
7 распространенных ошибок при обработке на станках с ЧПУ, которые увеличивают стоимость и сроки выполнения заказа (Руководство 2026 года)
 Обработка на станках с ЧПУ — один из наиболее широко используемых методов производства прецизионных компонентов в таких отраслях, как автоматизация, производство полупроводникового оборудования, робототехника, аэрокосмическая промышленность и промышленное машиностроение.
Обработка на станках с ЧПУ — один из наиболее широко используемых методов производства прецизионных компонентов в таких отраслях, как автоматизация, производство полупроводникового оборудования, робототехника, аэрокосмическая промышленность и промышленное машиностроение.
Однако многие компании сталкиваются с неожиданным увеличением затрат и задержками поставок в ходе проектов по обработке на станках с ЧПУ. В большинстве случаев эти проблемы вызваны не ограничениями станков, а проектными решениями, неполной документацией или пробелами в коммуникации между инженерными группами и поставщиками.
В этом руководстве описаны семь распространенных ошибок, которые увеличивают стоимость и сроки выполнения работ на станках с ЧПУ, а также способы их предотвращения.
Почему ошибки при обработке на станках с ЧПУ влияют на стоимость и сроки выполнения заказа?
Высокоточная обработка на станках с ЧПУ требует четкой технической коммуникации и технологичности конструкции. В случае сложных проектов или неполной документации поставщикам необходимо потратить дополнительное время на оценку проекта до начала производства.
- Дополнительные циклы инженерной экспертизы
- Предположения о консервативном цитировании
- Сложные настройки станков
- Расширенные процедуры проверки
Ошибка 1: Применение жестких допусков повсюду
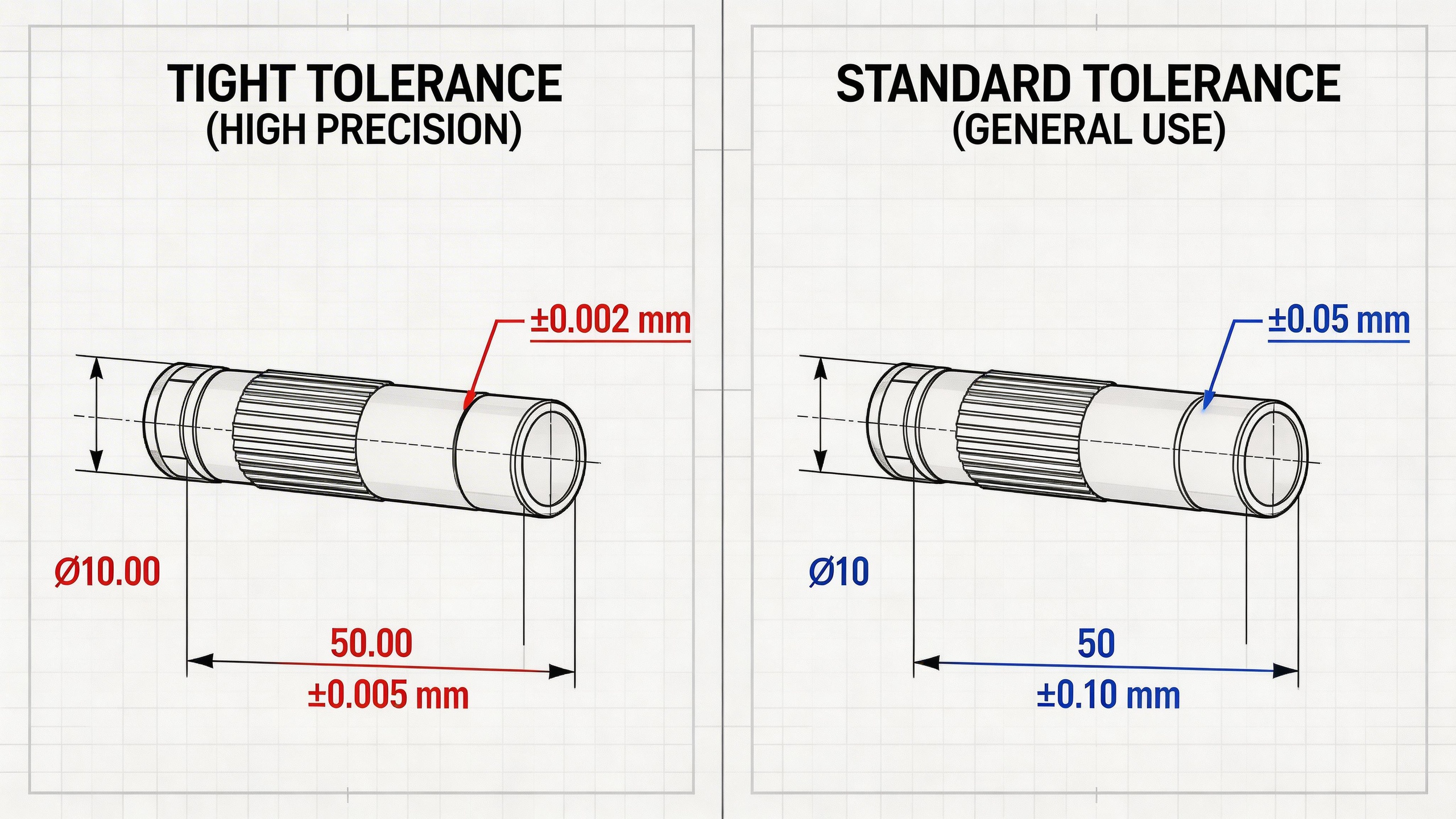
Многие инженеры устанавливают жесткие допуски по всей детали для обеспечения точности. Однако это значительно увеличивает сложность обработки и время контроля качества.
Жесткие допуски следует применять только к элементам, которые непосредственно влияют на функциональность или сборку.
Ошибка 2: Проектирование глубоких полостей и узких пазов.
 Глубокие полости и узкие пазы трудно эффективно обрабатывать. С увеличением длины инструмента его жесткость снижается, что приводит к вибрации и снижению скорости резания.
Глубокие полости и узкие пазы трудно эффективно обрабатывать. С увеличением длины инструмента его жесткость снижается, что приводит к вибрации и снижению скорости резания.
Общепринятое правило — по возможности держать глубину кармана не более чем в три раза превышающей его ширину.
Ошибка 3: Острые внутренние углы
Фрезерные инструменты на станках с ЧПУ имеют круглую форму, а это значит, что идеально острые внутренние углы невозможно получить без использования чрезвычайно маленьких инструментов или дополнительных процессов, таких как электроэрозионная обработка.
Добавление внутренних радиусов скругления углов, совместимых со стандартными концевыми фрезами, улучшает технологичность и снижает себестоимость.
Ошибка 4: Игнорирование стандартных размеров оснастки.
 Разработка элементов, не соответствующих стандартным размерам режущего инструмента, увеличивает время обработки и требования к инструменту.
Разработка элементов, не соответствующих стандартным размерам режущего инструмента, увеличивает время обработки и требования к инструменту.
По возможности, выравнивайте отверстия, пазы и внутренние радиусы по стандартным размерам сверл и концевых фрез.
Ошибка 5: Чрезмерно сложная геометрия
Детали сложной геометрии часто требуют нескольких переналадок или сложной многоосевой обработки. Это увеличивает время программирования, сложность оснастки и время цикла обработки.
Упрощение геометрии или разделение деталей на модульные компоненты часто позволяет улучшить технологичность производства.
Ошибка 6: Неопределенная обработка поверхности.
Требования к обработке поверхности, такие как анодирование, полировка или гальваническое покрытие, должны быть указаны на этапе составления сметы.
Отсутствие информации о финишной обработке часто приводит к пересмотру сметы или задержкам в производстве.
Ошибка 7: Пропуск проверки DFM (проектирование для технологичности)
Анализ технологичности производства (DFM) помогает выявить потенциальные проблемы, связанные с обработкой материалов, до начала производства.
Анализ DFM-моделирования может выявить такие проблемы, как излишне жесткие допуски, сложная геометрия и нестандартные элементы.
Передовые методы экономически эффективной обработки на станках с ЧПУ.
- Применяйте жесткие допуски только там, где это необходимо.
- Избегайте глубоких карманов и узких прорезей.
- Используйте стандартные размеры инструментов.
- Упростите сложную геометрию.
- Чётко сформулируйте требования к отделке.
- Перед началом производства запросите проверку DFM (проектирование с учетом технологичности производства).
 Заключение
Заключение
Многие задержки и перерасходы, связанные с обработкой на станках с ЧПУ, можно предотвратить, приняв более взвешенные проектные решения и обеспечив более четкую коммуникацию между инженерными группами и поставщиками оборудования.
Понимая эти распространенные ошибки и учитывая технологичность производства на ранних этапах проектирования, компании могут значительно повысить эффективность производства и снизить проектные риски.
Нужна помощь в проектировании или составлении сметы для станков с ЧПУ?
Опытные поставщики оборудования для обработки на станках с ЧПУ могут предоставить ценную инженерную информацию на этапе составления коммерческого предложения. В компании Kachi Precision Manufacturing наша инженерная команда анализирует чертежи заказчика, чтобы выявить возможности улучшения технологичности производства и помочь снизить сложность обработки до начала производства.
Такой подход, основанный на сотрудничестве, помогает клиентам добиться более предсказуемых затрат, более коротких сроков поставки и надежного качества деталей.
Дата публикации: 06 марта 2026 г.






