
Proizvodnja poluprovodnika je jedna od najzahtjevnijih industrija na svijetu. Bilo da se radi o izradi pločica, taloženju tankih filmova, plazma nagrizanju ili implantaciji iona, svaki proces se oslanja na izuzetno kontrolirano okruženje.
U središtu mnogih poluprovodničkih sistema nalazi se vakuumska komora.
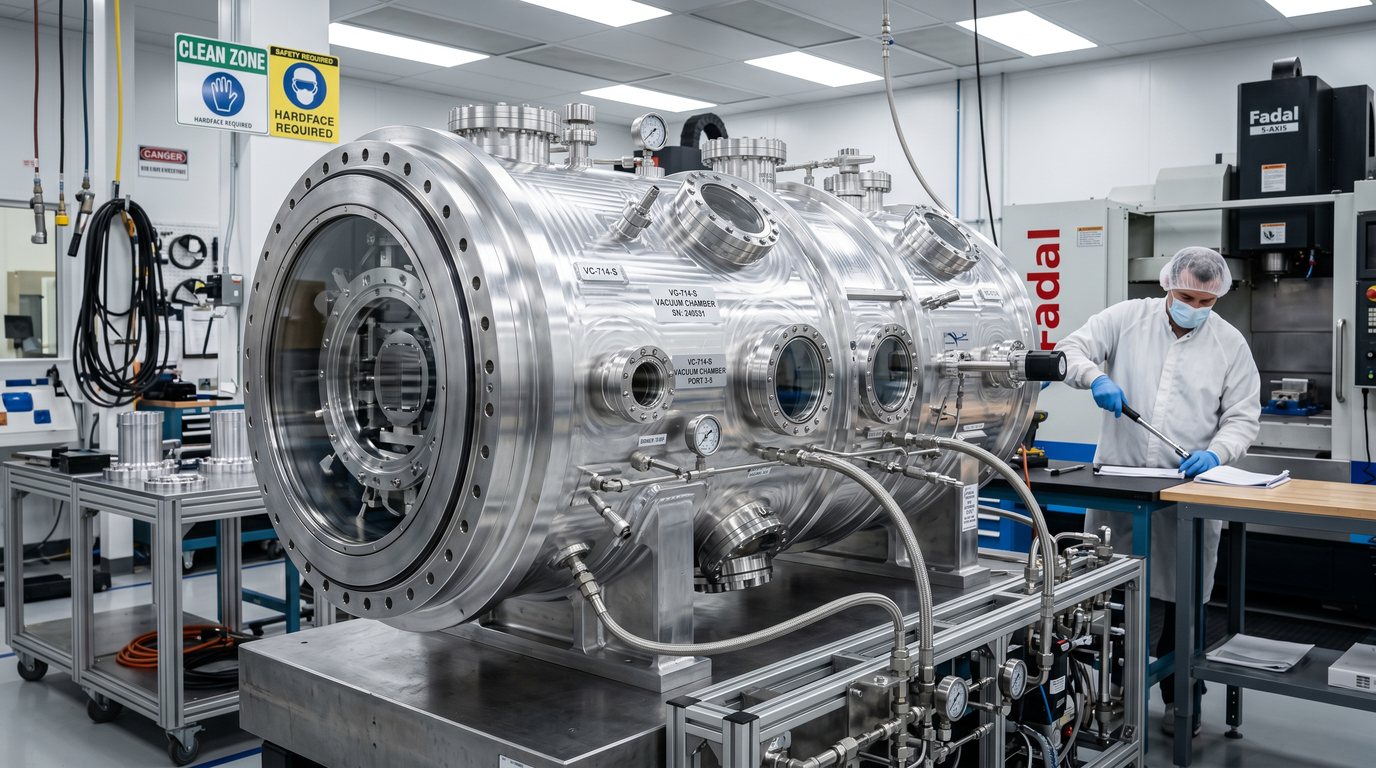
Vakuumska komora može izgledati kao jednostavno metalno kućište, ali sa stanovišta proizvodnje, ona je jedna od najzahtjevnijih komponenti za mašinsku obradu. Čak i mala dimenzijska odstupanja, površinski defekti ili problemi s kontaminacijom mogu ugroziti integritet vakuuma i utjecati na performanse opreme.
Vidjeli smo projekte gdje je mikroskopski defekt na površini zaptivanja uzrokovao curenje vakuuma tokom testiranja, što je rezultiralo skupim ponovnim radovima i kašnjenjima u isporuci. U proizvodnji poluprovodnika, preciznost nije samo stvar dimenzija - ona direktno utiče na stabilnost procesa, prinos i pouzdanost opreme.
U ovom vodiču istražit ćemo kako se vakuumske komore za poluprovodnike obrađuju CNC mašinama, materijale koji se obično koriste, ključne izazove u proizvodnji i na šta proizvođači opreme trebaju obratiti pažnju pri odabiru dobavljača mašina.
Šta je poluprovodnička vakuumska komora?
Vakuumska komora za poluprovodnike je zatvoreno kućište dizajnirano za stvaranje i održavanje kontroliranog vakuumskog okruženja za procese proizvodnje poluprovodnika.
Ove komore izoluju pločice i procesnu opremu od atmosferske kontaminacije, a istovremeno omogućavaju preciznu kontrolu pritiska, temperature i sastava gasa.
Uloga u proizvodnji poluprovodnika
Vakuumske komore su neophodne za mnoge procese proizvodnje poluprovodnika, uključujući:
- Taloženje tankog filma
- Plazma nagrizanje
- Čišćenje oblatne
- Ionska implantacija
- Površinska obrada
- Praćenje procesa
Bez stabilnog vakuumskog okruženja, konzistentnost procesa i kvalitet pločice mogu biti ozbiljno pogođeni.
Uobičajeni poluprovodnički procesi
Različite vrste vakuumskih komora se koriste u proizvodnji poluprovodnika.
| Proces | Tipična primjena vakuumske komore |
|---|---|
| KVB | Taloženje tankog filma |
| PVD | Premazivanje i raspršivanje metala |
| Plazma nagrizanje | Uklanjanje materijala |
| Implantacija iona | Procesi dopinga |
| Inspekcija pločica | Testiranje u kontroliranom okruženju |
Svaki proces postavlja različite zahtjeve na dizajn komore, završnu obradu površine i odabir materijala.
Zašto je integritet vakuuma važan
Integritet vakuuma je ključan jer čak i najmanje curenje može unijeti zagađivače, vlagu ili neželjene plinove u procesnu okolinu.
Potencijalne posljedice uključuju:
- Smanjena stabilnost procesa
- Kontaminacija česticama
- Zastoj opreme
- Gubitak prinosa
- Povećani troškovi održavanja
Zbog toga, vakuumske komore za poluprovodnike zahtijevaju znatno strože proizvodne standarde od konvencionalnih industrijskih komponenti.
Materijali koji se obično koriste za vakuumske komore
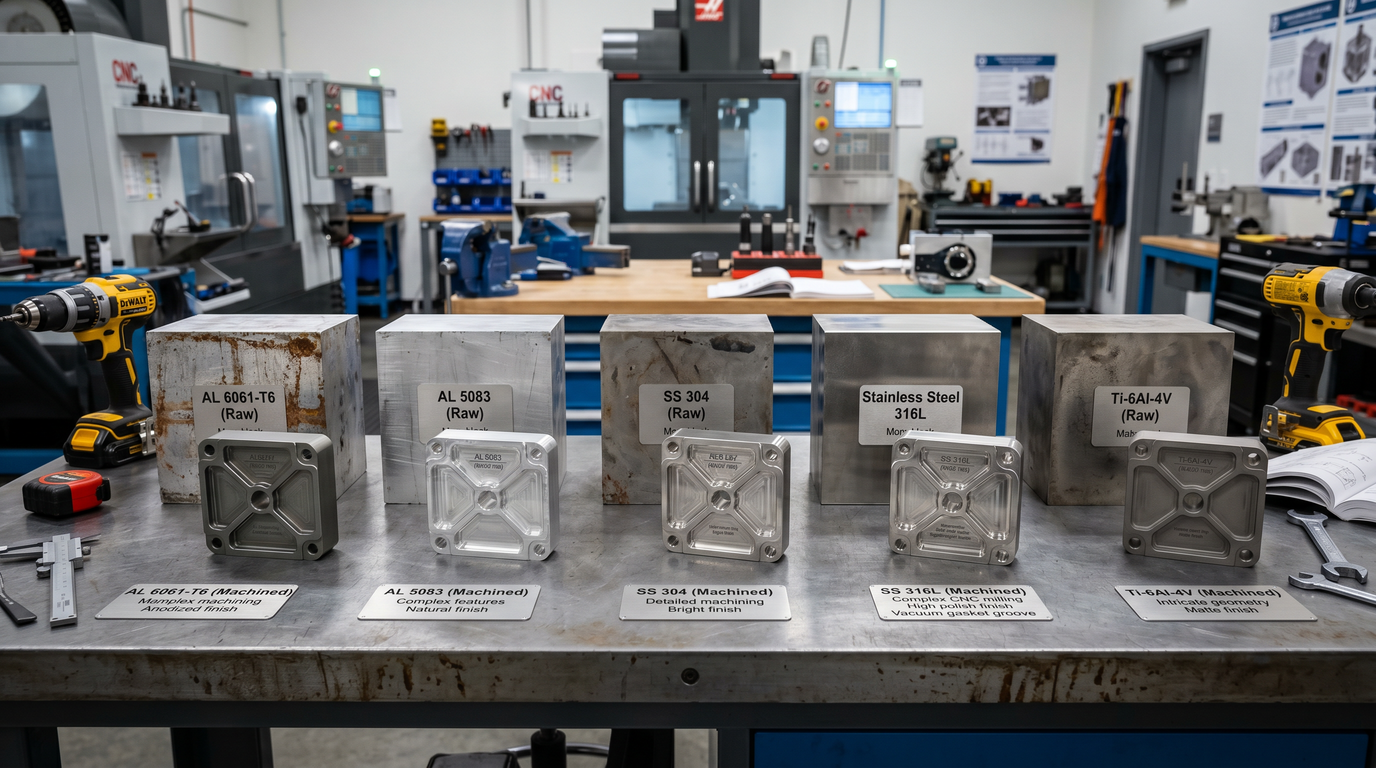
Izbor materijala direktno utiče na performanse vakuuma, otpornost na koroziju, termičku stabilnost i troškove proizvodnje.
Aluminij 6061-T6
Aluminij 6061-T6 je jedan od najčešće korištenih materijala za poluprovodničke vakuumske komore.
Prednosti uključuju:
- Odlična obradivost
- Lagana konstrukcija
- Dobra otpornost na koroziju
- Konkurentna cijena materijala
- Visoka dimenzionalna stabilnost
Mnoge vakuumske komore srednje veličine proizvode se od aluminija 6061-T6.
Aluminij 5083
Aluminij 5083 se često bira kada je potrebna niža poroznost i poboljšane performanse vakuuma.
Prednosti uključuju:
- Bolja zavarljivost
- Smanjena unutrašnja poroznost
- Poboljšana kompatibilnost s vakuumom
- Dobra otpornost na koroziju
Često se koristi za veće zavarene sklopove vakuumskih komora.
Nehrđajući čelik 304
Nerđajući čelik 304 nudi odličnu izdržljivost i hemijsku otpornost.
Primjene uključuju:
- Procesne komore
- Oprema za rukovanje hemikalijama
- Okruženja s visokim temperaturama
Nehrđajući čelik 316L
Nehrđajući čelik 316L se preferira za zahtjevnija okruženja gdje su otpornost na koroziju i čistoća kritični.
Njegov nizak sadržaj ugljika također poboljšava kvalitet zavara i smanjuje rizik od kontaminacije.
Titanijum
Titanijum se uglavnom koristi za specijalizovane poluprovodničke primjene gdje je potrebna izuzetna otpornost na koroziju i visok odnos čvrstoće i težine.
Poređenje uobičajenih materijala vakuumskih komora
| Materijal | Težina | Otpornost na koroziju | Performanse vakuuma | Tipična primjena |
|---|---|---|---|---|
| Aluminij 6061-T6 | Svjetlo | Dobro | Odlično | Opće vakuumske komore |
| Aluminij 5083 | Svjetlo | Odlično | Odlično | Zavarene komore |
| Nehrđajući čelik 304 | Teško | Odlično | Vrlo dobro | Procesna oprema |
| Nehrđajući čelik 316L | Teško | Superiorni | Odlično | Sistemi visoke čistoće |
| Titanijum | Srednji | Izuzetno | Odlično | Specijalizirane aplikacije |
Ključni zahtjevi CNC obrade za vakuumske komore
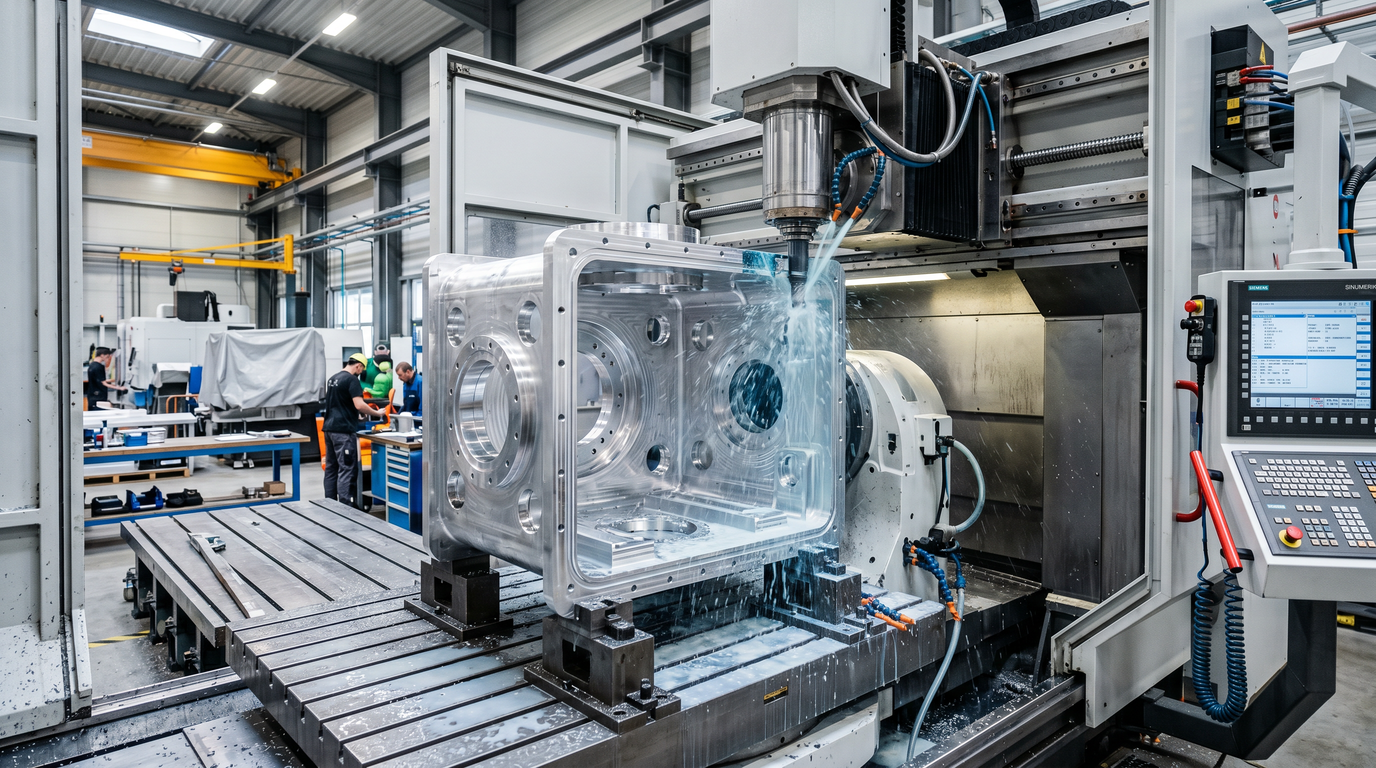
Obrada u vakuumskoj komori zahtijeva mnogo više od pukog ispunjavanja dimenzijskih tolerancija.
Stroge dimenzijske tolerancije
Kritične karakteristike komore često zahtijevaju tolerancije u rasponu od:
- ±0,05 mm
- ±0,02 mm
- ±0,01 mm
u zavisnosti od zahtjeva za zaptivanje i složenosti montaže.
Spojne površine, mjesta prirubnica i kritični spojevi moraju se obraditi s izuzetnom preciznošću.
Kontrola ravnosti
Zaptivne površine predstavljaju jednu od najvažnijih karakteristika vakuumske komore.
Čak i mala odstupanja u ravnosti mogu ugroziti efikasnost zaptivanja.
Velike prirubnice vakuumske komore često zahtijevaju pažljivo kontrolirane strategije obrade kako bi se održala ravnost po cijeloj površini.
Zahtjevi za koncentričnost
Otvori, portovi i spojni elementi često zahtijevaju strogu kontrolu koncentričnosti kako bi se osiguralo pravilno poravnanje tokom montaže.
Loša koncentričnost može rezultirati:
- Problemi sa skupštinom
- Kvarovi zaptivki
- Povećana koncentracija stresa
Zahtjevi za površinsku obradu
Kvalitet površine igra glavnu ulogu u performansama vakuuma.
Grube površine mogu:
- Zarobljava zagađivače
- Povećati ispuštanje gasova
- Komplicirane procedure čišćenja
Za mnoge poluprovodničke primjene, potrebne su glatke i konzistentne površine u cijeloj unutrašnjosti komore.
Obrada bez čestica
Jedan od najvećih izazova u proizvodnji poluprovodničkih komponenti je minimiziranje stvaranja čestica.
Procesi obrade moraju se pažljivo kontrolisati kako bi se smanjilo:
- Formiranje neravnina
- Ugrađene čestice
- Površinska kontaminacija
- Preostali otpad od obrade
Zahtjevi za površinsku obradu u poluprovodničkim primjenama
Površinska obrada direktno utiče na performanse i čistoću usisavanja.
Standardna mašinska završna obrada
Standardna mašinski obrađena završna obrada može biti prihvatljiva za nekritične vanjske površine.
Tipična hrapavost:
Ra 3,2 μm
Fino obrađena površina
Mnoge površine koje su u vakuumskom kontaktu zahtijevaju finiju obradu.
Tipična hrapavost:
Ra 1,6 μm
ili bolje.
Elektropoliranje
Elektropoliranje se obično koristi za vakuumske komore od nehrđajućeg čelika.
Prednosti uključuju:
- Smanjena hrapavost površine
- Poboljšana čistoća
- Bolja otpornost na koroziju
Anodizacija
Aluminijske komponente vakuumske komore često su anodizirane kako bi se poboljšalo:
- Otpornost na koroziju
- Otpornost na habanje
- Trajnost površine
Poređenje završne obrade površine
| Završi | Tipični Ra | Uobičajena primjena |
|---|---|---|
| Standardno obrađeno | 3,2 μm | Opće površine |
| Fino obrađeno | 1,6 μm | Precizna područja zaptivanja |
| Precizna završna obrada | 0,8 μm | Kritične vakuumske površine |
| Elektropolirano | <0,8 μm | Sistemi visoke čistoće |
| Anodizirano | Varira | Aluminijske komponente |
Kako curenja vakuuma mogu biti uzrokovana lošom obradom
Površinski defekti
Ogrebotine, udubljenja i tragovi mašinske obrade mogu oštetiti zaptivne površine.
Čak i manje nesavršenosti mogu postati putevi curenja u uslovima vakuuma.
Problemi poroznosti
Poroznost materijala može omogućiti prodiranje plinova kroz zidove komore.
Ovo pitanje je posebno važno pri odabiru aluminijskih materijala.
Nepravilno zaptivanje površina
Loša kontrola ravnosti može spriječiti pravilnu kompresiju zaptivke i dovesti do curenja.
Distorzija zavarivanja
Velike vakuumske komore često sadrže zavarene konstrukcije.
Nepravilni postupci zavarivanja mogu uzrokovati deformacije koje utiču na zaptivne površine.
Rizici kontaminacije
Ostaci obrade koji ostanu unutar komore mogu kontaminirati procese proizvodnje poluprovodnika i utjecati na prinos.
Kontrola kvalitete za poluprovodničke vakuumske komore
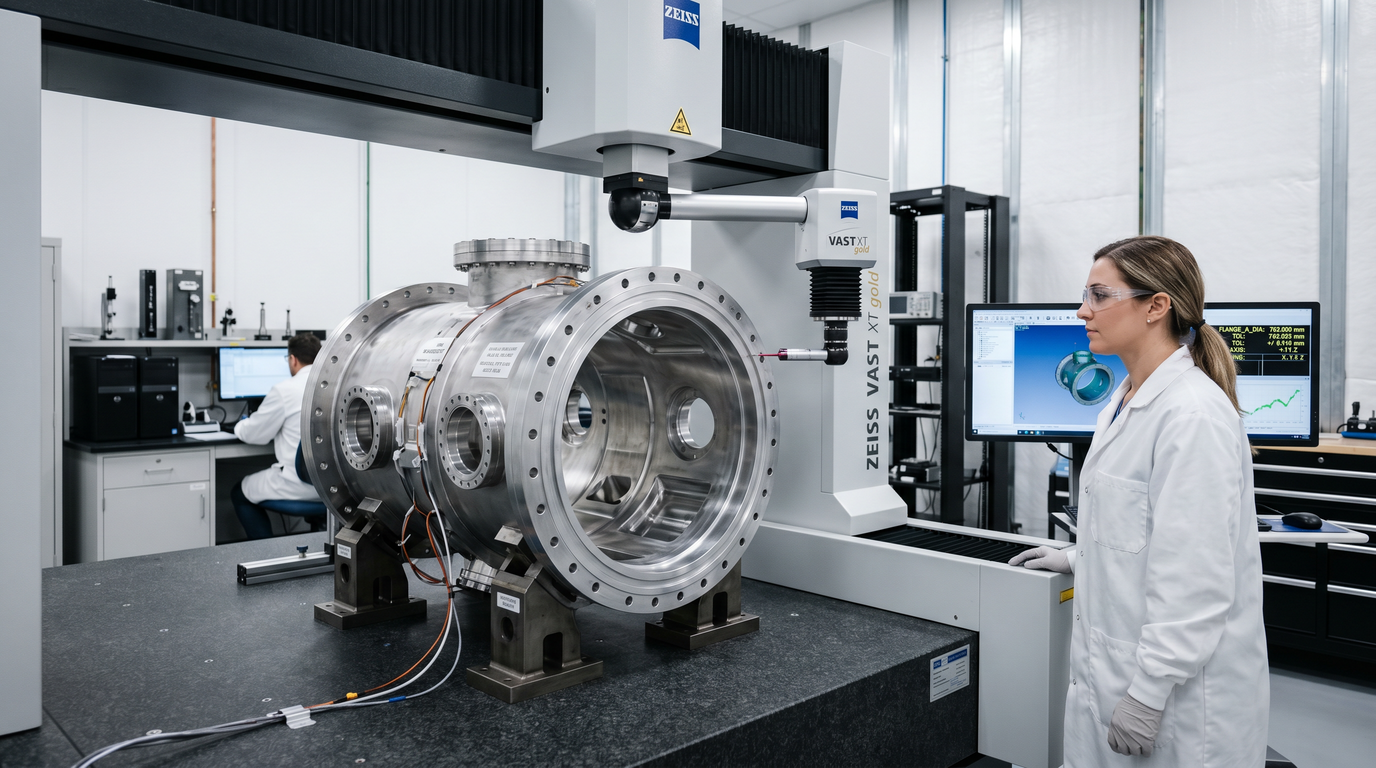
Inspekcija CMM-a
Koordinatne mjerne mašine (CMM) provjeravaju:
- Kritične dimenzije
- Ravnost
- Tolerancije položaja
- Geometrijske karakteristike
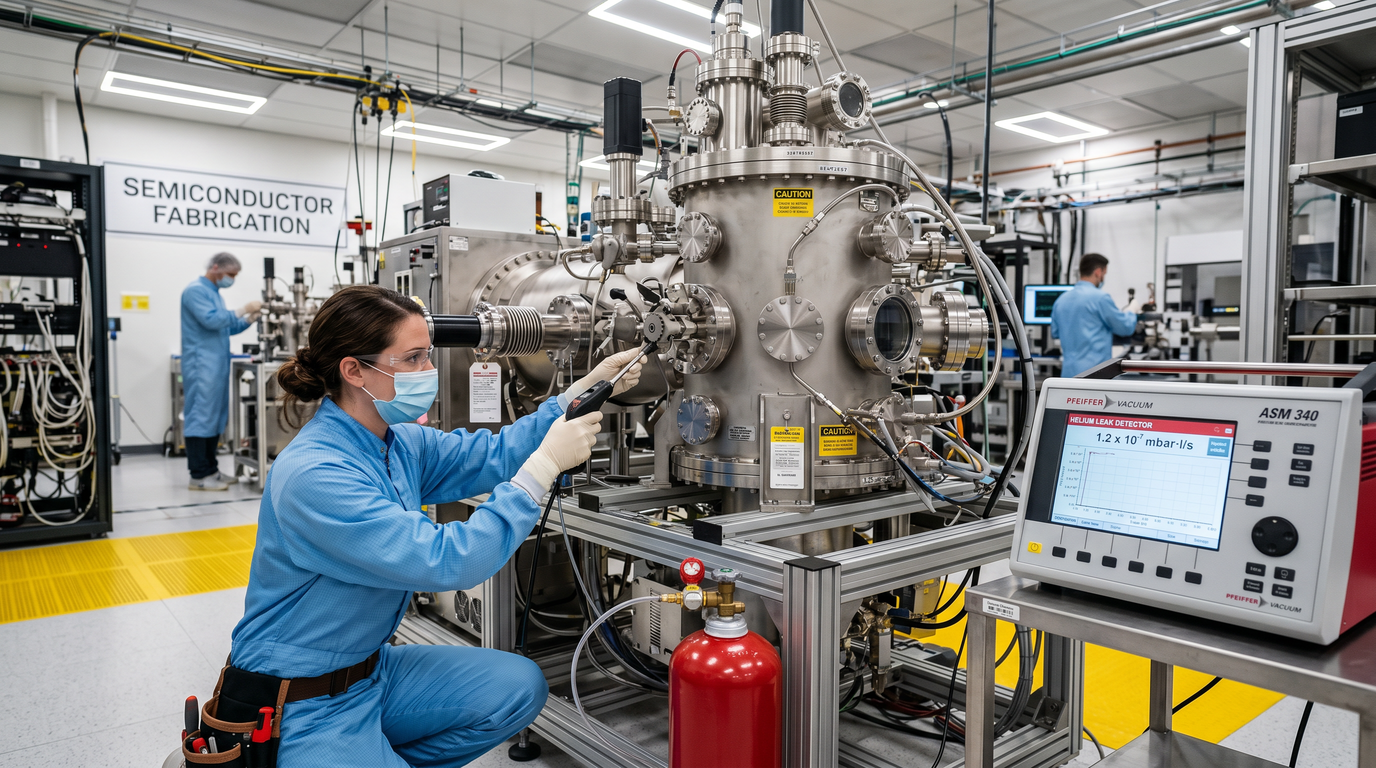
Ispitivanje curenja
Vakuumske komore se često podvrgavaju ispitivanju curenja kako bi se provjerile performanse zaptivanja.
U zavisnosti od primjene, metode ispitivanja mogu uključivati:
- Ispitivanje pritiskom
- Ispitivanje držanja u vakuumu
- Detekcija curenja helija
Certifikacija materijala
Certifikati materijala potvrđuju:
- Hemijski sastav
- Mehanička svojstva
- Sljedivost
Mjerenje hrapavosti površine
Ispitivači hrapavosti površine provjeravaju usklađenost sa specificiranim zahtjevima za završnu obradu.
Postupci čišćenja
Završni procesi čišćenja često su potrebni prije otpreme kako bi se uklonili nečistoće i ostaci obrade.
Metode inspekcije koje se koriste za vakuumske komore
| Metoda inspekcije | Svrha |
|---|---|
| Inspekcija CMM-a | Dimenzionalna provjera |
| Ispitivanje curenja | Validacija integriteta vakuuma |
| Certifikacija materijala | Verifikacija sljedivosti |
| Ispitivanje hrapavosti površine | Potvrda kvaliteta površine |
| Završna inspekcija čišćenja | Sprečavanje kontaminacije |
Izazovi u obradi velikih vakuumskih komora
Distorzija dijela
Naprezanje materijala može uzrokovati promjene dimenzija tokom obrade.
Termička stabilnost
Velike komponente mogu doživjeti termičko širenje tokom produženih ciklusa obrade.
Vrijeme obrade
Velike komore često zahtijevaju:
- Višestruka podešavanja
- Produženo vrijeme ciklusa
- Oprema velikog kapaciteta
Višestrana obrada
Složene geometrije komora često zahtijevaju obradu iz više orijentacija, što povećava složenost podešavanja i zahtjeve za inspekcijom.
Proizvodnja vakuumskih komora u Kini u odnosu na SAD
Poređenje troškova
Kineski proizvođači često nude niže ukupne troškove proizvodnje uz održavanje konkurentnih mogućnosti preciznosti.
Vrijeme isporuke
Rokovi isporuke zavise od složenosti projekta, ali mnogi kineski dobavljači koriste visoko efikasne proizvodne sisteme sposobne da podrže i prototipove i proizvodne zahtjeve.
Mogućnost preciznosti
Moderni CNC pogoni u Kini obično rade:
- 3-osni obradni centri
- 4-osni obradni centri
- 5-osni obradni centri
- Napredni sistemi inspekcije
sposoban da zadovolji zahtjevne zahtjeve za poluprovodnike.
Inženjerska podrška
Najbolji dobavljači pružaju inženjerske preglede, DFM preporuke i optimizaciju proizvodnje prije početka proizvodnje.
Kako odabrati CNC dobavljača za poluprovodničke vakuumske komore
Iskustvo u industriji usisavanja
Tražite dobavljače s iskustvom u podršci proizvođačima poluprovodničke i vakuumske opreme.
Stručnost za materijale
Dobavljač treba da razumije ponašanje obrade:
- Aluminij 6061
- Aluminij 5083
- Nehrđajući čelik 304
- Nehrđajući čelik 316L
- Titanijum
Mogućnost inspekcije
Procijenite dostupnu opremu za inspekciju i sisteme kvaliteta.
Čisto proizvodno okruženje
Prakse čiste proizvodnje pomažu u smanjenju rizika od kontaminacije.
Podrška za testiranje curenja
Dobavljači koji mogu podržati testiranje curenja mogu pojednostaviti upravljanje projektima i poboljšati osiguranje kvalitete.
Kako Kachi podržava proizvođače poluprovodničke opreme
U Kachi Precision Manufacturing, podržavamo proizvođače poluprovodničke opreme preciznim CNC mašinskim rješenjima za složene komponente vakuumskih komora i srodne sklopove.
Precizno CNC glodanje
Proizvodimo visokoprecizne komponente od aluminija i nehrđajućeg čelika uz strogu kontrolu dimenzija.
Komponente vakuumske komore
Naš tim pruža podršku za mašinsku obradu tijela komora, prirubnica, montažnih konstrukcija i prilagođenih dijelova vakuumskih sistema.
Mašinska obrada s uskim tolerancijama
Rutinski obrađujemo precizne komponente koje zahtijevaju strogu dimenzijsku i geometrijsku kontrolu.
Inspekcija i dokumentacija
Sveobuhvatni procesi inspekcije i dokumentacija pomažu u osiguravanju konzistentnosti tokom cijele proizvodnje.
Zaključak
Poluprovodničke vakuumske komore predstavljaju neke od najzahtjevnijih CNC projekata obrade u modernoj proizvodnji.
Uspjeh zavisi od mnogo više od puke mašinske obrade dijela za štampu. Izbor materijala, dimenzijska tačnost, kvalitet završne obrade površine, kontrola kontaminacije i integritet vakuuma igraju ključnu ulogu u konačnim performansama.
Za proizvođače poluprovodničke opreme, odabir partnera za mašinsku obradu sa snažnim inženjerskim sposobnostima, preciznim sistemima za inspekciju i iskustvom u vakuumskim primjenama može značajno smanjiti rizik projekta i poboljšati dugoročnu pouzdanost.
Često postavljana pitanja
Koji je materijal najbolji za poluprovodničke vakuumske komore?
Aluminij 6061-T6, aluminij 5083, nehrđajući čelik 304 i nehrđajući čelik 316L spadaju među najčešće korištene materijale, ovisno o zahtjevima vakuuma i uvjetima procesa.
Zašto je površinska obrada važna u vakuumskim komorama?
Površinska obrada utiče na čistoću, ponašanje pri ispuštanju gasova, kontrolu kontaminacije i performanse zaptivanja.
Koja je tolerancija potrebna za obradu u vakuumskoj komori?
Mnoge kritične karakteristike zahtijevaju tolerancije između ±0,05 mm i ±0,01 mm, ovisno o zahtjevima primjene.
Kako se testira curenje vakuumskih komora?
Uobičajene metode uključuju ispitivanje vakuumskog držanja, ispitivanje tlaka i detekciju curenja helija.
Mogu li CNC obrađene aluminijske komore postići ultra visoke vakuumske performanse?
Da. Pravilan odabir materijala, precizna obrada, obrada površine, čišćenje i ispitivanje curenja mogu omogućiti aluminijskim komorama da zadovolje zahtjevne zahtjeve vakuuma.
Tražite pouzdanog partnera za CNC obradu poluprovodničkih komponenti vakuumskih komora?
U Kachi Precision Manufacturing-u, podržavamo proizvođače poluprovodničke opreme preciznom obradom, strogom kontrolom tolerancija i rigoroznim procesima inspekcije komponenti i sklopova vakuumskih komora.
Kontaktirajte naš inženjerski tim još danas za tehnički pregled i brzu ponudu.
Vrijeme objave: 09.06.2026.






