
7 algeng mistök við CNC vinnslu sem auka kostnað og afhendingartíma (leiðbeiningar 2026)
 CNC-vinnsla er ein algengasta framleiðsluaðferðin til að framleiða nákvæma íhluti í atvinnugreinum eins og sjálfvirkni, hálfleiðarabúnaði, vélfærafræði, geimferðafræði og iðnaðarvélum.
CNC-vinnsla er ein algengasta framleiðsluaðferðin til að framleiða nákvæma íhluti í atvinnugreinum eins og sjálfvirkni, hálfleiðarabúnaði, vélfærafræði, geimferðafræði og iðnaðarvélum.
Hins vegar upplifa mörg fyrirtæki óvæntar kostnaðarhækkanir og seinkaðar afhendingar við CNC-vinnsluverkefni. Í flestum tilfellum eru þessi vandamál ekki af völdum takmarkana í vinnslu heldur vegna hönnunarákvarðana, ófullkomins skjala eða samskiptagalla milli verkfræðiteyma og birgja.
Þessi handbók lýsir sjö algengum mistökum sem auka kostnað og afhendingartíma við CNC vinnslu — og hvernig hægt er að forðast þau.
Af hverju mistök í CNC vinnslu hafa áhrif á kostnað og afgreiðslutíma
Nákvæm CNC-vinnsla byggir á skýrum tæknilegum samskiptum og framleiðsluhæfri hönnun. Þegar hönnun er flókin eða skjöl eru ófullkomin verða birgjar að eyða aukatíma í að meta verkefnið áður en framleiðsla hefst.
- Viðbótar verkfræðileg endurskoðunarlotur
- Íhaldssamar tilvitnanir
- Flóknar vinnslustillingar
- Ítarlegri skoðunarferli
Mistök 1: Að beita þröngum vikmörkum alls staðar
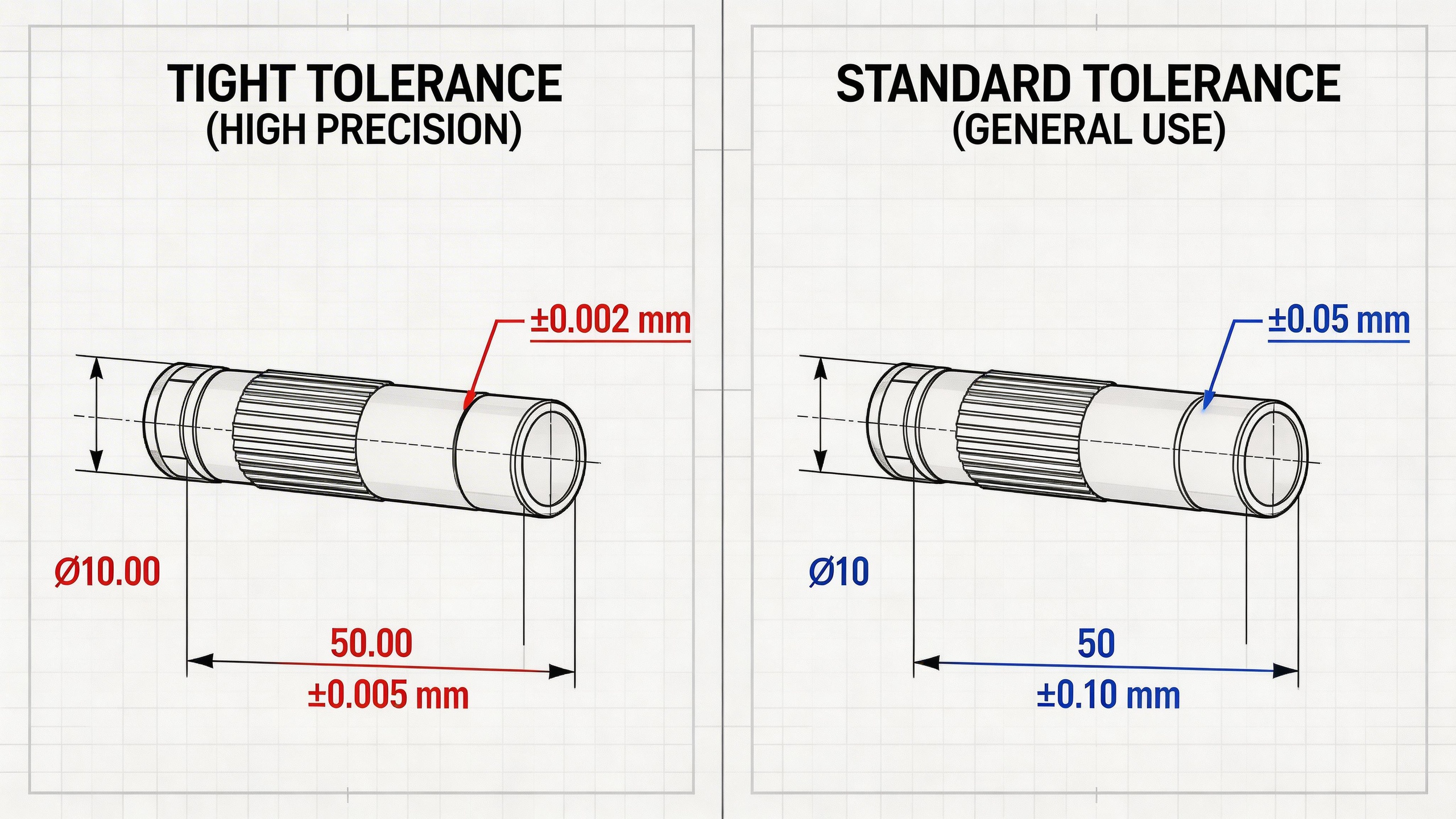
Margir verkfræðingar tilgreina þröng vikmörk fyrir allan hlutinn til að tryggja nákvæmni. Þetta eykur þó verulega flækjustig vinnslu og skoðunartíma.
Þröng vikmörk ættu aðeins að gilda um eiginleika sem hafa bein áhrif á virkni eða samsetningu.
Mistök 2: Að hanna djúpar holrými og þröngar raufar
 Djúp holrými og þröngar raufar eru erfiðar í vinnslu á skilvirkan hátt. Þegar verkfærin eru lengri minnkar stífleiki þeirra, sem leiðir til titrings og hægari skurðarhraða.
Djúp holrými og þröngar raufar eru erfiðar í vinnslu á skilvirkan hátt. Þegar verkfærin eru lengri minnkar stífleiki þeirra, sem leiðir til titrings og hægari skurðarhraða.
Algeng viðmiðun er að halda vasadýptinni innan þrefaldrar vasabreiddar þegar mögulegt er.
Mistök 3: Skarpar innri horn
CNC fræsiverkfæri eru kringlótt, sem þýðir að ekki er hægt að framleiða fullkomlega skarpar innri horn án mjög lítilla verkfæra eða aukaferla eins og EDM.
Með því að bæta við innri hornradíusum sem eru samhæfðir stöðluðum endafræsum er framleiðsluhæfni bætt og kostnaður lækkaður.
Mistök 4: Að hunsa staðlaðar verkfærastærðir
 Hönnun eiginleika sem eru ekki í samræmi við staðlaðar stærðir skurðarverkfæra eykur vinnslutíma og verkfærakröfur.
Hönnun eiginleika sem eru ekki í samræmi við staðlaðar stærðir skurðarverkfæra eykur vinnslutíma og verkfærakröfur.
Þegar mögulegt er skal samræma göt, raufar og innri radíusa við staðlaðar stærðir bora og fræsa.
Mistök 5: Of flókin rúmfræði
Flókin hlutarúmfræði krefst oft margra uppsetninga eða háþróaðrar fjölása vinnslu. Þetta eykur forritunartíma, flækjustig festinga og vinnsluferilstíma.
Að einfalda rúmfræði eða skipta hlutum í máthluta getur oft bætt framleiðsluhæfni.
Mistök 6: Óskilgreind yfirborðsfrágangur
Kröfur um yfirborðsfrágang eins og anodisering, fægingu eða húðun verða að vera tilgreindar á tilboðsstigi.
Vantar upplýsingar um frágang leiðir oft til endurskoðunar á tilboðum eða tafa á framleiðslu.
Mistök 7: Að sleppa DFM endurskoðun
Endurskoðun á hönnun fyrir framleiðsluhæfni (DFM) hjálpar til við að bera kennsl á hugsanlegar áskoranir í vinnslu áður en framleiðsla hefst.
Endurskoðun á DFM getur leitt í ljós vandamál eins og óþarfa þröng vikmörk, flókna rúmfræði og óstaðlaða eiginleika.
Bestu starfshættir fyrir hagkvæma CNC vinnslu
- Notið aðeins þröng frávik þar sem nauðsyn krefur
- Forðist djúpa vasa og þröngar raufar
- Notið staðlaðar stærðir verkfæra
- Einfalda flókna rúmfræði
- Skilgreindu frágangskröfur skýrt
- Óska eftir endurskoðun DFM fyrir framleiðslu
 Niðurstaða
Niðurstaða
Hægt er að koma í veg fyrir margar tafir og kostnaðarframúrkeyrslur á CNC-vinnslu með betri hönnunarákvörðunum og skýrari samskiptum milli verkfræðiteyma og framleiðslubirgja.
Með því að skilja þessi algengu mistök og fella framleiðsluhæfni inn snemma í hönnunarferlinu geta fyrirtæki bætt framleiðsluhagkvæmni verulega og dregið úr áhættu í verkefnum.
Þarftu aðstoð við hönnun eða tilboð í CNC vinnslu?
Reynslumiklir birgjar CNC-vélavinnslu geta veitt verðmæta verkfræðilega innsýn á tilboðsstigi. Hjá Kachi Precision Manufacturing fer verkfræðiteymi okkar yfir teikningar viðskiptavina til að bera kennsl á úrbætur í framleiðsluhæfni og hjálpa til við að draga úr flækjustigi vinnslunnar áður en framleiðsla hefst.
Þessi samvinnuaðferð hjálpar viðskiptavinum að ná fyrirsjáanlegri kostnaði, styttri afhendingartíma og áreiðanlegri gæðum hluta.
Birtingartími: 6. mars 2026






