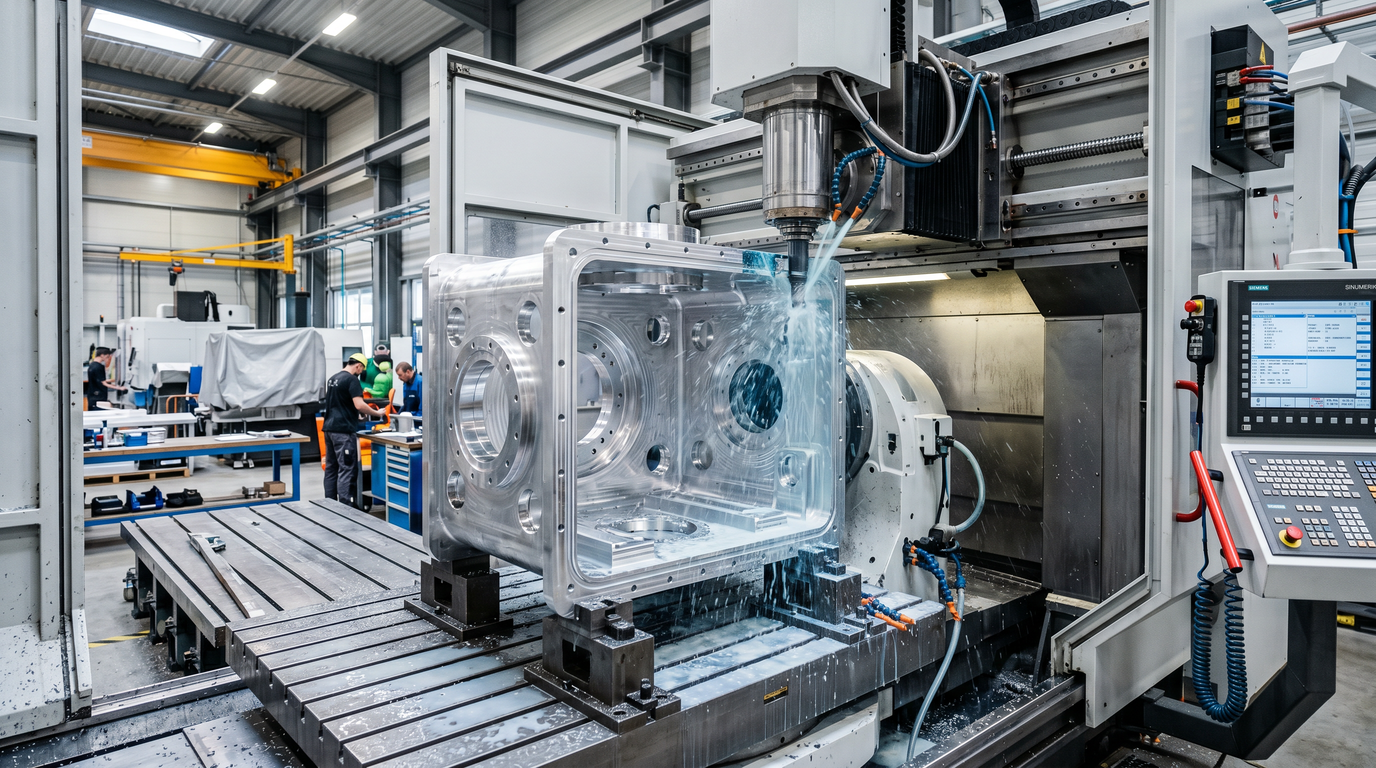
A vákuumkamrás megmunkálás sokkal többet igényel, mint pusztán a mérettűrések betartását.
Szigorú mérettűrések
A kritikus kamra jellemzői gyakran a következő tűréshatároktól függően változnak:
- ±0,05 mm
- ±0,02 mm
- ±0,01 mm
a tömítési követelményektől és az összeszerelés bonyolultságától függően.
Az illeszkedő felületeket, a peremek helyét és a kritikus csatlakozási pontokat kivételes pontossággal kell megmunkálni.
Síkfelület-szabályozás
A tömítőfelületek a vákuumkamrák egyik legfontosabb jellemzőjét képviselik.
Még a kis síkfelületi eltérések is ronthatják a tömítés hatékonyságát.
A nagy vákuumkamrás karimák gyakran gondosan ellenőrzött megmunkálási stratégiákat igényelnek a teljes felület síkfelületének megőrzése érdekében.
Koncentricitási követelmények
A portok, nyílások és illesztési elemek gyakran szigorú koncentrikus ellenőrzést igényelnek a megfelelő illesztés biztosítása érdekében az összeszerelés során.
A rossz koncentrikusság a következőket okozhatja:
- Összeszerelési kérdések
- Tömítési hibák
- Megnövekedett stresszkoncentrációk
Felületkezelési követelmények
A felület minősége fontos szerepet játszik a vákuum teljesítményében.
Az érdes felületek a következőket okozhatják:
- Szennyeződések csapdája
- Növelje a gázkibocsátást
- Bonyolult tisztítási eljárások
Sok félvezető alkalmazáshoz sima és egyenletes felületekre van szükség a kamra belsejében.
Részecskementes megmunkálás
A félvezető alkatrészek gyártásának egyik legnagyobb kihívása a részecskeképződés minimalizálása.
A megmunkálási folyamatokat gondosan ellenőrizni kell a következők csökkentése érdekében:
- Sorjaképződés
- Beágyazott részecskék
- Felületi szennyeződés
- Maradék megmunkálási törmelék
Felületkezelési követelmények félvezető alkalmazásokban
A felületkezelés közvetlenül befolyásolja a porszívó teljesítményét és tisztaságát.
Standard megmunkált felület
A nem kritikus külső felületekhez a szabványos megmunkált felület elfogadható lehet.
Tipikus érdesség:
Ra 3,2 μm
Finom megmunkált felület
Sok vákuummal érintkező felület finomabb megmunkálást igényel.
Tipikus érdesség:
Ra 1,6 μm
vagy jobb.
Elektropolírozás
Az elektropolírozást általában rozsdamentes acél vákuumkamrákhoz használják.
Előnyök többek között:
- Csökkentett felületi érdesség
- Fokozott tisztaság
- Jobb korrózióállóság
Eloxálás
Az alumínium vákuumkamra alkatrészeit gyakran eloxálják a következők javítása érdekében:
- Korrózióállóság
- Kopásállóság
- Felületi tartósság
Felületkezelés összehasonlítása
| Befejezés | Tipikus Ra | Gyakori alkalmazás |
|---|---|---|
| Standard megmunkált | 3,2 μm | Általános felületek |
| Finom megmunkálású | 1,6 μm | Precíziós tömítési területek |
| Precíziós kidolgozás | 0,8 μm | Kritikus vákuumfelületek |
| Elektropolírozott | <0,8 μm | Nagy tisztaságú rendszerek |
| Eloxált | Változó | Alumínium alkatrészek |
Hogyan okozhatja a vákuumszivárgást a rossz megmunkálás?
Felületi hibák
A karcolások, horpadások és megmunkálási nyomok károsíthatják a tömítőfelületeket.
Vákuum körülmények között még a kisebb hibák is szivárgássá válhatnak.
Porozitási problémák
Az anyag porozitása lehetővé teszi a gázok áthatolását a kamra falain.
Ez a szempont különösen fontos az alumínium anyagok kiválasztásakor.
Nem megfelelő tömítőfelületek
A nem megfelelő síkfelület-szabályozás megakadályozhatja a tömítés megfelelő összenyomódását és szivárgáshoz vezethet.
Hegesztési torzulás
A nagy vákuumkamrák gyakran hegesztett szerkezeteket tartalmaznak.
A nem megfelelő hegesztési eljárások torzulásokat okozhatnak, amelyek befolyásolhatják a tömítőfelületeket.
Szennyeződési kockázatok
A kamrában maradt megmunkálási maradványok szennyezhetik a félvezető folyamatokat és befolyásolhatják a hozamot.
Minőségellenőrzés félvezető vákuumkamrákhoz
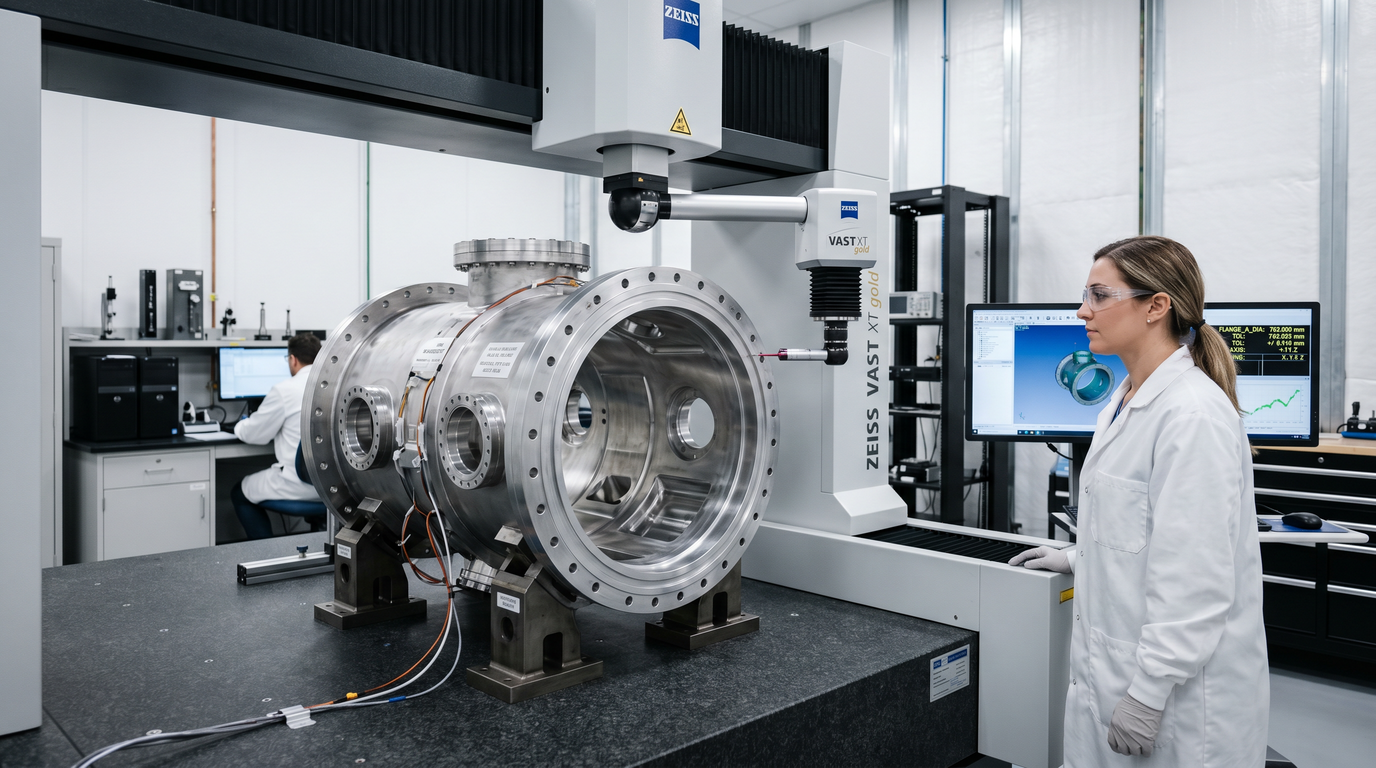
Koordináta mérőgép-ellenőrzés
Koordináta mérőgépek (CMM-ek) ellenőrzik:
- Kritikus méretek
- Síkfelület
- Pozíciótűrések
- Geometriai jellemzők
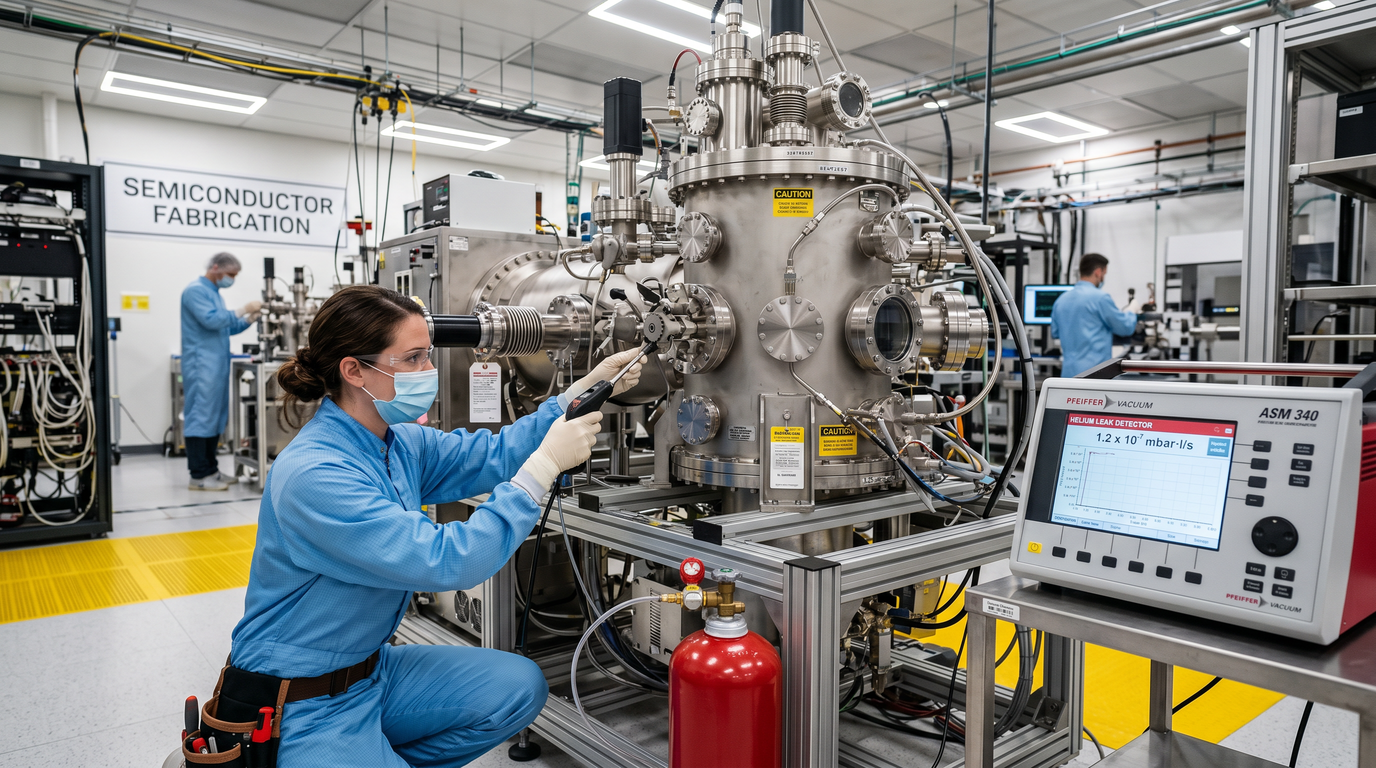
Szivárgásvizsgálat
A vákuumkamrákat gyakran szivárgásvizsgálatnak vetik alá a tömítettség ellenőrzése érdekében.
Az alkalmazástól függően a tesztelési módszerek a következők lehetnek:
- Nyomáspróba
- Vákuumtartási vizsgálat
- Hélium szivárgás észlelése
Anyagtanúsítás
Az anyagtanúsítványok igazolják:
- Kémiai összetétel
- Mechanikai tulajdonságok
- Nyomonkövethetőség
Felületi érdesség mérése
A felületi érdességmérők ellenőrzik a meghatározott felületkezelési követelményeknek való megfelelést.
Tisztítási eljárások
A szállítás előtt gyakran szükség van végső tisztítási folyamatokra a szennyeződések és a megmunkálási maradványok eltávolítása érdekében.
Vákuumkamrákhoz használt vizsgálati módszerek
| Ellenőrzési módszer | Cél |
|---|---|
| Koordináta mérőgép-ellenőrzés | Méretellenőrzés |
| Szivárgásvizsgálat | Vákuum integritás-ellenőrzés |
| Anyagtanúsítás | Nyomonkövethetőség-ellenőrzés |
| Felületi érdességvizsgálat | Felületminőség-igazolás |
| Végső takarítási ellenőrzés | Szennyeződésmegelőzés |
Kihívások a nagy vákuumkamrák megmunkálásában
Részleges torzítás
Az anyagfeszültség méretváltozásokat okozhat a megmunkálás során.
Termikus stabilitás
A nagy alkatrészek hosszabb megmunkálási ciklusok során hőtágulásnak lehetnek kitéve.
Megmunkálási idő
A nagy kamrák gyakran megkövetelik:
- Több beállítás
- Meghosszabbított ciklusidők
- Nagy kapacitású berendezések
Többoldalas megmunkálás
Az összetett kamrageometriák gyakran több irányból történő megmunkálást igényelnek, ami növeli a beállítás bonyolultságát és az ellenőrzési követelményeket.
Kína vs. USA vákuumkamrás gyártás
Költség-összehasonlítás
A kínai gyártók gyakran alacsonyabb össztermelési költségeket biztosítanak, miközben megőrzik versenyképes precíziós képességeiket.
Átfutási idő
A gyártási határidők a projekt összetettségétől függenek, de sok kínai beszállító nagy hatékonyságú termelési rendszereket üzemeltet, amelyek képesek mind a prototípus-, mind a gyártási követelményeket kielégíteni.
Precíziós képesség
A modern CNC létesítmények Kínában általában a következőképpen működnek:
- 3 tengelyes megmunkálóközpontok
- 4 tengelyes megmunkálóközpontok
- 5 tengelyes megmunkálóközpontok
- Fejlett ellenőrző rendszerek
képes megfelelni a félvezetőkkel kapcsolatos szigorú követelményeknek.
Mérnöki támogatás
A legjobb beszállítók mérnöki felülvizsgálatokat, DFM-ajánlásokat és gyártásoptimalizálást biztosítanak a gyártás megkezdése előtt.
Hogyan válasszunk CNC-beszállítót félvezető vákuumkamrákhoz?
Porszívóipari tapasztalat
Keressen olyan beszállítókat, akik tapasztalattal rendelkeznek a félvezető- és vákuumberendezés-gyártók támogatásában.
Anyagi szakértelem
A beszállítónak meg kell értenie a következők megmunkálási viselkedését:
- Alumínium 6061
- Alumínium 5083
- 304-es rozsdamentes acél
- 316L rozsdamentes acél
- Titán
Ellenőrzési képesség
Értékelje a rendelkezésre álló ellenőrző berendezéseket és minőségbiztosítási rendszereket.
Tiszta gyártási környezet
A tiszta termelési gyakorlatok segítenek csökkenteni a szennyeződés kockázatát.
Szivárgásteszt-támogatás
A szivárgásvizsgálatot támogatni képes beszállítók leegyszerűsíthetik a projektmenedzsmentet és javíthatják a minőségbiztosítást.
Hogyan támogatja a Kachi a félvezető berendezések gyártóit?
A Kachi Precision Manufacturingnél precíziós CNC megmunkálási megoldásokkal támogatjuk a félvezető berendezések gyártóit komplex vákuumkamrás alkatrészekhez és kapcsolódó szerelvényekhez.
Precíziós CNC marás
Nagy pontosságú alumínium és rozsdamentes acél alkatrészeket gyártunk, szigorú méretellenőrzéssel.
Vákuumkamra alkatrészek
Csapatunk kamratestek, karimák, rögzítőszerkezetek és egyedi vákuumrendszer-alkatrészek megmunkálását támogatja.
Szigorú tűrésű megmunkálás
Rendszeresen megmunkálunk precíziós alkatrészeket, amelyek szigorú méret- és geometriai ellenőrzést igényelnek.
Ellenőrzés és dokumentáció
Az átfogó ellenőrzési folyamatok és dokumentáció segítik a folyamatos termelést.
Következtetés
A félvezető vákuumkamrák a modern gyártás legigényesebb CNC megmunkálási projektjei közé tartoznak.
A siker sokkal többtől függ, mint pusztán egy alkatrész nyomtatásra szánt megmunkálása. Az anyagválasztás, a méretpontosság, a felületkezelés minősége, a szennyeződés-szabályozás és a vákuum integritása mind kritikus szerepet játszanak a végső teljesítményben.
A félvezető berendezések gyártói számára egy erős mérnöki képességekkel, precíziós ellenőrző rendszerekkel és vákuumalkalmazásokban szerzett tapasztalattal rendelkező megmunkálópartner kiválasztása jelentősen csökkentheti a projekt kockázatát és javíthatja a hosszú távú megbízhatóságot.
GYIK
Melyik anyag a legjobb félvezető vákuumkamrákhoz?
Az alumínium 6061-T6, az alumínium 5083, a rozsdamentes acél 304 és a rozsdamentes acél 316L a leggyakrabban használt anyagok közé tartoznak, a vákuumkövetelményektől és a folyamatkörülményektől függően.
Miért fontos a felületkezelés a vákuumkamrákban?
A felületkezelés befolyásolja a tisztaságot, a gázkibocsátási viselkedést, a szennyeződés-szabályozást és a tömítőteljesítményt.
Milyen tűréshatár szükséges a vákuumkamrás megmunkáláshoz?
Számos kritikus jellemzőhöz ±0,05 mm és ±0,01 mm közötti tűréshatár szükséges, az alkalmazási követelményektől függően.
Hogyan tesztelik a vákuumkamrák szivárgását?
A gyakori módszerek közé tartozik a vákuumos tartásvizsgálat, a nyomáspróba és a héliumszivárgás-észlelés.
A CNC-vel megmunkált alumínium kamrák képesek ultramagas vákuumteljesítményt elérni?
Igen. A megfelelő anyagválasztás, a precíziós megmunkálás, a felületkezelés, a tisztítás és a szivárgásvizsgálat lehetővé teszi, hogy az alumínium kamrák megfeleljenek a szigorú vákuumkövetelményeknek.
Megbízható CNC megmunkáló partnert keres félvezető vákuumkamrás alkatrészekhez?
A Kachi Precision Manufacturingnél precíziós megmunkálással, szigorú tűréshatár-szabályozással és szigorú ellenőrzési folyamatokkal támogatjuk a félvezető berendezések gyártóit vákuumkamrás alkatrészek és szerelvények esetében.
Vegye fel a kapcsolatot mérnöki csapatunkkal még ma egy műszaki áttekintésért és gyors árajánlatért.
Közzététel ideje: 2026. június 9.





