
7 поширених помилок обробки на верстатах з ЧПК, які збільшують вартість та час виконання (Посібник 2026 року)
 Обробка на верстатах з ЧПК є одним з найпоширеніших методів виробництва прецизійних компонентів у таких галузях, як автоматизація, напівпровідникове обладнання, робототехніка, аерокосмічна та промислова промисловість.
Обробка на верстатах з ЧПК є одним з найпоширеніших методів виробництва прецизійних компонентів у таких галузях, як автоматизація, напівпровідникове обладнання, робототехніка, аерокосмічна та промислова промисловість.
Однак багато компаній стикаються з неочікуваним зростанням витрат та затримками доставки під час проектів обробки на верстатах з ЧПК. У більшості випадків ці проблеми спричинені не обмеженнями обробки, а конструктивними рішеннями, неповною документацією або прогалинами у комунікації між інженерними командами та постачальниками.
У цьому посібнику описано сім поширених помилок, які збільшують витрати на обробку на верстатах з ЧПК та терміни виконання робіт, а також як їх уникнути.
Чому помилки обробки на верстатах з ЧПК впливають на вартість та час виконання робіт
Точна обробка на верстатах з ЧПК залежить від чіткої технічної комунікації та технологічного проєктування. Коли проєкти складні або документація неповна, постачальники повинні витрачати додатковий час на оцінку проєкту перед початком виробництва.
- Додаткові цикли інженерного огляду
- Консервативні припущення щодо цитування
- Складні налаштування обробки
- Розширені процедури перевірки
Помилка 1: Застосування жорстких допусків всюди
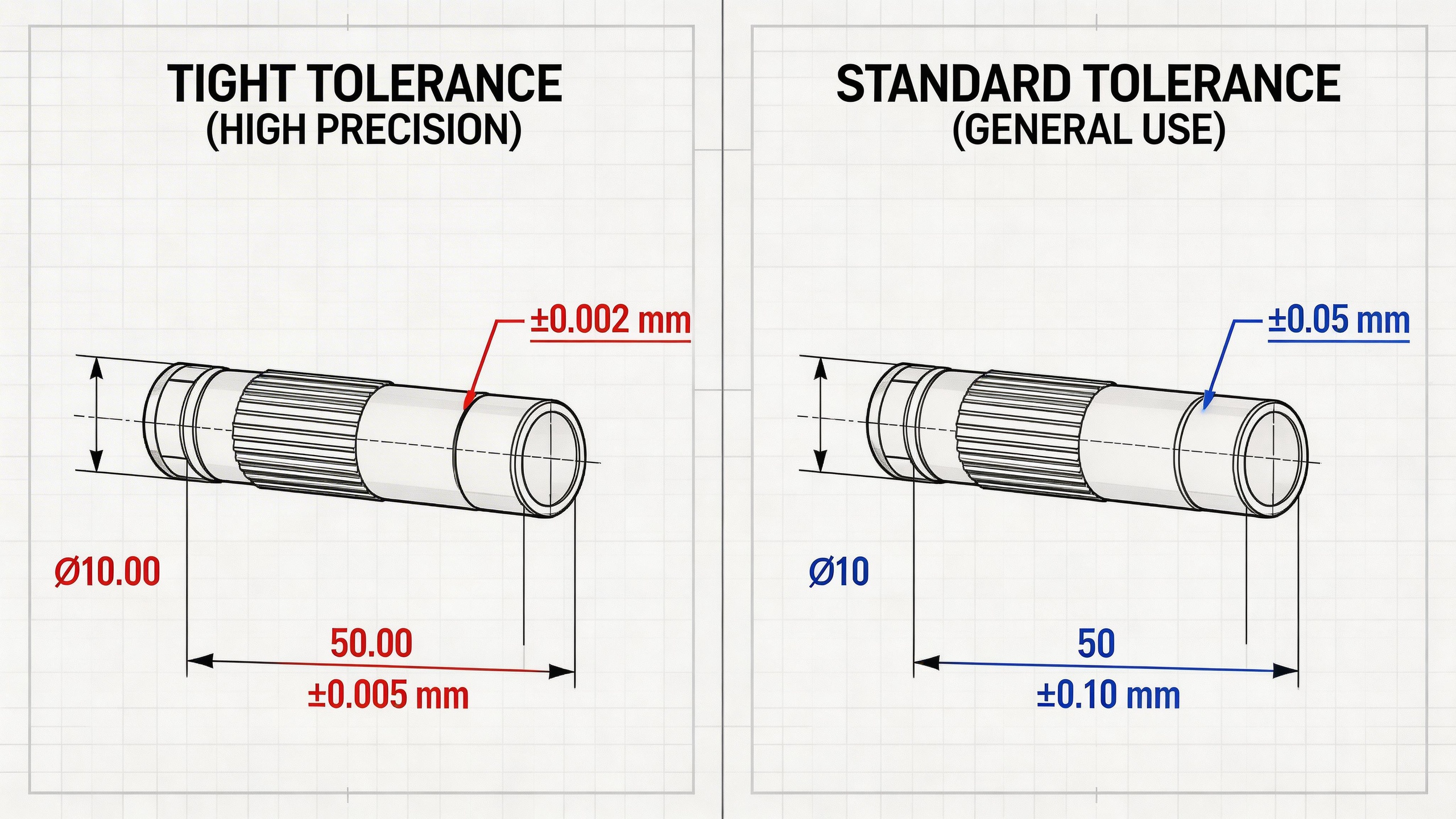
Багато інженерів вказують жорсткі допуски по всій деталі, щоб забезпечити точність. Однак це значно збільшує складність обробки та час контролю.
Жорсткі допуски слід застосовувати лише до елементів, які безпосередньо впливають на функціональність або складання.
Помилка 2: Проектування глибоких порожнин та вузьких щілин
 Глибокі порожнини та вузькі пази важко ефективно обробляти. Зі збільшенням довжини інструменту жорсткість інструменту зменшується, що призводить до вібрації та зниження швидкості різання.
Глибокі порожнини та вузькі пази важко ефективно обробляти. Зі збільшенням довжини інструменту жорсткість інструменту зменшується, що призводить до вібрації та зниження швидкості різання.
Загальноприйнятим правилом є те, щоб глибина кишені по можливості не перевищувала трикратної ширини кишені.
Помилка 3: Гострі внутрішні кути
Фрезерні інструменти з ЧПК мають круглу форму, а це означає, що ідеально гострі внутрішні кути неможливо виготовити без надзвичайно малих інструментів або вторинних процесів, таких як електроерозійна обробка.
Додавання внутрішніх радіусів закруглення кутів, сумісних зі стандартними кінцевими фрезами, покращує технологічність та знижує вартість.
Помилка 4: Ігнорування стандартних розмірів інструментів
 Проектування елементів, які не відповідають стандартним розмірам ріжучого інструменту, збільшує час обробки та вимоги до інструментів.
Проектування елементів, які не відповідають стандартним розмірам ріжучого інструменту, збільшує час обробки та вимоги до інструментів.
По можливості вирівнюйте отвори, пази та внутрішні радіуси зі стандартними розмірами свердел та фрез.
Помилка 5: Надмірно складна геометрія
Складна геометрія деталі часто вимагає кількох налаштувань або складної багатоосьової обробки. Це збільшує час програмування, складність кріплення та час циклу обробки.
Спрощення геометрії або розділення деталей на модульні компоненти часто може покращити технологічність.
Помилка 6: Невизначена обробка поверхні
Вимоги до обробки поверхні, такі як анодування, полірування або покриття, повинні бути вказані на етапі складання цінової пропозиції.
Відсутність інформації про завершення робіт часто призводить до перегляду кошторису або затримок у виробництві.
Помилка 7: Пропуск огляду DFM
Аналіз проектування для технологічності (DFM) допомагає виявити потенційні проблеми з обробкою ще до початку виробництва.
Огляд DFM може виявити такі проблеми, як зайві жорсткі допуски, складна геометрія та нестандартні елементи.
Найкращі практики для економічно ефективної обробки на верстатах з ЧПК
- Застосовуйте жорсткі допуски лише там, де це необхідно
- Уникайте глибоких кишень та вузьких щілин
- Використовуйте стандартні розміри інструментів
- Спростіть складну геометрію
- Чітко визначте вимоги до оздоблення
- Запит на перевірку DFM перед виробництвом
 Висновок
Висновок
Багатьох затримок та перевитрат коштів під час обробки на верстатах з ЧПК можна уникнути завдяки кращим конструкторським рішенням та чіткішій комунікації між інженерними командами та постачальниками-виробниками.
Розуміючи ці поширені помилки та враховуючи міркування щодо технологічності на ранніх етапах процесу проектування, компанії можуть значно підвищити ефективність виробництва та зменшити ризики проекту.
Потрібна допомога з проектуванням або кошторисом для обробки на верстатах з ЧПК?
Досвідчені постачальники верстатів з ЧПК можуть надати цінну інженерну інформацію на етапі складання цінової пропозиції. У Kachi Precision Manufacturing наша інженерна команда переглядає креслення клієнтів, щоб визначити можливості для покращення технологічності та допомогти зменшити складність обробки перед початком виробництва.
Такий спільний підхід допомагає клієнтам досягти більш передбачуваних витрат, швидшого виконання замовлень та надійної якості деталей.
Час публікації: 06 березня 2026 р.






